

5.6.6 Настройка начального состояния
Настройка->Состояние открывает диалог, который позволяет определить режимы, которые включаются при запуске Mach3 (Начальное состояние системы). Это показано на рисунке 5.21.
Режим движение: Постоянная скорость задает G64, Точный Стоп задает G61. Подробности в Разделе 10.
Режим расстояния: Абсолютный задает G90, Inc задает G91.
Активная плоскость: X-Y задает G17, Y-Z задает G19, X-Z задает G18
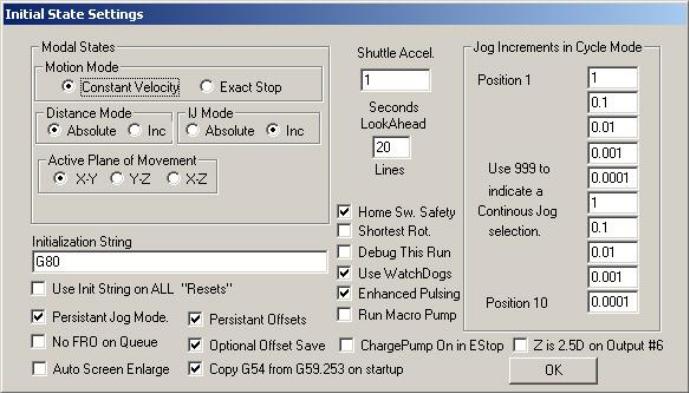
Рисунок 5.21 - Настройка начального состояния
Режим I/J: в добавок можно расположить интерпретацию в I & J при движении по дуге. Это сделано для совместимости с различными САМ пост-процессорами и для эмуляции других контроллеров станка. В Inc IJ режиме I и J (центральная точка) интерпретируются как относительные к начальной точке дуги центрального формата. Это совместимо с NIST EMC. При режиме Абсолютной IJ, I и J являются координатами центра в текущей координатной системе (т.е. после применения работы, инструмента и отступов G92). Если круг постоянно не может отобразиться или правильно отрезаться, тогда режим IJ не совместим с вашей подпрограммой.
Ошибка в этих настройках это самая частая причина вопросов от пользователей, которые пытаются вырезать окружность.
Строка инициализации: набор правильных G-кодов для задания желаемого начального положения Mach3 при запуске. Они применяются после того как значения введены, так что могут заглушить их. Отмечайте пункты когда возможно для избежания путаницы. Если отмечено Использовать Init на ВСЕХ "Сбросах", то эти коды будут применены каждый раз как Mach3 будет сброшена - например после EStop.
Другие отмечаемые пункты:
Постоянный режим прогона - если отмечено, будет запоминать выбранный вами между запусками Mach3Mill режим прогона.
Постоянные отступы - если отмечено, сохранит рабочие отступы и отступ инструмента в постоянных таблицах которые вы выбрали между запусками Mach3Mill.
Выборочное сохранение отступов - если отмечено, спросит, действительно ли вы хотите сохранить изменения, запрошенные в Постоянных отступах.
Копировать G54 из G59.253 при старте - если отмечено, проведет реинициализацию значений отступа G54 (т.е. рабочего отступа 1) от значений рабочего отступа 253 при запуске Mach3. Отмечайте если хотите установить G54 координатной системой по умолчанию (координатной системой станка) даже если предыдущий пользователь использовал другие значения и сохранил нестандартный набор значений.
Без FRO в Очереди - если отмечено, задержит обход уровня подачи в приложении до тех пор, пока очередь команд, ожидающих выполнения не опустеет. Это иногда необходимо для избежания превышения запрещенных скоростей или ускорений при повышении FRO выше 100%.
Безопасность Начального Положения SW - если отмечено, предотвратит движение оси во время homing если переключатель home уже активен. Это полезно для предотвращения механических повреждений станка, который делит переключатели пределов на обоих концах оси с переключателями home.
Кратчайший путь - если отмечено, заставляет любую роторную ось обращаться с данной позицией как с углом модуля 360 градусов и двигаться по кратчайшему пути к этой позиции.
Отладить этот запуск - если отмечено, дает дополнительные возможности диагностики дизайнеру программы.
Использовать Сторожей - если отмечено, триггеры и EStop в Mach3 похоже функционируют неправильно. Возможно прийдется выключить если у вас случаются неожиданные EStop на медленных компьютерах при операциях, таких как загрузка Мастеров.
Улучшенные Импульсы - если отмечено, обеспечит лучшую точность временных импульсов (и улучшит плавность шаговых двигателей) за счет использования дополнительного процессорного времени. Как правило эту опцию нужно включать.
Запуск Macropump - если отмечено, при запуске будет произведен поиск файла Macropump.m1s в папке макросов для текущего профиля и будет запускать его каждые 200 миллисекунд.
Авто Расширение Экрана - если отмечено, заставит Mach3 увеличивать любой экран и все объекты на нем, если он содержит меньше пикселей чем текущий режим монитора, чтобы убедиться что экран заполняет собой весь монитор.
Заряжать Насос при EStop - если отмечено, использует вывод (или выводы) зарядки насоса даже когда замечен EStop. Это требуется для логики некоторых breakout boards.
Z - 2.5D на выводе #6 - если отмечено, управляет выводом #6 в зависимости от текущей позиции оси Z в координатной системе программы. Если Z > 0.0 то Вывод #6 будет активен. Ось Z должна быть настроена для использования этой возможности, но ее выводы Шаг и Направление могут быть настроены под несуществующую ножку, например Ножка 0, Порт 0.
Shuttle Accel управляет чуствительностью Mach3 к MPG когда он используется для управления выполнением строк G-кода.
Предварительный взгляд определяет число строк G-кода, которое интерпретатор может буферизовать для выполнения. Как правило не требует настройки.
Инкрементация прогона в Циклическом Режиме: кнопка Цикла Шага Прогона загрузит значения из списка в DRO Шага по очереди. Это как правило удобнее чем ввод в DRO шага. Введите специальное значение 999 для переключения в Режим Cont Jog.
Относительное положение переключателей: Эти значения определяют положение станка по координатам в которое перемещаться при калибровке, после задевания переключателя Home (если есть) для каждой оси. Эти значения являются абсолютными положениями в установленных единицах.
5.6.7 Настройка других логических значений
Функции диалога Настройки->Логика (рис 5.22) описаны ниже.
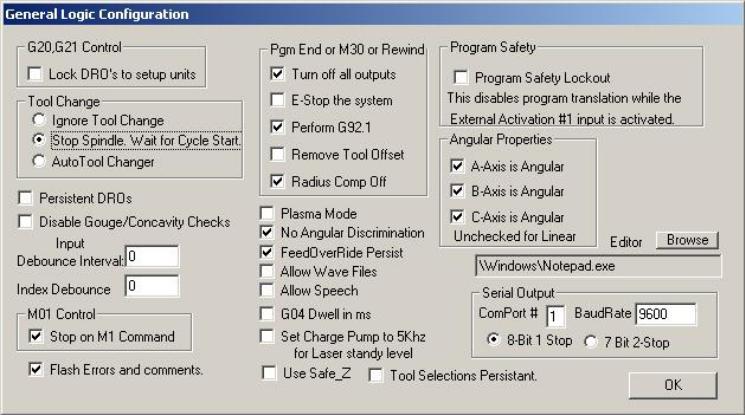
Рисунок 5.22 - Диалог настроек логики
Управление G20/G21: Если Закрыть DRO для установки единиц отмечено, то даже несмотря на то, что G20 и G21 будут интерепертировать слова X, Y и Z альтернативным путем (дюймы или миллиметры) DRO всегда будет отображать значения в Единицах установленных Системой.
Смена Инструмента: запрос смены инструмента М6 может быть проигнорирован или использован для вызова макрома М6. Если отмечена Автоматическая Смена Инструмента то макрос НачалоМ6/ОкончаниеМ6 будет вызван но Начало Цикла не прийдется нажимать ни на одном из этапов.
Угловые свойства: ось определенная как угловая измеряется в градусах (это к тому, что G20/G21 не меняют интерпретацию выражений A, B, C).
Окончание программы или М30 или Обратный ход: определяет действия, предпринимаемые при окончании или обратной перемотке подпрограммы. Отметьте нужные пункты. Предупреждение: перед тем как отмечать отмену отступов и выполнение G92.1 нужно абсолютно точно представлять себе как работают эти функции, иначе может оказаться что текущее положение сильно отличается от того, которое вы ожидали после окончания программы.
Интервал Debounce/Начальный Debounce: Правильно ли число импульсов Mach3 которые переключатель должен стабильно перенести для того чтобы их засчитали. Так для системы работающей на 35,000 Гц, 100 даст 3-х миллисекундный debounce (100/35000=0.0029 сек). Начальный импульс и другие вводы имеют независимые настройки.
Программная Безопасность: когда отмечено, назначает Ввод #1 как сцепление оболочки безопасности.
Редактор: имя исполяемого файла, вызываемого нажатием кнопки редактирования G-кода.
Кнопка Обзор позволяет найти подходящий файл.
Серийный вывод: Определяет номер СОМ порта, используемого как серийный вывод и режим вывода. Этот порт может быть вписан из VB скрипта в макрос и может использоваться для управления специальными возможностями станка.
Другие параметры:
Постоянные DRO - если отмечено, тогда DRO осей при запуске будут принимать те же значения что были при закрытии. Обратите внимание, что физическое положение осей наврядли будет запомнено если станок обесточен, особенно с микрошаговым приводом.
Отключить Gouge/Concavity - если не отмечено, то во время компенсации резака (G41 и G42), Mach3 проверит не слишком ли велик диаметр инструмента для вырезания "внутренних углов" без gouging работы. Отметьте для отключения предупреждения.
Плазменный Режим - если отмечено, оно управляет введением движений на постоянной скорости для того чтобы отвечать требованиям плазменных резаков.
Без Уточнения Угла: Когда не отмечено Mach3 будет расценивать изменения направления, угол которых превышает заданное в Угловой Предел CV DRO значение, как точный останов (даже если задан режим CV) чтобы избежать избыточного округления углов.
Настойчивый Обход Подачи - если отмечено то выбранный обход подачи будет возвращен после окончания работы подпрограммы.
Разрешить Wave файлы - если отмечено, позволяет проигрывать звуковые файлы .WAV в Mach3. Это можно использовать например для сигнализации об ошибках или необходимости обратить внимание на станок.
Разрешить Речь - если отмечено, позволяет Mach3 использовать Microsoft Speech Agent для системных сообщений и текста помощи. Смотри Настройки Речи в Панели Управления Windows для выбора используемого голоса, скорости речи.
G4 параметры сверления в Миллисекундах - если отмечено то команда G4 5000 даст Сверление длительностью в 5 секунд. Если управление не отмечено, то это дает сверление длительностью 1 час 23 минуты 20 секунд!
Установить заряд насоса на 5КГц для уровня лазерной готовности: В этом пункте вывод или выводы зарядки насоса это сигналы 5 КГц (для совместимости с некоторыми лазерами) а не стандартные 12.5Кгц.
Использовать Безопасную Z: Если отмечено то Mach3 определит использование положения Безопасной Z.
Заметка: Если вы используете станок без калибровки в качестве начальной операции, то будет безопаснее оставить этот пункт неотмеченным.
Постоянный Выбор Инструмента - если отмечено, запоминает выбранный инструмент при закрытии Mach3.