

Разработка конструкторско-технологического кода детали, расчет массы детали
Задана деталь с конструкторским кодом: 501253. Данная деталь относится к деталям типа корпус.
Изготавливается из серого чугуна 10 ГОСТ 1412-85, которая имеет следующий химический состав: С=3.5%, Si около 2%,Mn= 1%,S до 0,15,P=0,2. Формируем конструкторско-технологический код детали. По таблицам технологического классификатора [9] конструкторский код дополняется основными признаками и дополнительными параметрами технологической классификации:
Таблица 1.1 – Основные технологические классификации
Размерная характеристика, мм |
Код |
Ширина 120 |
4 |
Длина 200 |
5 |
Высота 120 |
5 |
Группа материала СЧ20 |
31 |
вид исходной заготовки – отливка в песчано-глинистую(земляную) форму |
11 |
квалитет точности размеров наружных поверхностей (наивысший) – 10 |
4 |
квалитет точности размеров внутренних поверхностей (наивысший) – 9 |
3 |
характеристика элементов зубчатого зацепления – без элементов зубчатого зацепления |
0 |
характеристика термической обработки – без термической обработки |
0 |
Для того, чтобы написать полный технологический код детали, необходимо рассчитать ее массу. Для нахождения массы детали воспользуемся программой КОМПАС-3D V11. КОМПАС — система автоматизированного проектирования, разработанная российской компанией «АСКОН» с возможностями оформления конструкторской документации согласно стандартам серии ЕСКД. Благодаря интегрированию со справочником материалов программа позволяет произвести расчет массы спроектированных в среде программы деталей.
Модель и масса нашей детали показана на рисунке 1.1.
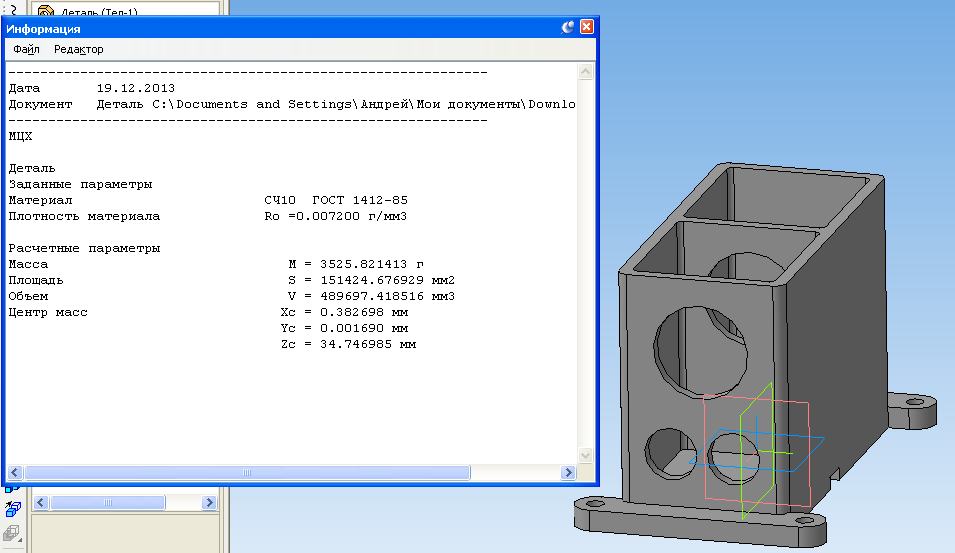
Рисунок 1.1- Трёхмерная модель детали и расчёт массы
Масса детали m=3525.82 г=3,525 кг. Код характеристики массы детали – Б.
Полный технологический код детали: 501253. 45531. 114300Б.
2 Разработка содержания технологической операции
2.1 Выбор метода обработки поверхности
Согласно таблицам экономической точности [6,16] обработка поверхности (паза) по 12 квалитету с шероховатостью 1,6 мкм достигается получистовым фрезерованием.
2.2 Выбор оборудования, режущего и вспомогательного инструмента
Постановкой задачи определено спроектировать одноместное приспособление. Примем предположительно горизонтально-фрезерный станок модели 6Р80Г, в последующем, после расчета режимов резания необходимо сопоставить мощность привода станка с эффективной мощностью резания.
В соответствии с источником [14] для обработки паза в детали выбираем трёхстороннюю дисковую фрезу по ГОСТ 28527-90 D=63 мм, L=14 мм, с не более 0,3 мм, имеющая 16 зубьев.
Горизонтально-фрезерный станок 6Р80Г имеет шпиндель с конусностью 7:24 с конусом 40, для закреплении фрезы на станке используем оправку 6225-0180 ГОСТ 15068-75 с поддерживающей втулкой 6010-0228 ГОСТ 15072-75 и промежуточные кольца 6030-0833 ГОСТ 15071-75.