

14.Горячее газостатическое прессование. Принципиальная схема газостата. Технологическая схема гип. Технологические параметры.
Это прессование совмещающее спекание и формование порошка, осуществляется в средах высокого давления (газ, жидкое стекло) при высоких температурах до 20000С и давлении до 2000 атмосфер. Преимущества: возможность получения безпористого материала с равномерными свойствами по объему изделия; возможность получения изделия сложной формы; возможность получения длинномерных тонкостенных изделий.
Принципиальная схема ГИП
1 - рабочий контейнер (водоохлаждаемый);
2 - капсула с порошком; 3 - нагреватель; 4
- рабочая среда (газ).
- рабочий контейнер (водоохлаждаемый);
2 - капсула с порошком; 3 - нагреватель; 4
- рабочая среда (газ).
Технологическая схема
ХИП→Капсулирование, Изготовление капсул → Дегазация→ Герметизация→ ГИП→Расчехловка
В качестве исходных заготовок перед ГИП служат ХИП-заготовка, а если непосредственно порошки, то в этом случае насыпная плотность порошка должна быть достаточной, чтобы исключить образование складок на капсуле при формовании. Этим требованиям как правило отвечают сферические порошки.
Капсулирование
Изготовление капсул - одна из важнейших операций в технологии ГИП. Качество капсул в значительной степени определяет качество изделий.
Требования к капсулам:
Форма капсулы должна соответсвавать форме готового изделия с учетом усадки
материал капсулы должен быть вакуумным плотным (не пропускать газ и жидкость)
Прочность и пластичность материала при t прессования должны обеспечивать деформацию капсулы без разрушения
Материал капсулы не должен вступать в химическое взаимодействие с материалом порошка.
Материал капсулы должен легко удаляться с отпрессованного изделия.
Разновидности капсул
Стальные штампо-сварные
1 - стальная обичайка; 2 - крышки, полученные листовой штамповкой; 3 - сварные швы; 4 - стальная трубка для дегазации порошка.
Капсула по схеме (а) не является оптимальной, так как при всестороннем сжатии из-за жесткости углов происходит разрушение сварных швов. Капсула по схеме (б) не имеет жестких углов поэтому формование не сопровождается разгерметизацией. Объем капсулы определяется формулой:
Vk=m/ρ, где m - масса готового изделия, ρ - плотность утряски (после виброуплотнения.
Стальные капсулы с регулируемой жесткостью
Рисунок - Угол капсулы до формования (а) и после формования (б).
h*n=ΔH=έл*H, где Н - высота внутренней полости капсулы, h - количество выточек, ΔH - величина усадки порошка по высоте, έл - линейная усадка по высоте (эксперементально).
b*n'=ΔD= έл*D
Стекло-металло-керамические капсулы. При прессовании изделий сложной фориы изготовление стальных капсул становиться экономически нецелесообразным. В этом случае используется технология «корковых» форм, которая включает:
Получение выплавляемых форм(1)→Обсыпка порошковым материало(2)→Сушка(3)→Выплавление моделей(4)→Обжиг(5)
1 - Заключается в изготовлении металлической формы с заданным сложным профилем и заливке легкоплавким материалом (на основе парафина)
2 - Заключается в том, что на парафиновую модель наносится послойно связующее (этилсиликат) и порошки различной природы (керамические, стеклянные, металлические). Варьируя количеством и дисперсностью порошков можно управлять физико-механическими свойствами получаемых капсул
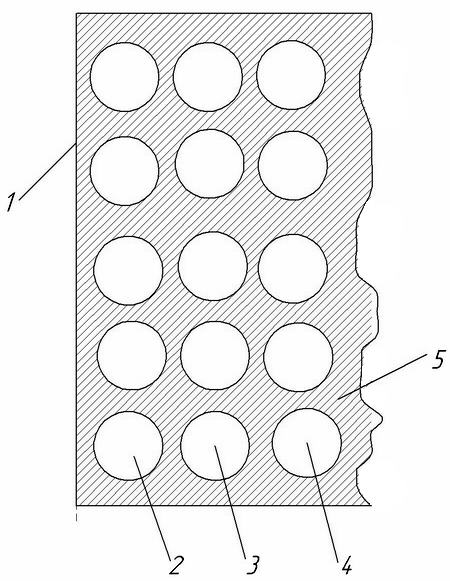
1 - поверхность; 2 - первый слой порошка (например, керамического); 3 - второй слой порошка (например, стекло); 4 - третий слой порошка (например, металлического); 5 - связка.
Металлический порошок придает капсуле пластичность и облегчает снятие капсулы после прессования травлением или механическим разрыхлением в электромагнитном поле. Порошок стекла обеспечивает герметичность капсулы при t прессования, а также облегчает удаление капсулы после прессования в результате растрескивания формы после охлаждения из-за разницы ТКРЛ составляющих материал.
3 - Проводится при t 30-50 0С с целью удаления летучего связующего и придания оболочке первоначальной прочности
4 - Производится при t плавления парафина ( ≈100 0С)
5 - Производится при t 900-1000 0С для приданию материалу капсулы требуемых физико-механических свойств
Стальные капсулы изготавливаются из малоуглеродистой стали (содержание С менее 0,2 %, Ст20,10,08).
Дегазация
Перед ГИП необходимо провести операцию дегазация порошка, которая включает: удаление воздуха из капсулы; сорбированных на поверхности частиц газов; а также газообразных продуктов реакции влаги с примесями или материалом порошка при нагреве
M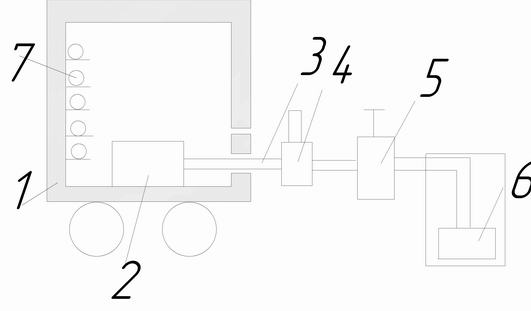 enC+H2O→MenO+CmHk(=mC+k/2H2)
enC+H2O→MenO+CmHk(=mC+k/2H2)
1 – печь
2 – капсула с порошком
3 – вакуум провод
4 – датчик давления
5 – вакуумный вентиль
6 – вакуумный насос
Для эффективного удаления газов производится нагрев и создание разряжения. t дегазации определяется по анализу пробы порошка на газосодержание.
Т2 - t дегазации
t завершения процесса дегазации называется t дегазации, а время дегазации натурных капсул с порошком определяется экспериментально. С этой целью в процессе нагрева и вакуумирования периодически перекрывается вентиль 5, отсоединяющий капсулу с порошком от вакуум-насоса. Если показания вакуумметра после отключения не изменяются дегазация считается законченной, остаточное давление перед ГИП должно составлять величину 1*10-2 мм рт.ст.
Герметизация
После завершения дегазации закрывают вакуумный вентиль и отсоединяют капсулу с порошком от вакуумного насоса и передают на установку герметизации.
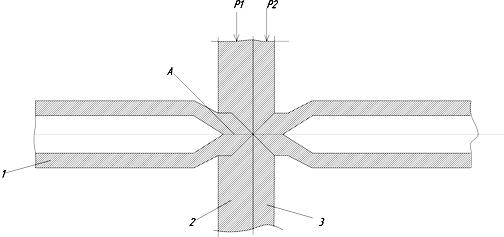
1 - вакуум-провод; 2 - электроды аппарата контактной сварки; 3 - ножи.
На установке герметизации производится пережатие трубки 1 электродами 2 усилием Р1 до полного смыкания внутренних поверхностей трубки. Возникающий электрический ток, проходящий через участок А производит локальный разогрев участка А, где происходит диффузионная сварка и герметизация вакуум-провода. Опускающиеся ножи 3 производят отрезку вакуум-провода с датчиком давления и вентилем.
Горячее изостатическое прессование
Капсулу после герметизации устанавливают в контейнер газостата. Газостат герметично закрывают. Далее включается вакуумная система и из контейнера удалятся воздух. После этого в контейнер закачивается Ar (Не) и с помощью насосов высокого давления и газовой станции создается заданное давление прессования. Одновременно производится нагрев капсулы с порошком.
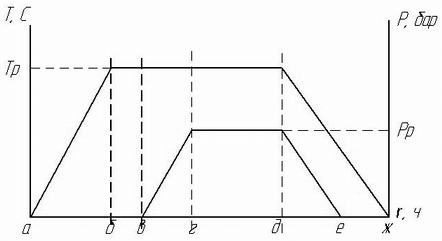
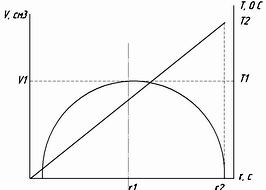
Участок а-б - вывод газостата на t прессования (рабочую t); б-в - время прогрева порошка по объему; в-г - время вывода газостата на давление прессования (рабочее Р); г-д - время прессования на рабочем режиме; д-е - сброс давления; д-ж - время охлаждения.
Рабочие t и Р определяются экспериментально для получения заданной структуры и физико-механических свойств. Как правило t-й диапазон ГИП составляет от 700 до 1200 0С, а диапазон давлений - от 500 до 1500 атм (бар)
Жесткий режим
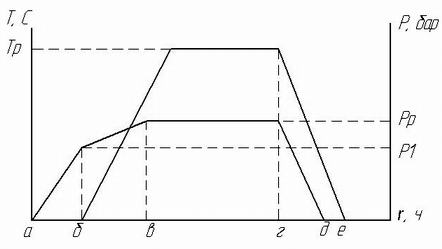
а-б - закачка газ и подъем Р до расчетного значения Р1; б-в - нагрев газостата до tр и подъем давления до значения Рр за счет теплового расширения в соответствии с зависимостью: Р1=Т1*Рр/Тр; в-г - прессование на рабочих режимах; г-д - сброс давления; г-е - охлаждение газостата.
Расчехловка
Отпрессованная на газостате заготовка извлекается из газостата и передается на расчехловку, которая проводится различными методами:
Снятие капсулы травлением в кислоте (применяется в случае различия химических свойств основного материала и материала капсулы)
Снятие механической обработкой.
Пескоструйная обработка (для керамических капсул).
Электромагнитная обработка (применяется для снятия метало-керамических капсул, в состав которых входят магнитные частицы, которые будучи помещенные в магнитное поле поварачиваются разрушая капсулу.
Газостаты
Это специализированное оборудование для проведения ГИП. Выпускаются по контрактам на давление до 2000 атм, температура - до 2000 0С. Максимальный диаметр существующих газостатов 1100 мм.
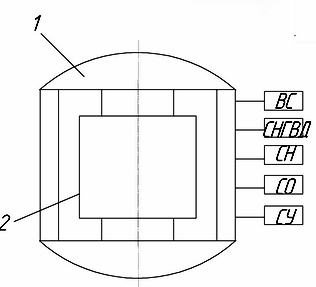
1 - силовая рама; 2 - рабочий контейнер; ВС - вакуумная система, предназначенная для удаления воздуха из рабочего контейнера после загрузки капсулы с порошком; СНГВД - система нагнетания газа высокого давления, состоит из компрессоров высокого давления, баллонов газового аккумулятора, газового холодильника, предназначенного для охлаждения выпускаемого из контейнера горячего газ; СН - система нагрева, включает нагреватели внутри контейнера (из Мо или W), токоподводы и источник питания; СО - система охлаждения, предназначена для водяного охлаждения контейнера в процессе прессования; СУ - система управления, предназначена для осуществления загрузочно-разгрузочных операций, работы всех выше перечисленных систем и контроля параметров процесса.