

018: Свободная ковка
Ковкой называют процесс обработки давлением, при котором металл деформируется многократным и прерывным воздействием универсального инструмента, постепенно приобретая заданную форму и размеры. При ковке металла между плоскими бойками имеет место свободное течение его в стороны, поэтому такая ковка получила название свободной. Свободная ковка экономически выгодна при получении фасонных заготовок стальных деталей с высокими механическими свойствами в условиях индивидуального и мелкосерийного производства. Ковка (свободная) является универсальным процессом кузнечно-штамповочного производства, так как позволяет получать поковки широкого сортамента, массой от нескольких килограммов до 300 тонн и более. Для изготовления крупных поковок (примерно от 2 тонн и выше) ковка – единственно возможный способ. Тяжелые поковки, масса которых измеряется тоннами, изготовляют из слитков. Поковки массой примерно до 1 тонны получают из блюмов. Для мелких поковок в качестве заготовок используют разнообразный сортовой прокат: круглый, квадратный, полосовой и т.д. К преимуществам ковки по сравнению с другими способами обработки металлов, например литьем, резанием, штамповкой, относятся: ее универсальность в отношении веса, формы и размеров партии изготовляемых заготовок; обеспечение высоких механических свойств металла в изделиях; отсутствие затрат на дорогостоящую технологическую оснастку; возможность использования сравнительно маломощных машин–орудий благодаря концентрированному приложению усилий ковки в ограниченном бойками небольшом объеме деформируемого металла. В промышленности свободная ковка применяется для изготовления поковок шестерен, турбинных роторов и дисков, валов, шатунов, колец и других ответственных деталей машин. Свободная ковка является пока незаменимой в производстве крупных деталей, несмотря на ряд присущих ей недостатков. К ним относятся, например, сравнительно низкая производительность труда и небольшая точность ковки, вызывающая необходимость значительных припусков и напусков металла, что приводит к повышению расхода материала и стоимости готовых деталей. 450 мм. На гидравлических ковочных прессах изготовляют поковки массой от 100 кг до 230 т, из стальных слитков массой от 1,2 до 350 т.250 мм и обжатую болванку сечением до 450Свободная ковка разделяется на ручную и машинную. Ручная ковка применяется редко, главным образом в ремонтных мастерских при изготовлении небольших поковок и почти не имеет промышленного применения на заводах. Машинная ковка производится на ковочных молотах и прессах. На молотах изготовляют поковки массой от 0,5 до 100 кг, используя в качестве исходного материала сортовой прокат сечением до 250 ^
1.1.1. Основные операции технологического процесса ковки
Технологический
процесс машинной свободной ковки состоит
из ряда элементарных операций, выполняемых
в определенной последовательности с
целью получения из исходной заготовки
простой формы (слитка, блюма и т.п.)
фасонной поковки требуемых размеров и
формы.
Кроме
чисто кузнечных операций полный
технологический процесс изготовления
поковки, фиксируемый в специальной
технологической карте, включает также
заготовительные операции (резку или
рубку заготовок и их контроль), нагрев
металла под ковку, охлаждение поковок,
контрольные операции по проверке
размеров и механических свойств поковки
(если это требуется техническими
условиями), а также операции первичной
термической обработки поковок (отжиг,
нормализацию), выполняемые обычно в
кузнечном цехе.
Основными
операциями процесса свободной ковки
являются осадка, вытяжка, прошивка,
гибка, рубка. К менее распространенным
кузнечным операциям относятся передача
металла, закручивание и кузнечная
сварка. Кроме перечисленных операций
в процессе изготовления поковок
применяются и их разновидности: высадка
в подкладных кольцах, представляющая
собой частичную осадку заготовки по ее
высоте; обкатка по диаметру (после
осадки), вытяжка и раздача кольцевых
поковок на оправке. В ряде случаев
технологический процесс ковки включает
операции горячей штамповки в подкладных
штампах под молотом.
Наличие
тех или иных кузнечных операций, а также
порядок их чередования определяются
формой изготовляемой поковки. Так,
например, при изготовлении поковок типа
валов применяются главным образом
вытяжка и рубка, а в случае ковки
коленчатых валов вытяжка и передача
металла. При изготовлении кольцевых
поковок применяют осадку, прошивку,
раздачу, а иногда и вытяжку на оправке.
Для ковки фланцевых поковок характерны
высадка, прошивка, обкатка по диаметру.
При
машинной ковке заготовка укладывается
на нижний неподвижный боек молота или
пресса, а затем деформируется или
непосредственно верхним подвижным
бойком или с применением подкладного
инструмента, помещаемого между верхним
бойком и заготовкой.
Таким
образом, технологические процессы ковки
всегда являются сочетанием предварительных,
основных, вспомогательных и отделочных
операций. Главным универсальным
инструментом ковки служат бойки.
К
предварительным операциям относятся
биллетирование и рубка, причем рубка
применяется и как основная
операция.
Биллетирование .1–
операция, предназначенная для превращения
слитка в болванку или заготовку и
состоящая в сбивке ребер (для слитков
некруглого сечения) и устранении
конусности слитка. Биллетирование
осуществляют путем ковки с незначительным
обжатием нагретого слитка. Принято
считать, что биллетирование способствует
устранению дефектов литой структуры и
улучшению пластических свойств
поверхностного слоя (рубашки) слитка.
Однако высокая температура и малые
обжатия в процессе биллетирования
способствуют получению крупнозернистой
структуры, что вынуждает иногда проводить
термическую обработку после биллетирования.
Если при этом обжимаются только ребра
слитка, то у металла между ребрами
сохраняется литая структура. При хорошем
качестве слитков можно отказаться от
биллетирования, что позволяет увеличить
производительность технологического
процесса на 10 – 15%
Схематично
основные операции ковки представлены
на рис.1.
Осадка (рис.
1 а) – это операция, при которой за счет
обжатия по высоте увеличивается площадь
поперечного сечения заготовки,
перпендикулярного деформирующей силе.
Если осаживается по высоте только часть
заготовки, то операция называется высадкой (рис.
1 б). При ковке осадка является основной
операцией для получения формы поковки,
но может применяться так же как
промежуточная операция д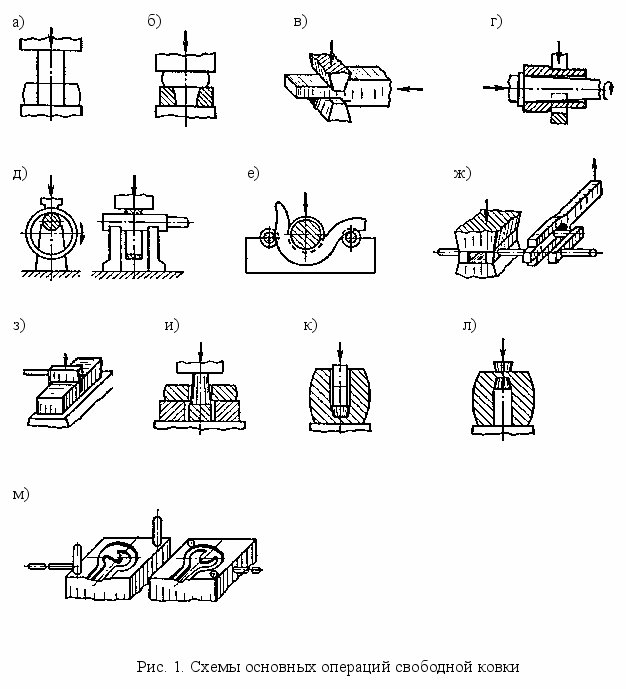 ля
устранения литой структуры или анизотропии
свойств металла.
Протяжка :1
называют переходом. Рационально вести
процесс протяжки с небольшой подачей,
так как с уменьшением подачи в соответствии
с законом наименьшего сопротивления
уменьшается уширение. В этом случае
увеличивается число обжатий, необходимых
для деформации заготовки, следовательно,
снижается производительность процесса.
Практически величину подачи принимают
равной 0,4…0,7 от ширины бойка в зависимости
от размеров заготовки; однако для
увеличения скорости протяжки, особенно
в начале процесса, можно величину подачи
определять как (вытяжка)
– операция, в процессе которой длина
заготовки увеличивается за счет
уменьшения ее поперечных размеров при
последовательных по длине нажатиях
бойками (рис. 1 в). Применяют плоские,
вырезанные и закругленные бойки.
Заготовка обжимается по участкам и
перемещается (подается) в осевом
направлении с поворотами вокруг оси.
Два последовательных обжима с поворотом
(кантовкой) на 90
а=(1,5…1,8)·b0,
г
де а
– величина
подачи;
b0 – исходная
ширина заготовки.
Применяют
несколько видов операции протяжки.
Поковки плоской формы получают
расплющиванием. Расплющивание (уширение,
разгонка) – это увеличение ширины
заготовки за счет обжатия по высоте.
При
ковке котельных барабанов, турбинных
роторов и т.п. применяют протяжку на
оправке (рис. 1 г): длина полой заготовки
увеличивается за счет утонения ее
стенки. Оправка имеет небольшую
конусность, верхний боек плоский, а
нижний боек вырезной. Внутренний диаметр
заготовки изменяется незначительно, а
оправка калибрует внутреннее отверстие.
Во время ковки заготовка с оправкой
периодически поворачивается и подается
под бойки. На оправке производят также
раскатку (рис. 1 д) – операцию, при которой
увеличивается диаметр за счет уменьшения
толщины стенки исходной полой заготовки.
Оправка служит опорой заготовки по ее
внутренней поверхности и установлена
на козлах. Применяют цилиндрическую
оправку и узкий верхний боек, длинная
сторона которого параллельна оси
поковки. После каждого обжатия оправка
или заготовка поворачиваются вокруг
оси, подавая под боек новый участок
заготовки. Периодически поковку снимают
с оправки и подвергают правке. Раскатка
на оправке используется при ковке колец,
обечаек, барабанов и т.п. и часто сочетается
с протяжкой.
Гибка (рис.
1 е) – кузнечная операция, с помощью
которой заготовке придают изогнутую
форму по заданному контуру. Гибка
используется при изготовлении угольников,
скобок, крюков, кронштейнов, лап, кулис
и т.п. В результате гибки первоначальная
форма поперечного сечения заготовки
искажается с уменьшением площади в зоне
изгиба.
Закручивание (рис.
1 ж) – кузнечная операция, посредством
которой одну часть заготовки поворачивают
по отношению к другой под определенным
углом вокруг общей продольной оси.
Закручивание применяется при изготовлении
коленчатых валов с коленами, расположенных
в различных плоскостях, стенных болтов,
стоек для изгородей, спиральных сверл
и т.п.
Рубка (рис.
1 з) применяется для разделения заготовки
на части, отделения части металла по
наружному (обрубка) и внутреннему
(вырубка) контурам, частичного разделения
заготовки (разрубка). Отход металла при
рубке называют обсечкой.
Прошивка –
эта операция связана с образованием
полости в заготовке за счет вытеснения
металла. Сквозную прошивку (пробивку)
относительно тонких поковок ведут на
подкладном кольце (рис. 1 и). Высокие
массивные поковки прошивают в два
перехода, образовав сперва глухую
полость (рис. 1 к), и, перевернув поковку,
прошивают дно (рис. 1 л). Прошивающим
инструментом является сплошной или
пустотелый прошивень круглого или
фасонного поперечного сечения. В
результате прошивки форма заготовки
искажается и образуется отход –
выдра.
^ Кузнечную
сварку в
последнее время используют в основном
при ковке мелких поковок в целях ремонта
(для соединения деталей или их частей).
В настоящее время применяют в основном
автогенную сварку и электросварку.
Наряду
с уже рассмотренными при свободной
ковке употребляют еще многие виды
специализированного инструмента. Иногда
для производства поковок сложной формы
больших партий: крупных гаечных ключей,
фланцев, гаек, крюков и т.п. целесообразно
оформлять часть поковки или даже всю
поковку в специальном инструменте –
штампе, полость которого представляет
собой объемное зеркальное отражение
формы поковки. Как правило, эти штампы
не закрепляют на оборудовании и при
выполнении соответствующего перехода
устанавливают непосредственно на
гладкий боек. Их называют подкладными
штампами. Один из таких штампов для
формообразования головки гаечного
ключа показан на рис. 1 м. Штамп состоит
из двух половин – нижней и верхней
(перевернута справа). Для совпадения
половин штампа в нем предусмотрены
центрирующие угловые шпильки. Используется
штамп в конце ковки после предварительного
«фасонирования» заготовки. Применение
простейших подкладных штампов в виде
колец позволяет резко упростить
технологию ковки и повысить точность
поковок.
Свободная
ковка – трудоемкий и малопроизводительный
процесс, требующий сложных и быстрых
манипуляций с горячим металлом и тяжелым
инструментом. Облегчение ручного труда,
повышение производительности труда и
качества поковок достигается механизацией
и автоматизацией. Основным средством
механизации в кузнечных цехах служат
грузоподъемные краны: мостовые,
поворотные, консольные и т.п.
Для
загрузки и выгрузки печей применяют
механические, пневматические и
гидравлические толкатели, специальные
клещи и другие механизмы. Передача
заготовок от оборудования к оборудованию
осуществляется с помощью монорельсовых
тележек и качающихся транспортеров.
Для сложных манипуляций с поковкой в
процессе ковки в современных цехах
устанавливают напольные рельсовые и
безрельсовые манипуляторы, представляющие
собой тележку, снабженную клещами,
которые могут подниматься и опускаться,
поворачиваться и вращаться вокруг
продольной оси.
Смена
бойков крупных прессов – длительная и
трудоемкая операция. Поэтому прессы
оборудованы подвижными столами,
выкатывающими бойки из-под пресса под
мостовой кран. Применяют автоматизацию
работы ковочных прессов. В ряде производств
прессы и молоты переводят на программируемую
работу по режимам ходов и обжатий.
1Применение
радиоактивных изотопов позволяет
довести точность размеров крупных
поковок на прессах до мм по
высоте и тем самым повысить ее в несколько
раз.
^
ля
устранения литой структуры или анизотропии
свойств металла.
Протяжка :1
называют переходом. Рационально вести
процесс протяжки с небольшой подачей,
так как с уменьшением подачи в соответствии
с законом наименьшего сопротивления
уменьшается уширение. В этом случае
увеличивается число обжатий, необходимых
для деформации заготовки, следовательно,
снижается производительность процесса.
Практически величину подачи принимают
равной 0,4…0,7 от ширины бойка в зависимости
от размеров заготовки; однако для
увеличения скорости протяжки, особенно
в начале процесса, можно величину подачи
определять как (вытяжка)
– операция, в процессе которой длина
заготовки увеличивается за счет
уменьшения ее поперечных размеров при
последовательных по длине нажатиях
бойками (рис. 1 в). Применяют плоские,
вырезанные и закругленные бойки.
Заготовка обжимается по участкам и
перемещается (подается) в осевом
направлении с поворотами вокруг оси.
Два последовательных обжима с поворотом
(кантовкой) на 90
а=(1,5…1,8)·b0,
г
де а
– величина
подачи;
b0 – исходная
ширина заготовки.
Применяют
несколько видов операции протяжки.
Поковки плоской формы получают
расплющиванием. Расплющивание (уширение,
разгонка) – это увеличение ширины
заготовки за счет обжатия по высоте.
При
ковке котельных барабанов, турбинных
роторов и т.п. применяют протяжку на
оправке (рис. 1 г): длина полой заготовки
увеличивается за счет утонения ее
стенки. Оправка имеет небольшую
конусность, верхний боек плоский, а
нижний боек вырезной. Внутренний диаметр
заготовки изменяется незначительно, а
оправка калибрует внутреннее отверстие.
Во время ковки заготовка с оправкой
периодически поворачивается и подается
под бойки. На оправке производят также
раскатку (рис. 1 д) – операцию, при которой
увеличивается диаметр за счет уменьшения
толщины стенки исходной полой заготовки.
Оправка служит опорой заготовки по ее
внутренней поверхности и установлена
на козлах. Применяют цилиндрическую
оправку и узкий верхний боек, длинная
сторона которого параллельна оси
поковки. После каждого обжатия оправка
или заготовка поворачиваются вокруг
оси, подавая под боек новый участок
заготовки. Периодически поковку снимают
с оправки и подвергают правке. Раскатка
на оправке используется при ковке колец,
обечаек, барабанов и т.п. и часто сочетается
с протяжкой.
Гибка (рис.
1 е) – кузнечная операция, с помощью
которой заготовке придают изогнутую
форму по заданному контуру. Гибка
используется при изготовлении угольников,
скобок, крюков, кронштейнов, лап, кулис
и т.п. В результате гибки первоначальная
форма поперечного сечения заготовки
искажается с уменьшением площади в зоне
изгиба.
Закручивание (рис.
1 ж) – кузнечная операция, посредством
которой одну часть заготовки поворачивают
по отношению к другой под определенным
углом вокруг общей продольной оси.
Закручивание применяется при изготовлении
коленчатых валов с коленами, расположенных
в различных плоскостях, стенных болтов,
стоек для изгородей, спиральных сверл
и т.п.
Рубка (рис.
1 з) применяется для разделения заготовки
на части, отделения части металла по
наружному (обрубка) и внутреннему
(вырубка) контурам, частичного разделения
заготовки (разрубка). Отход металла при
рубке называют обсечкой.
Прошивка –
эта операция связана с образованием
полости в заготовке за счет вытеснения
металла. Сквозную прошивку (пробивку)
относительно тонких поковок ведут на
подкладном кольце (рис. 1 и). Высокие
массивные поковки прошивают в два
перехода, образовав сперва глухую
полость (рис. 1 к), и, перевернув поковку,
прошивают дно (рис. 1 л). Прошивающим
инструментом является сплошной или
пустотелый прошивень круглого или
фасонного поперечного сечения. В
результате прошивки форма заготовки
искажается и образуется отход –
выдра.
^ Кузнечную
сварку в
последнее время используют в основном
при ковке мелких поковок в целях ремонта
(для соединения деталей или их частей).
В настоящее время применяют в основном
автогенную сварку и электросварку.
Наряду
с уже рассмотренными при свободной
ковке употребляют еще многие виды
специализированного инструмента. Иногда
для производства поковок сложной формы
больших партий: крупных гаечных ключей,
фланцев, гаек, крюков и т.п. целесообразно
оформлять часть поковки или даже всю
поковку в специальном инструменте –
штампе, полость которого представляет
собой объемное зеркальное отражение
формы поковки. Как правило, эти штампы
не закрепляют на оборудовании и при
выполнении соответствующего перехода
устанавливают непосредственно на
гладкий боек. Их называют подкладными
штампами. Один из таких штампов для
формообразования головки гаечного
ключа показан на рис. 1 м. Штамп состоит
из двух половин – нижней и верхней
(перевернута справа). Для совпадения
половин штампа в нем предусмотрены
центрирующие угловые шпильки. Используется
штамп в конце ковки после предварительного
«фасонирования» заготовки. Применение
простейших подкладных штампов в виде
колец позволяет резко упростить
технологию ковки и повысить точность
поковок.
Свободная
ковка – трудоемкий и малопроизводительный
процесс, требующий сложных и быстрых
манипуляций с горячим металлом и тяжелым
инструментом. Облегчение ручного труда,
повышение производительности труда и
качества поковок достигается механизацией
и автоматизацией. Основным средством
механизации в кузнечных цехах служат
грузоподъемные краны: мостовые,
поворотные, консольные и т.п.
Для
загрузки и выгрузки печей применяют
механические, пневматические и
гидравлические толкатели, специальные
клещи и другие механизмы. Передача
заготовок от оборудования к оборудованию
осуществляется с помощью монорельсовых
тележек и качающихся транспортеров.
Для сложных манипуляций с поковкой в
процессе ковки в современных цехах
устанавливают напольные рельсовые и
безрельсовые манипуляторы, представляющие
собой тележку, снабженную клещами,
которые могут подниматься и опускаться,
поворачиваться и вращаться вокруг
продольной оси.
Смена
бойков крупных прессов – длительная и
трудоемкая операция. Поэтому прессы
оборудованы подвижными столами,
выкатывающими бойки из-под пресса под
мостовой кран. Применяют автоматизацию
работы ковочных прессов. В ряде производств
прессы и молоты переводят на программируемую
работу по режимам ходов и обжатий.
1Применение
радиоактивных изотопов позволяет
довести точность размеров крупных
поковок на прессах до мм по
высоте и тем самым повысить ее в несколько
раз.
^