

5.6 Другие настройки
5.6.1 Настройка homing и программных ограничителей
5.6.1.1 Соотносящиеся скорости и направление
Диалог Настройка->Home/Softlimits (начальное положение/программные ограничители) позволяет определить реакцию на осуществление операции калибровки (G28.1 или кнопка на экране). Рисунок 5.16 показывает диалог. % Скорости используется для предотвращения врезания в стопы осей на полной скоростипри поиске переключателей калибровки.

Рисунок 5.16 – Homing (калибровка)
Когда вы производите калибровку, Mach3 не знает положение осей. Направление движения зависит от галочки возле Home Neg. Если отмечено, то ось будет двигаться в отрицательном направлении пока не станет активным ввод Home. Если он уже активен, то ось будет двигаться в положительном направлении. Точно так же если галочка не стоит, ось движется в положительном направлении пока ввод не станет активным и в отрицательном если он уже активен.
5.6.1.2 Положение переключателей home
Если возле Авто Ноль стоит галочка, тогда DRO оси примет значение положения Калибровки/Переключателя Home, определенного в столбце Home Off (вместо настоящего Нуля). Это может послужить для уменьшения времени homing на очень больших и медленных осях. Конечно необходимо иметь отдельные переключатели пределов и калибровки, если переключатели калибровки находятся не в конце оси.
5.6.1.3 Настройка программных ограничителей.
Как было сказано выше большинство внедрений переключателей предела включает в себя некоторые компромисы и случайное их задевание потребует вмешательства оператора, и может требовать перезапуска и перекалибровки системы. Программные ограничители могут дать защиту против такого рода случаев.
Программа откажется позволить оси передвинуться за заданный предел программных ограничителей осей X, Y и Z. Они могут принимать значение в радиусе от -99999 до +99999 единиц для каждой оси. Когда движение прогона будет приближаться к ограничителю, скорость движения будет снижаться на время нахождения в Медленной Зоне (Slow Zone), которая определяется на столе.
Если Медленная Зона будет слишком большой, то вы уменьшите эффективное рабочее пространство станка. Если она слишком мала, то вы рискуете задеть аппаратные ограничители. Определенные пределы используются только когда кнопка Программыне Ограничители включена.
Если подпрограмма пытается передвинуться за программные ограничители, то это спровоцирует ошибку.
Значения программных ограничителей также используются для определения режущего пространства если включен показ пути инструмента. Вам это может показаться удобным даже если вы не озабочены настоящими пределами.
5.6.1.4 G28 Начальное положение
Координаты G28 определяют положение в абсолютных координатах, в которое оси передвинутся когда выполнится команда G28. Они определяются в текущих единицах (G20/G21) и не меняются автоматически когда вы меняете единицы.
5.6.2 Настройка Горячих Клавиш
В Mach3 есть набор глобальных горячих клавиш, которые можно использовать для прогона или для ввода значений в строки MDI и т.д. Эти клавиши настраиваются в диалоге Настройка Горячих Клавиш Системы (рис 5.17). Нажмите на кнопку для требуемой функции, потом нажмите клавишу, которую хотите назначить для этого действия. Это значение отобразится в диалоге. Следите чтобы не попадалось клавиш, на которые назначено несколько операций, так как это может создать большую неразбериху.
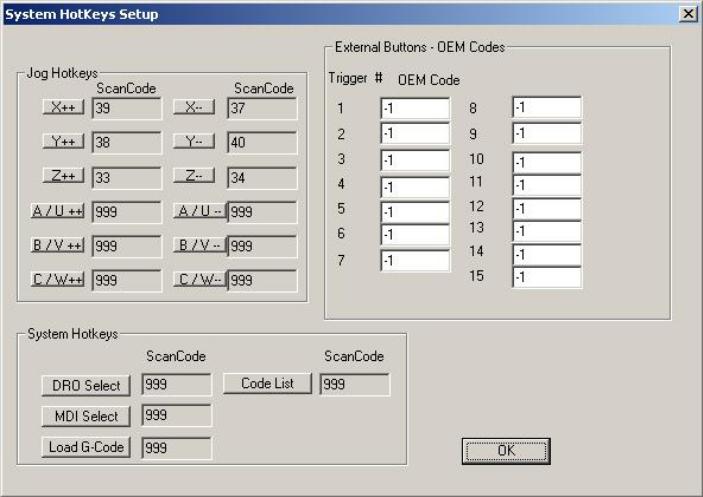
Рисунок 5.17– Горячие Клавиши и настройка триггеров OEM
Этот диалог также включает коды для внешних кнопок, используемых как назначаемые ОЕМ Триггеры.
5.6.3 Настройка обратной реакции (подачи)
Mach3 будет пытаться компенсировать обратную реакцию в механизме привода оси пытаясь приблизиться к каждой требуемой координате с одинакового расстояния. Для таких операций как сверление это полезно, но не может преодолеть проблемы станка при постоянной резке.
Диалог Настройка->Обратная Реакция позволяет указать определенное расстояние, которое ось должна сдать назад для погашения обратной реакции когда наконец начнется движение вперед. Скорость, с которой осуществляется это движение также настраивается. Смотри рисунок 5.18

Рисунок 5.18 - Настройка обратно реакции
Заметка: (а) Эти настройки используются только когда компенсация обратной реакции включена с помощью галочки.
(b) Компенсация обратной реакции это "последнее решение" когда механическая конструкция станка не может быть улучшена! Ее использование в общем отключит возможность "постоянной скорости" на "углах".
(с) Mach3 не может полностью выполнить параметры ускорения оси во время компенсации обратной реакции, так что шаговые системы потребуют перенастройки чтобы избежать риска потери шагов.
5.6.4 Настройка подчинения
Большие станки, такие как gauntry routers или фрезерные часто требуют два привода, по одному на каждую сторону gantry. Если это выходит за пределы шага, то gantry "rack" и ее пересекающиеся оси не будут перпендикулярны длинным осям.
Вы можете использовать Настройка->Подчинение для того чтобы настроить Mach3 таким образом, что один привод (скажем оси Х) это главный привод и может подчинить себе другой (возможно ось С, настроенна как линейная а не как роторная). Смотри рисунок 5.19.
Во время нормального использования одно и то же число шаговых импульсов будет посылаться главной и подчиненной осям со скоростью и ускорением, определяемыми "более медленной" из них.
Когда запрашивается операция калибровки, они будут двигаться вместе, пока не будет зафиксирован переключатель home одной из них. Этот привод отъедет от переключателя как обычно, другая-же ось продолжит движение, пока не достигнет своего переключателя. Таким образом пара осей будет "squared up" (согнана в квадрат) в положение переключателя home, и любое возникшее rack пропадет.
Хотя Mach3 держит главную и подчиненную ось в шаге, DRO подчиненной оси не покажет отступы, примененныев таблице Инструмента, фиксированные отступы и т.д. Их значения таким образом могут вводить оператора в заблуждение. Мы рекомендуем использовать Дизайнер Экрана чтобы убрать DRO осей и сопутствующие элементы управления со всех экранов кроме экрана Диагностики. Сохраните Как новый вид с именем, отличающимся от имени по умолчанию и используйте меню Вид->Загрузить Экран чтобы загрузить его в Mach3.

Рисунок 5.19 - Настройка подчинения
5.6.5 Настройка отображения пути инструмента
Настройка->Путь инструмента позволяет указать, как будет отображаться путь инструмента. Диалог показан на рисунке 5.20.
Origin sphere (Сфера происхождения) - когда включено, показывает точку в определенном месте, изображая X=0 Y=0 Z=0
3D компас - когда включено, показывает стрелочки, обозначая положительное направление координат X, Y и Z
Границы станка - когда включено, показывает коробку, отвечающую программным ограничителям (неважно включены они или нет).
Позиция инструмента - когда включено, отображает на экране текущее положение инструмента.

Рисунок 5.20 Настройка отображения пути
Режим следования в процессе прогона - когда включено, линии представляющие путь инструмента двигаются относительно окна при прогоне. Другими словами положение инструмента фиксируется на экране.
Показывать инструмент над центральной линией в Turn - относится к Mach3Turn (для управления фронтальными и задними toolposts)
Показывать объекты токарного станка - включает 3D рендеринг объектов, которые будут выточены инструментом (только для Mach3Turn)
Цвета для разных отображаемых элементов могут настраиваться. Яркость каждого из трех основных цветов (Красный Зеленый Синий) задаются по шкале от 0 до 1 для каждого типа линий.
Подсказка: Используйте графическую программу, как например Photoshop, чтобы подобрать нужные вам цвета, а потом разделите значения RGB на 255 (тут используются значения от 0 до 255) чтобы получить значения для Mach3.
Значения оси А позволяют определить положение и ориентацию оси А если она настроена как роторная, а ее отображение включается галочкой возле Включить Вращения А (A-Rotations Enabled).
Сбросить плоскости - возвращает отображение к текущей плоскости (двойным щелчком или нажатием на кнопку)
График Границ - отображает границы движения инструмента