

Центрирование оптических деталей и узлов
Децентрировкой линзы принято называть несовмещенность ее геометрической и оптической осей.
Геометрической осью является ось базовых поверхностей, либо ось вращения поворотного устройства, используемого при контроле децентрировки линзы, а также в процессе ее центрировки. Центрировка объективов и других узлов оптической системы оптико-электронного устройства является одним из решающих факторов получения требуемой разрешающей способности.
Основной базой при центрировании оптических систем является оптическая ось. Оптические системы с прямолинейной осью, собираемые в трубах, с достаточной точностью центрируются за счет обеспечения технологических допусков на расточку посадочных мест под круглую оптику и допусков на центрировку и склейку самих узлов круглой оптики.
По конструкции различают три основных вида объективов:
1) насыпной конструкции без промежуточных оправ;
2) насыпной конструкции с промежуточными оправами;
3) со свинчивающимися оправами.
Способ контроля центрированности оптических систем с вращением их на оси является основным и наиболее распространенным в производстве. При этом контролируют либо смещение фокуса с геометрической оси системы, либо смещение центров кривизны (а также автоколлимационных точек собираемого объектива) с геометрической оси (оси шпинделя поворотного устройства).
При контроле центрировки за базу принимают одну из сферических поверхностей и цилиндрическую краевую поверхность (их ось носит название «ось базовых поверхностей»). Реже применяют способы контроля центрирования без вращения системы. Для этого требуется либо визирная труба с глубокой перефокусировкой (ППС-11 ЛОМО) и со строго прямолинейной визирной осью, либо эталонная центрированная система, дающая изображение всех контролируемых автоколлимационных точек испытуемой системы в общей плоскости изображения.
Рассмотрим центрировку объектива насыпной конструкции с промежуточными оправами. Центрировку таких объективов выполняют в два этапа:
I — центрировка линз в оправах;
II — центрировка собранного объектива.
I этап. Центрировку линз в оправах осуществляют перед завальцовкой на завальцовочном станке-полуавтомате с контролем центрировки с помощью автоколлимационной трубки станка (рис. 1). Два изображения светящейся точки, отраженные от поверхностей центрируемой линзы, наблюдаются в поле зрения микроскопа. Если линза не центрирована, то наблюдается биение одного изображения относительно другого при вращении шпинделя с линзой. Разворотом вокруг оптической оси линзы в оправе сводят это биение к минимуму. Линзу завальцовывают. Этот метод завальцовки наиболее производителей, экономичен и с успехом применяется в поточном производстве. Точность центрирования не превышает 0,02 мм. Для повышения точности центрирования на оправе (с предварительно завальцованной в нее линзой) выполняют сборочные базы — обрабатывают наружный диаметр и подрезают торец. Предварительно оптическую ось совмещают с осью вращения шпинделя станка.
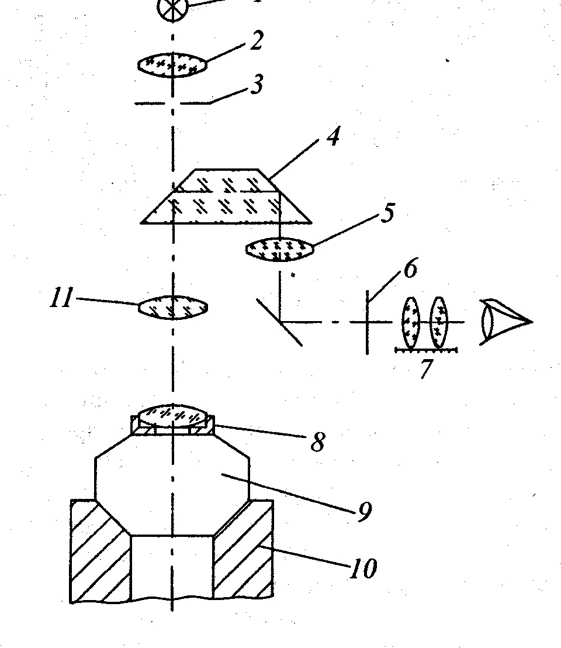
Рис. 1. Схема центрировки:
1 — лампа; 2 — конденсор; 3 — точечная диафрагма;
4-призма с полупрозрачной гранью; 5 — объектив микроскопа; б — сетка; 7 — окуляр; 8 — центрируемая линза в оправе;
9 — цанга; 10 — патрон; 11 — объектив коллиматора
Оправу с завальцованной линзой закрепляют посредством технологической резьбы на специальном приспособлении центрировочном патроне, который крепится на шпинделе токарно-арматурного станка. В задней бабке станка крепится автоколлимационная трубка А.А. Забелина (ЮС-13M).
Фокусируя объектив коллиматора (ЮС-13М) поочередно в плоскости, проходящие через автоколлимационные точки поверхностей центрируемой линзы, в поле зрения прибора получают автоколлимационные изображения перекрестий. Последние при плохой центрировке смещены относительно перекрестия микроскопа ЮС-13М и описывают окружности при вращении центрируемой линзы на шпинделе станка.
Для совмещения автоколлимационных точек линзы с осью вращения шпинделя в центрировочном патроне предусмотрено устройство перемещения линзы с ее оправой поперек оси шпинделя и поворота ее относительно центра сферической чашки патрона. При фокусировке в плоскость первой автоколлимационной точки последнюю совмещают с осью вращения шпинделя поперечным перемещением линзы (контроль осуществляют по отсутствию биения автоколлимационного изображения относительно сетки микроскопа при вращении шпинделя станка).
При последующей фокусировке в плоскость второй автоколлимационной точки ее совмещают с осью вращения шпинделя поворотами оправы с линзой. Для обеспечения независимой юстировки линзы на шпинделе станка центр сферы шайбы патрона совмещен с первой автоколлимационной точкой. В этом случае при повороте линзы относительно автоколлимационной точки она не смещается с оси шпинделя. Для большей производительности совмещения оптической оси линзы с осью шпинделя станка объектив коллиматора выполняют сложным, одновременно проецирующим светящуюся точку (перекрестие) в две автоколлимационные точки линзы. Точность центрирования указанным методом 0,01 мм.
II этап. Завальцованные в оправе линзы собирают в корпусе объектива с соблюдением промежутков, рассчитанных из условия минимальных аберраций системы.
Контролируют центрировку по дифракционному изображению точки либо сравнением с эталонным (образцовым) объективом. Исправляют погрешность разворотом вокруг оси передней линзы объектива вместе с оправой, а в микрообъективе — поперечным смешением менисковой линзы (для чего предусматривается конструктивный зазор по диаметрам оправ около 0,5 мм).
Таким образом, оптические системы с прямолинейной осью, собираемые в трубах (оправах), с достаточной точностью центрируются за счет выдерживания технологических допусков на расточку посадочных мест под круглую оптику и допусков на центрировку и склейку самих узлов круглой оптики.
При центрировке оптических систем с изломанной осью используют три действенные подвижки зеркала (призмы): два поворота вокруг осей в плоскостях отражения и сдвиг вдоль нормали этой плоскости. Контроль центрировки выполняют с помощью:
а) диоптровых центрировочных трубок с концентрическими марками (для призменных и зеркальных систем без линз);
б) автоколлимационных трубок (простых и с глубокой перефокусировкой).
Перечисленные методы центрирования деталей и узлов составляют небольшую часть многочисленных способов центрирования, применяющихся в зависимости от требований к разрешающей способности объектива, экономической целесообразности и серийности производства.