

4 Очистка та дефекація кузову на піввагону
Кузов напіввагону суцільнометалевий, з чотирнадцятьма розвантажувальними люками в підлозі і двостулковими торцевими дверима. Він складається з рами, двох бічних і двох торцевих стін, а також підлоги, утвореної кришками люків. Торцеві стулки двері навішуються трьома петлями на кронштейни кутових стійок бічних стін і при необхідності відкриваються всередину. Ліва стулка фіксується в закритому положенні нижнім запором у вигляді закидки , а права - верхнім клиновим запором. Зовнішні сходи і поручень встановлені для зручності обслуговування вагона в експлуатації.
Для додання необхідної міцності кріплення кутових стійок до кінцевим балкам рами і нижньої обв'язки стін їх з'єднання посилені накладками. Сполуки проміжних стійок з поперечними балками рами також посилені накладками. На кінцевих балках рами передбачені посадочні місця для постановки буферних склянок на випадок зчеплення з вагонами , обладнаних гвинтовий стяжкою.
Ремонт елементів кузова піввагона зварюванням , проводиться відповідно до діючої ремонтною документацією на виробництво зварювальних і наплавних робіт при ремонті вантажних вагонів.
Прогини верхньої обв'язки без посилення накладками усувають правкою . Допускається залишати без ремонту прогин верхньої обв'язки не більше 10 мм на 1 м довжини між стійками.
Тріщину або злам верхньої обв'язки допускається усувати зварюванням з наступною постановкою накладки або вставками. Після ремонту , при заміні частин верхньої обв'язки , допускається не більше одного стику між суміжними стійками , але не більше 3 -х на одній стіні піввагона .
Допускається залишати без ремонту місцеві вм'ятини , що не мають тріщин на стійках кузова омегоподібного профілю глибиною не більше 30 мм. При глибині, більш зазначеної, дозволяється ставити декоративні накладки.
При одночасному вертикальному вигині верхньої і нижньої обв'язок (стінок ) кузова понад встановлені допусків , (більше 10 мм на 1 м довжини або більше 25 мм на всю довжину стіни) металеву обшивку по стійках на висоту прогину зрізають , виправляють обв'язки і встановлюють нову вставку металевої обшивки з наступною її приваркою катетом зварювального шва 5 мм. Допускається повна заміна верхньої обв'язки.
Вм'ятини на металевій обшивці глибиною більше 40 мм виправляють, тріщини заварюють з постановкою накладки з внутрішньої сторони. Листи з корозією більше половини площі листа з глибиною більше 0,5 товщини листа замінюють новими. Нижню обв'язку піввагона, що має корозійні пошкодження більше 1/3 товщини елемента на довжині 1/3 довжини ремонтують зваркою з подальшим посиленням пошкоджених місць односторонніми накладками , які перекривають пошкоджені місця не менше 50 мм на сторону. При корозійних пошкодженнях більше 1/3 товщини на довжині більше 1/3 довжини нижню обв'язку замінюють .
При ремонті нижньої обв'язки в місці установки і приварювання накладки дозволяється вирізати частину нижньої кромки металевої обшивки на довжину встановлюваної накладки.
Тріщини нижньої обв'язки заварюють, зачищають до основного металу, встановлюють накладку з подальшою обваркою суцільним швом по всьому периметру. Допускається перекривати тріщини однієї накладкою , якщо відстань між ними менше 150 мм. Накладка повинна додатково кріпитися електрозаклепками в кількості не менше двох.
При наявності на штампованої стійці омегоподібного перерізу одного з дефектів: зламу, тріщини, що виходить на вертикальні стінки, корозії більше 1/3 товщини або підрізу полиць стійки більше 20 мм і расподатку пошкодженого місця на відстані менше 300 мм від верхньої кромки , нижньої обв'язки кузова, дозволяється ремонтувати стійку на місці, шляхом постановки нової частини стійки на висоту не менше 300 мм від верхньої кромки нижньої обв'язки. При цьому стійку з'єднують з новою частиною одностороннім зварним швом з приваркою підсилює накладки товщиною 6 мм , що перекриває зварений шов не менше 50 мм на сторону з подальшою обварки накладки по всьому периметру. Нижню частину стійки , приварену до нижньої обв'язки додатково кріплять електрозаклепками діаметром 20 ± 1 мм.
5 Розробка технологічної інструкції кузова напіввагону
5.1 Обсяг робіт,що виконуються при ремонті
Місцеві вм'ятини і прогини стійок , розкосів , верхньої та нижньої обв'язок глибиною більше 30 мм ремонтувати правкою або постановкою декоративних накладок з обварки по периметру.
Вм'ятини гнутого профілю (козирка) верхньої обв'язки кузовів
вагонів для перевезення гарячих окатишів глибиною більше 35 мм ремонтують правкою .
Тріщини в елементах каркасів кузовів , дахів , підлог , бортів
платформ всіх типів вантажних вагонів ремонтують відповідно
Інструкцією по зварці і наплавленні .
Ділянки металевої обшивки кузовів всіх типів вантажних вагонів , що мають пробоїни, потертості, корозійне пошкодження .
ремонтують відповідно до Інструкції по зварюванню і наплавленні .
Всі несправні вузли й деталі кузова: перехідні площадки , косоури , підніжки , сходи , дверні рейки , огорожі повинні бути відремонтовані .
Поручні, сходинки, сходи, бар'єри огородження, що мають хвилеподібні вигини більше 25 м , ремонтують правкою .
Сумарне розширення або звуження бічних стін в середній частині поміжстійкового прорізу піввагонів допускається не більше 60 мм. Розширенням або звуження однієї стіни в середній частині допускається не більше 30 мм. Сумарне розширення бічних стін в площині кутових стійок допускається не більше 30мм.
Перекіс кузова піввагонів, критих і спеціалізованих вагонів допускається не більше 50 мм.
Допускають на 1 м2 металевої обшивки кузовів , дверей , дахів , бортів платформ до 10 вм'ятин глибиною до 30 мм. Відсутні деталі кузовів відновлюють.
Розроблені отвори важелів , а також знос валиків шарнірних з'єднань більше 3 мм в розвантажувальних пристроях спеціалізованих вагонів ремонтують.
Ремонт каркаса кузова піввагона зварюванням проводиться відповідно до діючої ремонтно-технічною документацією ЦВ на виробництво зварювальних і наплавних робіт при ремонті вагонів. Неякісно виконані зварні шви усувають і наплавляють відповідно до вимог цієї документації.
Металеву обшивку бокових стін і торцевих дверей ремонтують відповідно до Інструкції по зварюванню і наплавленні .
При ремонті вагонів не допускається змінювати конструкція модернізованих вагонів.
Вертикальний прогин верхньої обв'язки по всій довжині вагона понад 50 мм усувають правкою або заміною частини верхньої обв'язки в місці дефекту.
Допускається на одній верхньої обв'язки не більше 5 стиків , розташованих між стійками.

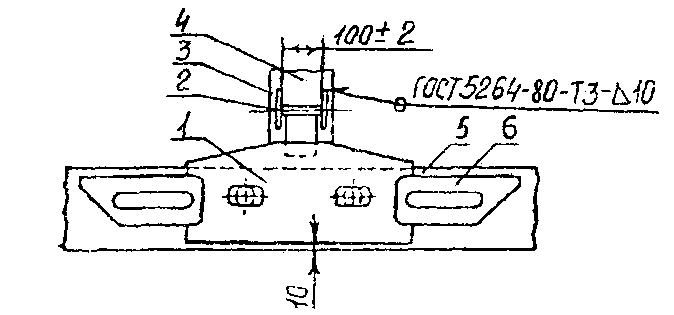
1 - упор ; 2 - валик ; .3 - ребро ; 4 - поперечна балка ; . 5 - поздовжня балка ;
6 - плита ; 7 - заклепка ; 8,9 - кільця; 10 - палець
Рисунок 1- Упори відкидні :а - поворотний , б - з поворотною плитою
1- плита; 2 - вісь; 3 - вушко ; 4 - поперечна балка ; 5 - бічна балка , 6 - упор
Рисунок 2 - Плита з упорами
Несправні торцеві двері, їх запори і деталі кріплення дві -рей до кутової стійці ремонтують. Двері повинні відповідати типу вагона.
Кріплення дверей і дверних валиків має бути типове і виконано за кресленнями проектів М872 і М874 ПКБ ЦВ .
Вм'ятини і вигини верхніх листів поперечних балок більше 30 мм
усувають правкою.
Тріщини або злами довжиною до 150 мм кожна в деталях порога торцевих дверей заварюють з постановкою накладок.
Торцеві двері після ремонту повинні задовольняти наступним технічним вимогам:
суцільний або клиновидний зазор в місцях прилягання бічних обв'язок до кутових стійок в закритому положенні дверей повинен бути не більше 10 мм;
різниця діагоналей стулки дозволяється не більше 7 мм;
місцеві зазори між нижньою обв'язкою і порогом допускаються не більше 6мм ;
При ремонті піввагонів з глухим підлогою повинні виконуватися такі вимоги:
1) люки в настилі підлоги з кришками , що відкриваються всередину і службовцями для видалення залишків вантажу , ретельно оглянути , при наявності пошкоджень відремонтувати. Люки мають щільно прилягати до настилу підлоги;
2) пробоїни або потертості листів статі площею не більше 0,1 м2 ре - монтувати постановкою накладки товщиною 6-7 мм з внутрішньої сторони кузова з приварюванням по периметру двостороннім зварним швом по ГОСТ 5264-80 .
Накладка повинна перекривати пробоїну не менше ніж на 30 мм. При наявності променевих тріщин дефектне місце вирізати. Товщина листа в місці зварювання повинна бути не менше 3 мм;
3) тріщини в листах статі довжиною до 500 мм усувати заваркою і подальшою установкою накладки товщиною 6-7 мм з внутрішньої сторони кузова і приваркою її по периметру.
Допускається ремонт підлоги з кількома тріщинами однієї накладкою , при цьому розмір накладки не повинен перевищувати 0,15 м2. Накладка повинна перекривати тріщину не менше ніж на 50 мм. Товщина листа в місці дефекту повинна бути не менше 3 мм;
4) на одній секції статі допускаються будь з дефектів , зазначені у підпунктах 2 і 3, у кількості не більше трьох , перекритих накладками , площа яких не повинна перевищувати 0,3 м2. При наявності великих пошкоджень частина секції статі замінювати.
Кришки люків повинні закриватися щільно. Для усунення зазорів проводиться правка відповідного місця кришки. Для цієї мети дозволяється також приварювання не більше двох планок сумарною товщиною не більше 12 мм на горизонтальну полицю запірного кутника. При цьому ширина планок повинна бути 50 мм , а довжина - від 60 до 100 мм. Місцеві зазори між кришкою люка і площиною прилягання її допускаються не більше 5 мм.
Деталі запірного механізму (рисунок 12,6), що мають знос, ремонтують наплавленням згідно з вимогами Інструкції по зварюванню і наплавленні, відсутні - встановлюють .
При закритій кришці люка сектор 1 (малюнок 12 , а ) повинен щільно замикати закидачку 4 , при цьому зазор " m " між пальцем сектора і скобою 2 повинен бути від 5 до 14 мм. Відстань " n " заходу закидки за поле кронштейна 3 повинно бути не менше 44 мм.
Петлі і кронштейни кришок люків , що мають злами , замінюють. Заклепки кріплення кронштейнів і петель кришок люків , мають ослаблення, замінюють. Кришки люків, що мають товщину листа менше 3 мм, замінюють новими або відремонтованими .
Опуклість і прогин кришок люків допускаються не більше 25 мм.
Упори кришок люків з тріщинами ремонтують зварюванням. Упори кришок люка з зламами замінюють новими . Відгин опорної площадки упорів кришок люка більше 4 мм виправляють .
У відкритому стані кришки люків повинні спиратися на обидва упору , для чого дозволяється проводити нарощування одного з упорів приваркой прокладки.