

Индуктивные датчики
На печи применяются несколько видов датчиков: датчики давления, газа, расхода, индуктивные и оптические. Я подробнее расскажу об индуктивных датчиках, так как остальные датчики обслуживает другая служба (Газ-инжиниринг).
Индуктивный датчик — бесконтактный датчик, предназначенный для контроля положения объектов из металла (к другим материалам не чувствителен).
Индуктивные датчики широко используются для решения задач АСУ ТП. Выполняются с нормально разомкнутым или нормально замкнутым контактом.
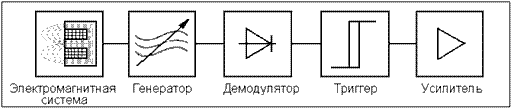
Принцип действия основан на изменении параметров магнитного поля, создаваемого катушкой индуктивности внутри датчика, а именно на изменении амплитуды колебаний генератора при внесении в активную зону датчика металлического, магнитного, ферро-магнитного или аморфного материала определенных размеров. При подаче питания на конечный выключатель в области его чувствительной поверхности образуется изменяющееся магнитное поле, наводящее во внесенном в зону материале вихревые токи, которые приводят к изменению амплитуды колебаний генератора. В результате вырабатывается аналоговый выходной сигнал, величина которого зависит от расстояния между датчиком и контролируемым предметом. Триггер преобразует аналоговый сигнал в логический, устанавливая уровень переключения и величину гистерезиса.
Индуктивные бесконтактные выключатели в общем случае состоят из следующих узлов.
Основные определения
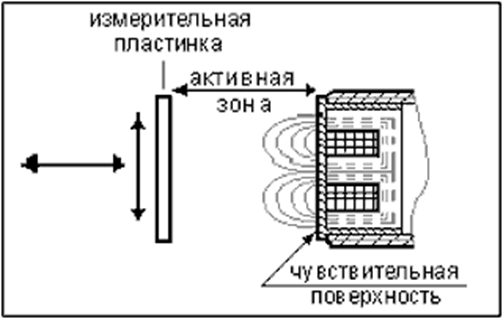
Активная зона
Активная зона бесконтактного индуктивного выключателя — та область перед его чувствительной поверхностью, где более всего сконцентрировано магнитное поле чувствительного элемента датчика. Диаметр этой поверхности приблизительно равен диаметру датчика.
Номинальное расстояние переключения.

Номинальное расстояние переключения — теоретическая величина расстояния, не учитывающая разброс производственных параметров датчика, изменения температуры и напряжения питания на котором происходит устойчивое срабатывание датчика.
Рабочий зазор
Рабочий зазор — это любое расстояние, обеспечивающее надежную работу бесконтактного выключателя в допустимых пределах температуры и напряжения.
0 ≤ Sраб ≥ 0,8∙Sном
Поправочный коэффициент рабочего зазора
Поправочный коэффициент дает возможность определить рабочий зазор, который зависит от металла, из которого изготовлен объект воздействия.
Автоматизация загрузки и выгрузки
1. Автоматизация системы вспомогательных механизмов включает в себя:
- автоматизацию загрузки печи;
- автоматизацию разгрузки печи.
2. Основными средствами автоматизации являются:
- «Шкаф вспомогательных приводов загрузки и разгрузки печи»;
- «Пульт управления загрузочного рольганга»;
- «Пульт управления разгрузочного рольганга»;
- Датчики контроля положения исполнительных механизмов.
3. Основными функциями являются:
- обеспечение загрузки печи трубами;
- обеспечение разгрузки печи в два кармана;
- защитное отключение и сигнализация при внештатных ситуациях;
- непрерывное измерение, ввод, отображение и регистрация параметров процесса, а также диагностических сообщений о состоянии оборудования.
4. Основными параметрами процессов загрузки:
- состояние двигателей исполнительных механизмов (вкл, выкл.);
- положение исполнительных механизмов;
- положение труб.
5. Управление системой осуществляется от шкафа центрального устройства управления по полевой шине PRPFIBUS –DP
6. Питание системы осуществляется от шкафа АВР и станции бесперебойного питания.
В приводы механизации печи входят;
-Двигатель раскладывателя МТК-112-6, 3,3 кВт, 905 об/мин, I=12А.
-Двигатель перекладыателя МТК-112-6, 3,3 кВт, 905 об/мин, I=12А.
-Двигатель линейного механизма сбрасывателя 3кВт, 1400 об/мин, I=6.9А. Высота подъёма 100мм, время работы 5с, ход винта 300 мм.
-Двигатель сбрасывателя R97DV112M4 4Квт, 1420 об/мин, I=8,7А.
Кратко расскажу об управлении механизацией. Пакет труб загружают на раскладыватель, на датчик М7-7 поступает сигнал наличия труб, сигнал с датчика идёт на модуль ввода-вывода сигналов sms 323, а сигнал обработанный на ПЛК поступает на исполнительный механизм. Раскладыватель равномерно укладывает трубы на стол и после этого он отправляется на начальную позицию. На ролики трубы кладёт перекладыватель. На датчик перекладыватель М8-8 поступает сигнал наличия труб и процесс передачи сигналов повторяется (датчик->ПЛК->реле->пускатель->двигатель). В автоматическом режиме входные ролики отправляют трубы в печь на отжиг. После отжига трубы поступают на выходную секцию, на которой их сбрасывает в карман цепной транспортёр. Срабатывает датчик М9-9 и транспортёр поднимается, датчик М-10-10 реагирует на поднявшийся транспортёр и трубы сбрасываются в карман, разгружается датчик М9-9 и транспортёр опускается.
Торможение двигателей раскладывателя и перекладывателя электромеханическое. Электромеханическое торможение производится при помощи ленточного или колодочного тормоза, действующего на тормозной шкив, закрепленный на валу двигателя. Ослабление ленты или колодок осуществляется тормозным электромагнитом, обмотка которого соединена параллельно с обмоткой статора двигателя.
Если при работе двигателя переключить две любые фазы, то при этом двигатель начнет развивать вращающий момент, направленный в обратную сторону. Вращение ротора замедляется. Когда скорость вращения приближается к нулю, следует отключить двигатель от сети, в противном случае под действием развиваемого момента он начнет вращаться в противоположном направлении.
Описание режимов работы механизации. Управление разгрузочным рольгангом осуществляется 3-х позиционным выключателем. 1 позиция- автоматический режим. Скорость рольганга на этой позиции соответсвует значению, заданному на сенсорной панели. 2 позиция- стоп. Секция остановлена для мелкого ремонта механического оборудования. 3 позиция- быстро. В этом режиме секция рольганга приводится в движение с максимальной скоростью 40 гц.
Управление загрузочным рольгангом осуществляется аналогично.