

1.2 Характеристика конструктивно-технологічних особливостей деталі яка відновлюється
Валик гідравлічного насоса виготовлений з сталі 45 ГОСТ 1050-88. Валик представляє собою тіло обертання ступінчастої форми з прямою віссю і з різними по зовнішнім діаметрам і довжині ступенями. Найбільші довжина вала 135 мм і діаметр 25 мм, при вазі 0,250 кг.
Ступінь “А” (рисунок 1.4) представляє собою різьбову поверхню, на якій виконаний отвір для шплінта. Для виходу різьбонарізного інструменту і зняття концентрації напружень при переході від ступені “А” до ступені “Б” виконана проточка.
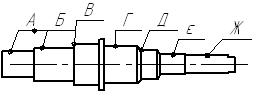
Рисунок 1.4 – Валик насосу гідропідсилювача рульового керування
Ступінь “Б” на неї встановлюється передаточна шестерня на шпоночному зєднанні яка приводить насос в роботу. Ступінь “В” на неї напресовано шариковий підшипник, закріплений стопорним кільцем. Шорсткість циліндричної поверхні складає Ra = 1,25 мкм.
Наступна ступінь “В” представляє собою гладку циліндричну поверхню з шорсткістю Ra = 1,25 мкм.
Ступінь “Г” являється переходом на який кріпиться манжет технологічним переходом. Шорсткість даної поверхні складає Rа = 2,5 мкм.
Гладка циліндрична частина ступені “Д” є технологічним переходом від ступеі «Г» до поверхні «Е» . Ступінь «Е» являється посадочним місцем для роликового підшипника.
Биття посадочних поверхонь валика відносно загальної вісі знаходиться в межах 0,02…0,04 мм.
Твердість поверхонь валика, після покращення, складає НВ 241…286.
Номер деталі по каталогу – 740-3407217.
1.3 Аналіз умов роботи і причин спрацювання деталі що відновлюється
В процесі роботи валик насоса гідропідсилювача рульового керування може отримати наступні пошкодження та зноси:
Знос та зрив різьби.
Знос шийки вала під конусну втулку.
Знос шийки вала під шариковий підшипник.
Знос шийки вала під манжету.
Знос шийки вала під роликовий підшипник.
Знос чи облом шліців.
Знос та розбиття шпоночного пазу.
З’єднання шийки валика з внутрішнім кільцем підшипника виконується з незначним натягом. При обертанні валика внутрішні поверхні кілець підшипників почергово відходять від шийки і притискаються до неї. В останньому випадку виступи поверхонь деталей спряжень деформуються і починають заповнювати дільниці впадин. В результаті цього змінюються розміри деталі, але її маса зберігається. В подальшому від ділянок, що деформуються, відриваються окремі частинки металу, що приводить до зменшення маси і розмірів деталі. Аналогічні явища виникають і на поверхнях під шків.
Відбувається також знос посадочних шийок вала в місці встановлення підшипників кочення за рахунок сприймання цими поверхнями змінних навантажень
В процесі роботи, під дією контактних навантажень і високої температури, гумові (ущільнюючі) частини манжети отримують високу твердість і, відповідно, високу ріжучу здатність. Поверхня під манжету підлягає абразивному зношуванню.
Пошкодження різьбової дільниці на поверхні вала може виникнути при недостатньому зусиллі затягування гайки і за рахунок дії значних знакозмінних навантажень.
Бічні поверхні шпонкового пазу під дією крутного моменту, підлягають зминанню.
Причинами зносу шпонкових канавок та шліцьових дільниць є втомлюване руйнування робочих поверхонь, недбалість підгонки з’єднань по місцю, тощо.
Крім цього, всі перелічені вище поверхні можуть отримати пошкодження (риски, задири, царапини, вм’ятини тощо) при монтажі і демонтажі деталей. Ці ж причини приводять і до пошкодження центрових отворів валика. Під дією сил, що виникають в пасовій передачі, виникає згин валика.