

2.10.2. Ограничители хода
Выбор
схемы и конструкции устройства для
ограничения хода подвижных частей
станка зависит от назначения этого
устройства и от требуемой точности
ограничения. Ограничители хода делятся
на предельные и размерные. Предельные
ограничители хода устанавливаются с
таким расчетом, чтобы движущаяся часть
станка не доходила до опасного конечного
положения на 34 мм,
поэтому для них достаточна точность
(0,51) мм.
Размерные ограничители должны ограничивать
ход точнее, так как от этого зависит
точность размеров обрабатываемой
детали. Останавливать движущийся узел
в предельных положениях можно
электрическими конечными выключателями,
механическими либо комбинированными
электромеханическими или
электрогидравлическими устройствами.
Для точного ограничения используют в
числе других и системы с жестким упором.
В основе их работы лежит следующий
принцип: на пути движения рабочего
органа 2 (рис. 2.26) установлен
жесткий упор 1, дойдя до которого
подвижная часть станка останавливается.
Сопротивление дальнейшему движению
вызывает перегрузку в кинематической
цепи, которая о
2
3
1
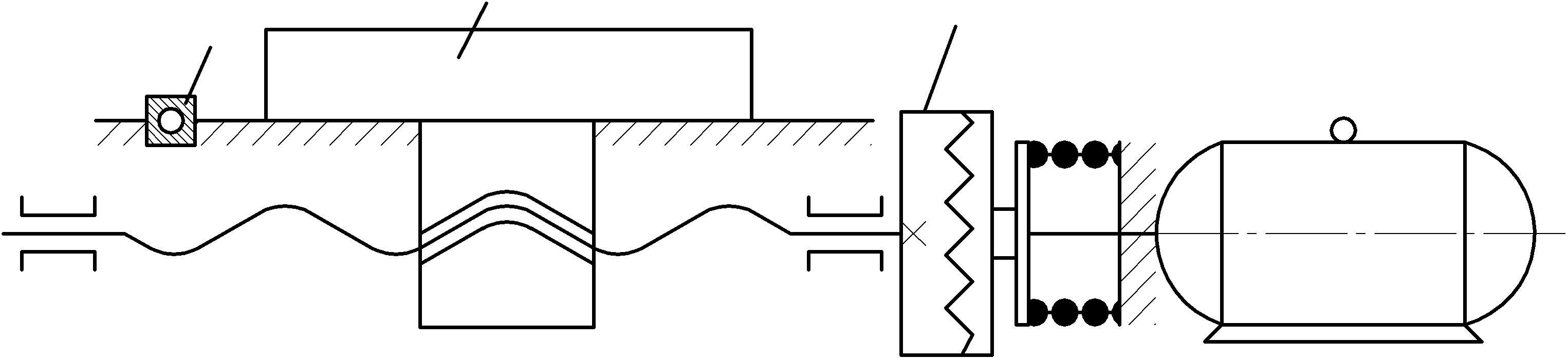
2.26. Ограничение хода с помощью жесткого упора
а б
Рис. 2.27. Схемы
ограничителей хода
2.10.3. Предохранительные устройства от перегрузки станков
Защита механизмов от перегрузки сводится к ограничению величины действующих нагрузок (сил, крутящих моментов, давления) и осуществляется электрическими, гидравлическими и механическими предохранительными устройствами. Общий принцип работы механических устройств основан на уравновешивании действующих нагрузок, приведенных к месту установки предохранителя, точностью или упругостью звеньев чувствительного элемента.
Наибольшее распространение получили устройства с разрушающимся элементом (штифтом, шпонкой), разрывающие кинематическую цепь при перегрузке (см. рис. 2.18, з, и); кулачковые и шариковые предохранительные муфты, у которых происходит проскальзывание рабочих элементов при нарушении нормального режима работы, и муфты, фрикционные поверхности которых пробуксовывают при перегрузке. Действующие силы обычно уравновешивают цилиндрическими пружинами сжатия, реже тарельчатыми или других форм.
Рис. 2.28.
Предохранительные муфты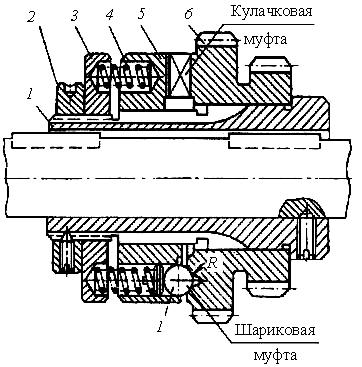
Работа кулачковых и шариковых муфт основана на передаче движения от ведущего звена к ведомому при помощи скошенных торцовых кулачков или шариков. Возникающие осевые силы уравновешиваются одной центральной или группой цилиндрических пружин. На рис. 2.28 показаны кулачковая и шариковая муфты в основном исполнении.
Все устройство смонтировано на втулке 1: полумуфта 5 – на шлицах, колесо 6 – свободно. Осевые силы уравновешивает группа пружин 4, натяжение которых регулируют при помощи гайки 2 и диска 3. В кулачковом варианте (рис. 2.28) полумуфта 5 и колесо 6 имеют торцовые кулачки. При перегрузке подвижная полумуфта 5 перемещается влево, сжимая пружины. Выступы кулачков выходят из впадин. Кулачки теперь контактируют своими торцами до тех пор, пока выступы не окажутся против очередных впадин. Под действием пружин полумуфта 5 перемещается вправо и выступы с ударом входят во впадины; и такое проскальзывание кулачков происходит до снижения окружной силы Р до допускаемой величины.
В шариковом варианте роль кулачков играют шарики 7, находящиеся в контакте с тороидальным потаем или конусным потаем, призматическим пазом и шариками. При перегрузке шарики проскальзывают, перемещаясь одновременно вдоль оси отверстия в полумуфте 5.
Условие равновесия подвижного элемента в момент выключения муфты выражается равенством
![]() , (2.34)
, (2.34)
где Рпр – суммарная сила отдачи всех пружин, Н;
Р – окружная сила на кулачках, Н;
= 45 – угол наклона рабочей поверхности кулачков или касательной в точке контакта шариков к оси;
=56 – угол трения;
D – наружный диаметр кулачков или диаметр окружности точек контакта шариков, мм;
d – средний диаметр контакта подвижной полумуфты в шлицевом соединении, мм;
f = 0,150,17 – приведенный коэффициент трения в шлицевом соединении.
Для шариковых муфт d = D.
При сочетании шарика с потаями или пазами
![]() , (2.35)
, (2.35)
где dш – диаметр шариков, мм;
h=(0,20,4)dш – высота, на которую шарики выступают из гнезда, мм.
Количество шариков в таких предохранителях колеблется от 2 до 16. При небольшом числе шариков (до 8) применяют центральную пружину, одну на все шарики, при большом количестве – индивидуальные пружины (как на рис. 2.28).
По конструкции шариковые муфты проще кулачковых. Условия контакта рабочих поверхностей при выключении шариковых муфт более благоприятны, вследствие чего, при одинаковой точности изготовления, они работают более надежно, чем кулачковые муфты.
На рис. 2.29 показаны конструкции фрикционных предохранительных муфт. Основными элементами у них являются фрикционные поверхности в виде конусов (см. рис. 2.29, а), конусная муфта соединяет два вала – 4 и 6. Постоянное прижатие конусов осуществляется пружиной 3, регулируемой головкой 5.
а
б
1
4
2
3
5
5
6
4
3
2
1
7
8
9
10
5
Рис. 2.29.
Предохранительные муфты:
а
– конусная; б
– дисковая
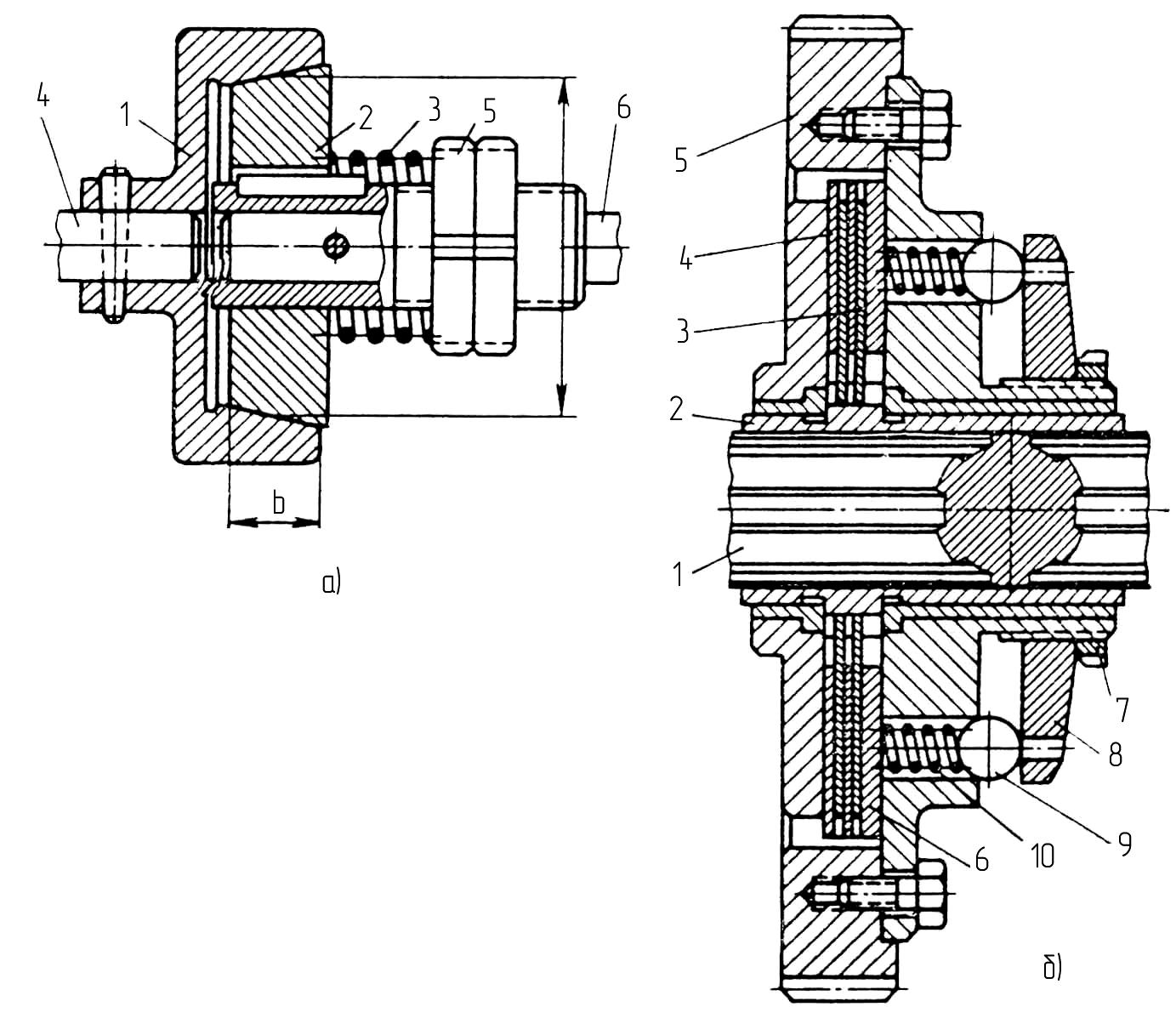
При перегрузке конусы 1 и 2 пробуксовывают. Многодисковая предохранительная муфта представлена на рис. 2.29, б. Муфта выполнена в виде самостоятельного узла и монтируется на втулке 2, установленной на шлицевом участке вала 1. Корпусом для наружных дисков 4 служит колесо 5. Внутренние диски 3 посажены на шлицах втулки 2. Пакет дисков с помощью пружины 10 зажимается между стенкой колеса 5 и нажимным диском 6. Усилие сжатия пружин регулируется с помощью гайки 7, диска 8 и группы шариков 9.
Предельный крутящий момент, передаваемый конусной муфтой,
![]() ,
Нм, (2.36)
,
Нм, (2.36)
а дисковой муфтой –
![]() ,
Нм, (2.37)
,
Нм, (2.37)
где Pпр – осевая сила, создаваемая пружиной, Н;
D – средний диаметр окружности контакта фрикционных поверхностей, мм;
f – коэффициент трения на фрикционных поверхностях;
– половина угла при вершине конуса, град;
z – количество дисков.