

Электрододержатели
Электрододержатель-
приспособление для закрепления электрода
и подвода к нему тока. Конструкция
электрододержателя позволяет 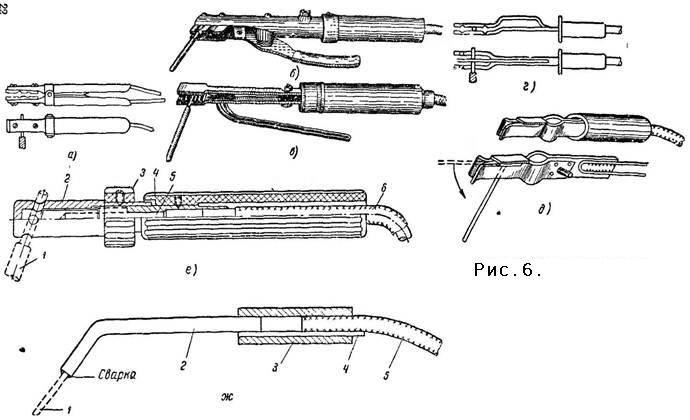 быстро
заменить электрод без прикосновения к
токоведущим частям и даёт наименьшую
длину остающегося огарка. Электрододержатель
должен быть лёгким, удобным в обращении,
не стеснять движений и не утомлять руку
сварщика. На смену электрода можно
затрачивать минимальное время.
быстро
заменить электрод без прикосновения к
токоведущим частям и даёт наименьшую
длину остающегося огарка. Электрододержатель
должен быть лёгким, удобным в обращении,
не стеснять движений и не утомлять руку
сварщика. На смену электрода можно
затрачивать минимальное время.
Для зажатия электрода в электрододержателе применяют различные устройства (рис.6).: специальные пружины, плоские пружинящие губки, устройства вилочного типа, винтовые зажимы, зажимные устройства типа клещей.
Щитки и шлемы
Щ итки
и шлемы (рис.7). служат для защиты лица
сварщика от лучей сварочной дуги и брызг
расплавленного металла. Они изготавливаются
из фибры чёрного матового цвета. В щиток
вставляется специальное тёмное защитное
стекло –светофильтр. Нельзя пользоваться
случайными цветными стёклами, так как
они не могут хорошо защитить глаза от
не видимых лучей сварочной дуги,
вызывающее храническое заболевание
глаз. Защитные стёкла для электросварщиков
имеют различную прозрачность. При
электросварке рекомендуется применять
следующие фильтры:
итки
и шлемы (рис.7). служат для защиты лица
сварщика от лучей сварочной дуги и брызг
расплавленного металла. Они изготавливаются
из фибры чёрного матового цвета. В щиток
вставляется специальное тёмное защитное
стекло –светофильтр. Нельзя пользоваться
случайными цветными стёклами, так как
они не могут хорошо защитить глаза от
не видимых лучей сварочной дуги,
вызывающее храническое заболевание
глаз. Защитные стёкла для электросварщиков
имеют различную прозрачность. При
электросварке рекомендуется применять
следующие фильтры:
при сварочном токе от 35 до 75 А ____________________Э-1
от 75 до 200 А___________________________________________Э-2
от 200 до 400 А__________________________________________Э-3
свыше 400 А_____________________________________________Э4
Одежда сварщика должна сшита из прочной и трудно загорающейся ткани- брезента или асбестовой ткани. При работе сварщик использует брезентовые рукавицы. Брюки должны быть по верх обуви.
К прочему инструменту относятся: молоток, зубило, стальная щётка, зажимные устройства и т.д.
Сварочные провода
С
 варочные
провода (рис.8) служат для подвода тока
от сварочной машины или трансформатора
к электродержателю и свариваемому
изделию. Электродержатели снабжаются
гибким изолированным проводом ПРГ или
ПРГН, сплетённым из большого количества
медных, отожжённых проволок диаметром
0,18-0,2 мм. Применять провод более 30 м не
рекомендуется, так как это вызывает
значительное падение напряжения
сварочной дуги. В зависимости от тока
берётся следующее сечение провода
таблица 9.
варочные
провода (рис.8) служат для подвода тока
от сварочной машины или трансформатора
к электродержателю и свариваемому
изделию. Электродержатели снабжаются
гибким изолированным проводом ПРГ или
ПРГН, сплетённым из большого количества
медных, отожжённых проволок диаметром
0,18-0,2 мм. Применять провод более 30 м не
рекомендуется, так как это вызывает
значительное падение напряжения
сварочной дуги. В зависимости от тока
берётся следующее сечение провода
таблица 9.
Сварочные трансформаторы
П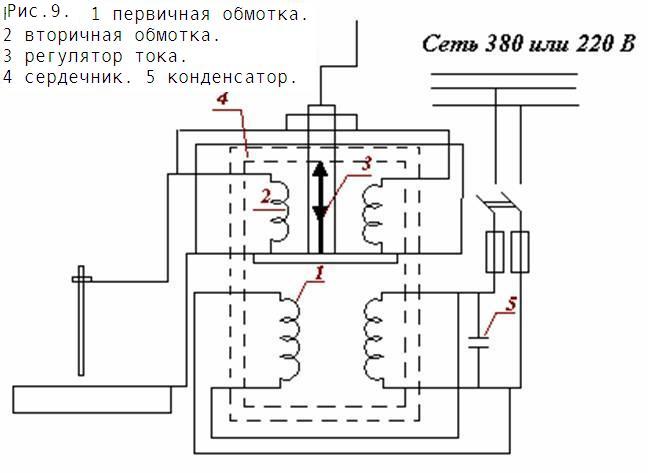 ри
прихватках и обварке в качестве источника
питания применялся сварочный трансформатор
ТДМ-503, для дуговой сварки многопостовой
расчитаный на номинальную силу тока
500 А. Схема трансформатора приведена на
рис.9. В трансформаторах сварочный ток
регулируется перемещением вверх и вниз
катушки (2) вторичной обмотки для
перемещения катушки служит вертикальный
винт (3) с ленточной резьбой и рукояткой.
Гайка винта скреплена с катушкой
вторичной обмотки и перемещается вместе
с ней. Часть магнитного потока не
полностью рассеивается по стальному
сердечнику (4), а частично по воздушному
пространству.
ри
прихватках и обварке в качестве источника
питания применялся сварочный трансформатор
ТДМ-503, для дуговой сварки многопостовой
расчитаный на номинальную силу тока
500 А. Схема трансформатора приведена на
рис.9. В трансформаторах сварочный ток
регулируется перемещением вверх и вниз
катушки (2) вторичной обмотки для
перемещения катушки служит вертикальный
винт (3) с ленточной резьбой и рукояткой.
Гайка винта скреплена с катушкой
вторичной обмотки и перемещается вместе
с ней. Часть магнитного потока не
полностью рассеивается по стальному
сердечнику (4), а частично по воздушному
пространству.
Сварочный преобразователь
В качестве выпрямителя использовался
сварочный преобразователь ПСГ-500-1,
расчитаный на силу сварочного тока до
500 А,
качестве выпрямителя использовался
сварочный преобразователь ПСГ-500-1,
расчитаный на силу сварочного тока до
500 А,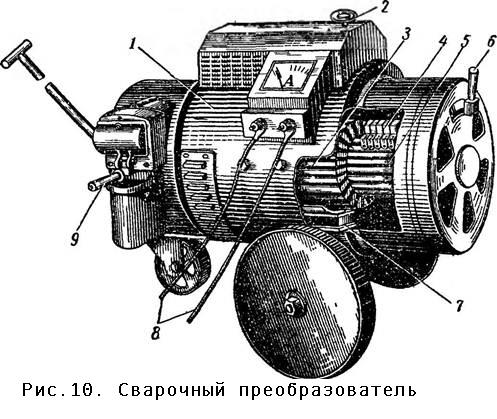 сварочный преобразователь служит для
преобразования переменного тока в
постоянный, используемый для питания
сварочной дуги. Сварочный преобразователь
изображённый на рис.10 состоит из
генератора и электродвигателя. В корпусе
(1) генератора расположены подшипники,
в которых вращается якорь (ротор) (3) и
коллектор (5). Магнитный поток создаётся
между полюсами электромагнита. Чтобы
собрать магнитный поток в один пучок,
на полюса магнита насажены железные
башмаки (7). При прохождении тока по
обмотке возбуждения, между полюсами
возникает магнитный поток, возбуждающий
ток в обмотке якоря. Этот ток поступает
во внешнюю цепь (8), через пластины
коллектора (5) и прилегающие к ним щётки
(4).Сварочный
генератор (рис. 150) имеет независимое
возбуждение и жесткую внешнюю
характеристику, что обеспечивается
подмагничивающим действием последовательной
(сериесной) обмотки возбуждения. Обмотка
независимого возбуждения питается от
сети переменного тока через стабилизатор
напряжения и селеновый выпрямитель.
Обмотки полюсов, по которым идет сварочный
ток, выполнены из алюминиевых шин, концы
которых на выходе армированы медными
накладками, соединенными с алюминием
холодной сваркой. Напряжение на зажимах
генератора плавно регулируется в
пределах 16—40 в с помощью реостата Р,
включенного последовательно в цепь
обмотки возбуждения.
сварочный преобразователь служит для
преобразования переменного тока в
постоянный, используемый для питания
сварочной дуги. Сварочный преобразователь
изображённый на рис.10 состоит из
генератора и электродвигателя. В корпусе
(1) генератора расположены подшипники,
в которых вращается якорь (ротор) (3) и
коллектор (5). Магнитный поток создаётся
между полюсами электромагнита. Чтобы
собрать магнитный поток в один пучок,
на полюса магнита насажены железные
башмаки (7). При прохождении тока по
обмотке возбуждения, между полюсами
возникает магнитный поток, возбуждающий
ток в обмотке якоря. Этот ток поступает
во внешнюю цепь (8), через пластины
коллектора (5) и прилегающие к ним щётки
(4).Сварочный
генератор (рис. 150) имеет независимое
возбуждение и жесткую внешнюю
характеристику, что обеспечивается
подмагничивающим действием последовательной
(сериесной) обмотки возбуждения. Обмотка
независимого возбуждения питается от
сети переменного тока через стабилизатор
напряжения и селеновый выпрямитель.
Обмотки полюсов, по которым идет сварочный
ток, выполнены из алюминиевых шин, концы
которых на выходе армированы медными
накладками, соединенными с алюминием
холодной сваркой. Напряжение на зажимах
генератора плавно регулируется в
пределах 16—40 в с помощью реостата Р,
включенного последовательно в цепь
обмотки возбуждения.