

4.2. Подразделенные и транспонированные обмоточные провода
Эти провода служат для снижения потерь в трансформаторах.
Подразделенные провода состоят из двух или трех прямоугольных проводов, изолированных бумажными лентами. Располагаются эти провода параллельно друг другу в осевом направлении и скрепляются общей бумажной изоляцией.
Машина для изготовления подразделенного провода состоит из следующих узлов: двух или трех отдатчиков, приспособления для сборки отдельных проводов, лентообмотчиков, тягового устройства и приемника. Приспособление для сборки отдельных проводов должно обеспечить их укладку друг на друга по большей стороне сечения без поперечного смещения.
Изоляция отдельных проводов состоит из трех лент кабельной бумаги толщиной 0,08 мм. Для общей изоляции провода используется кабельная бумага толщиной 0,08 мм и 0,12 мм. Наряду с раздельной технологией изготовления проводов применяются поточные линии. Поточная линия для изготовления подразделенных проводов состоит из двух или трех изолировочных узлов, размещенных один над другим, последовательных головок для сборки отдельных проводов в подразделенный провод и изолировочного узла для наложения общей изоляции. Поточная линия объединяет два технологических процесса: наложение изоляции на отдельные проводники и сборку отдельных проводов в подразделенный провод с наложением общей изоляции.
Подразделенные обмоточные провода выпускаются марок ПБП и ПБПУ. Изоляция проводов ПБП выполняется из кабельной бумаги толщиной не более 0,12 мм. Для проводов марки ПБПУ применяется обычная многослойная и многослойная уплотненная кабельная бумага. Направление обмотки бумажных лент должно изменяться не менее чем через 4 ленты.
Еще большее снижение потерь в обмотках трансформаторов обеспечивают прямоугольные транспонированные провода.
П
Рис. 4.5. Прямоугольный
транспони-рованный провод: 1 –
элементарные эма-лированные прямоугольные
провод-ники; 2 – изоляционная
прокладка; 3 –
общая бумажная
изоляция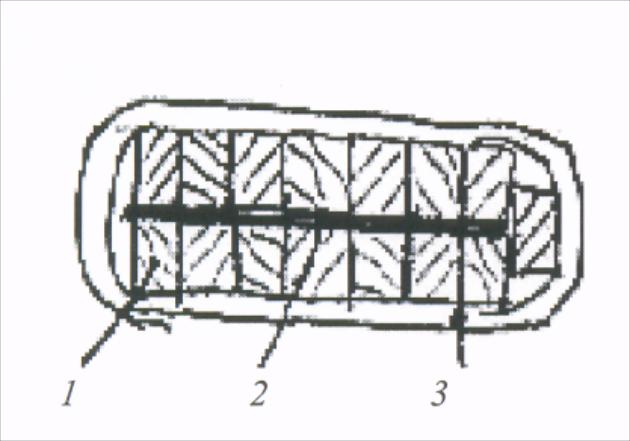
В результате одинакового сцепления отдельных проводников с магнитным потоком рассеяния трансформатора уравнительные токи в проводе теоретически равны нулю, а добавочные потери в обмотке не возникают.
Основными узлами машины, изготовляющей такие провода, являются клеть, скручивающий механизм, транспонирующее устройство, бумагообмотчики, гусеничное тяговое устройство и приемное устройство.
Эмальпровода с катушек, установленных в клети, поступают в распределительный механизм клети, обеспечивающий горизонтальное и параллельное расположение проводов в прямоугольных отверстиях розетки перед входом в транспонирующую головку. Формирующие элементы головки поджимают проволоку в определенном направлении и обеспечивают транспозицию элементарных проводников в рамках прямоугольного контура. За полный шаг транспонирования принимается расстояние, на протяжении которого каждая из отдельных проволок, перемещается по всему периметру провода и возвращается в свое первоначальное положение, поочередно занимая одну и ту же позицию в проводе. После транспонирующей головки провод проходит через бумагообмотчики и гусеничную тягу на приемный барабан. На приемном устройстве устанавливается контрольный прибор, проверяющий наличие изоляции между отдельными эмальпроводами. Крутильная клеть рассчитана на 36 катушек с диаметром щеки 500 мм. Линейная скорость движения провода до 2,4 м/мин. Клеть снабжена механизмом для открутки скручиваемых проводов. Машина имеет тангенциальный обмотчик из восьми роликов бумажной ленты. Диаметр щеки приемного барабана 1700–2450 мм.
За рубежом машины подобного типа производит английская фирма «Carter» и французская фирма «Alstom».
Транспонированные провода выпускаются марок ПТБ и ПТБУ. Для общей изоляции провода марки ПТБУ используется высоковольтная кабельная уплотненная бумага, а провода марки ПТБ – обычная кабельная. Число элементарных проводников в проводе 7–35. Максимальный размер элементарного проводника по большей стороне – 8,60 мм, по меньшей – 3,53 мм. Длина шага транспозиции находится в пределах 1300–2100 мм.