

12.2. Автоматизация гидромеханических процессов: смешение, перемешивание.
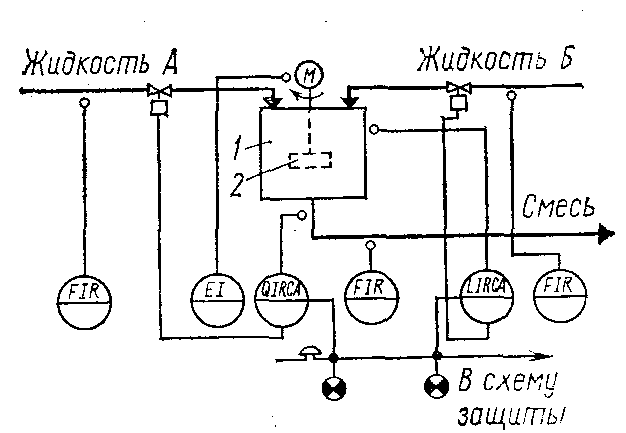
Типовая схема автоматизации процесса смешения жидкостей:
1 – емкость; 2 –механическая мешалка.

Схема регулирования процесса смешения при значительных изменениях расхода одной из жидкостей.
Показатель эффективности- концентрация искомого компонента в смеси, цель управления- получение смеси с определенной концентрацией этого компонента.
Необходимо стабилизировать уровень в аппарате. Уровень жидкости зависит от расходов жидкостей, поступающих в смеситель, и расхода смеси.
Необходимо контролировать концентрацию искомого компонента в смеси, расходы жидкостей и смеси, уровень жидкости в смесителе и количество энергии, потребляемой приводом мешалки. При значительном отклонении концентрации искомого компонента в смеси и уровня в смесителе от заданных значений д.б. подан сигнал. При достижении критического значения уровня подача жидкости д.б. прекращена.
13.2. Автоматизация процесса выпаривания и охлаждения.
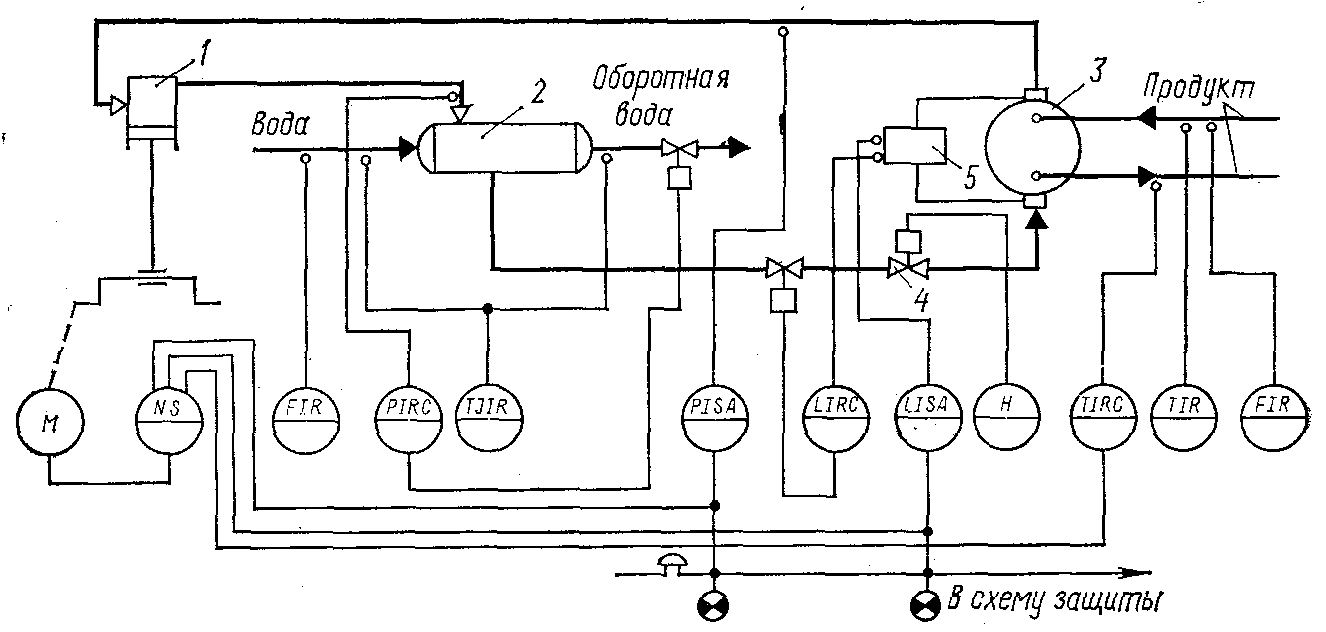
Типовая схема авт-и процесса искусственного охл-я: 1–компрессор; 2 – конденсатор; 3 – испаритель; 4 – дросселирующий элемент; 5–выносная камера.
Показатель эффективности- конечная темп-ра охлаждаемого продукта tк. Цель управления- поддержание tк на пост. значении путем корректировки технолог. режимов аппаратов, вх. в объект управления.
Конечная тем-ра охлаждаемого продукта определяется параметрами охлаждаемого продукта и хладагента, поступающих в исп-ль. Осн. узлом рег-я пр-са охлаждения д.б. регулятор темп-ры tк, а регулирующие воздействия вносить изменением расхода хладагента. Для безаварийной работы установки следует сигнализировать повышение уровня хладагента выше предельного значения. В случае достижения этими параметрами предельно допустимых значений срабатывают устройства защиты. Контролю подлежат расходы продукта и охлаждающей воды, а также их начальные и конечные температуры.
 Типовая
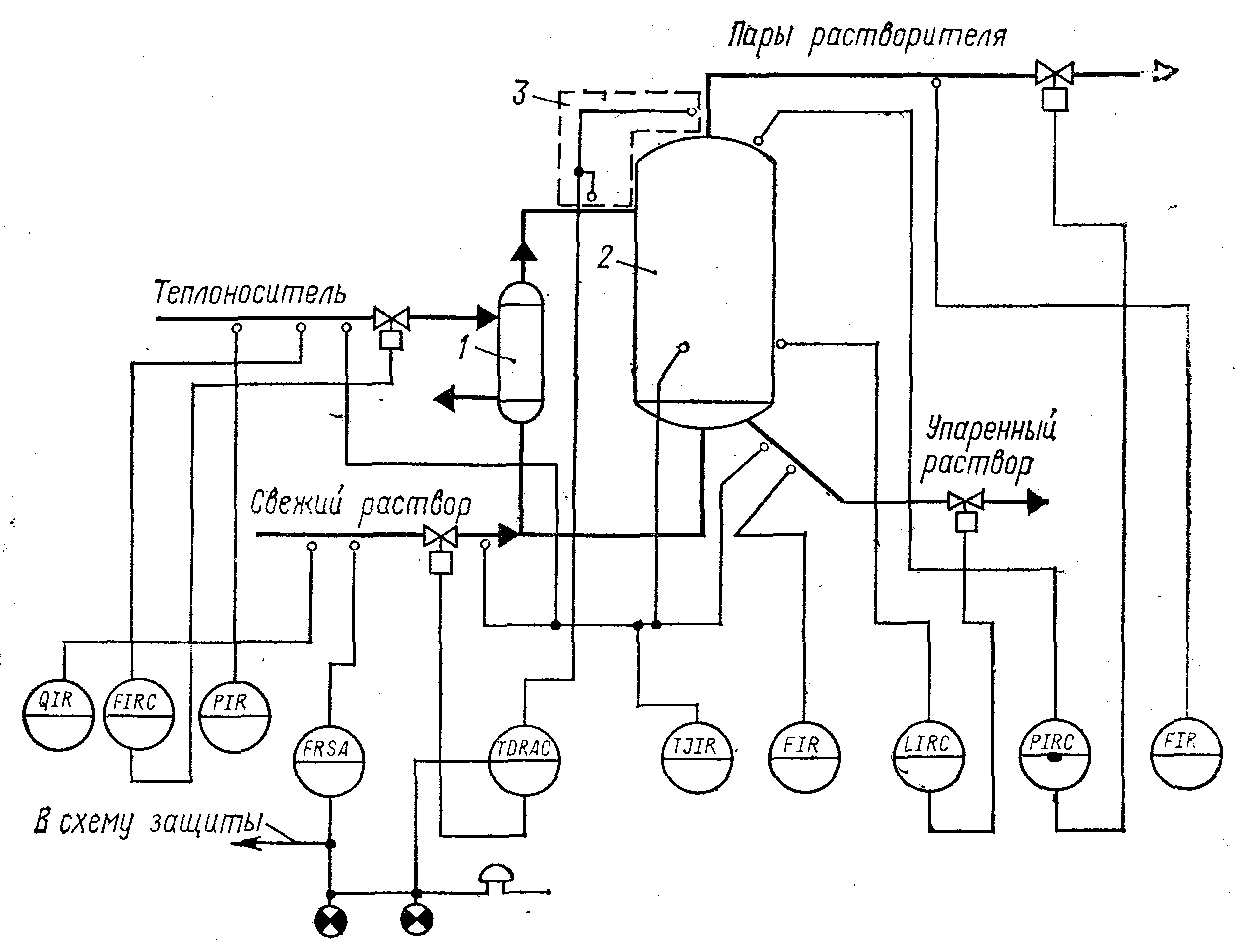
схема автоматизации процесса выпаривания:
Типовая
схема автоматизации процесса выпаривания:
1 – кипятильник; 2 – выпарной аппарат; 3 – устройство для измерения темп-рн. депрессии.
Показатель эфф-ти- конц-я упаренного раствора Qу.р., а цель управления- поддержание опред. значения этой конц-и. Наиболее сильное возмущающее воздействие- изменение расхода теплоносителя. Это возмущение компенсируется установкой стабилизирующего регулятора расхода. Концентрацию Qу.р. определяют по разности между температурами кипения раствора и растворителя(температурная депрессия). Для достижения цели управления процессом следует регулировать температурную депрессию, давление в аппарате и расход теплоносителя. Контролируют расходы растворов, а также паров растворителя; температуры растворов; температуру, давление и расход теплоносителя; температуру, давление и уровень в аппарате; температурную депрессию. Сигн-и подлежат отклонение концентрации Qу.р. от заданного значения и прекращение подачи раствора.
14.2. Автоматизация процессов дозирования и измельчения
Объект управления – дозатор непрерывного действия с ленточным питателем (рис. 8.4) Показателем эффективности процесса дозирования является расход дозируемого материала, целью управления – поддержание определенного значения этого расхода.
Массовый расход материала F
через ленточный питатель = произведению
площади S проходного
отверстия, скорости
![]() движения материала и насыпной плотности
p’материала. Площадь
S =произведению ширины
ленты l на высоту открытия
заслонки h, периодически
сокращается при прохождении частиц
материала у кромки элементов, ограничивающих
проходное сечение. Приняв, что частицы
материала имеют шаровую форму с
эквивалентным диаметром dэкв
, получим уравнение позволяющую
рассчитать поправку h к
высоте открытия заслонки h,
учитывающую уменьшение площади S:
движения материала и насыпной плотности
p’материала. Площадь
S =произведению ширины
ленты l на высоту открытия
заслонки h, периодически
сокращается при прохождении частиц
материала у кромки элементов, ограничивающих
проходное сечение. Приняв, что частицы
материала имеют шаровую форму с
эквивалентным диаметром dэкв
, получим уравнение позволяющую
рассчитать поправку h к
высоте открытия заслонки h,
учитывающую уменьшение площади S:
![]()
![]()
![]()
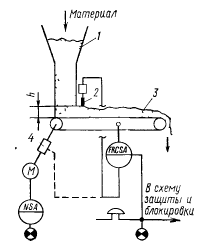
Рис. 8.4. Схема автоматизации процесса дозирования: 1- бункер, 2- заслонка, 3- транспортер, 4 –вариатор.
И зависит от высоты подъема заслонки h и диаметра частиц dэкв . Величину h достаточно просто стабилизировать или изменять при дозировании. dэкв определяется процессом измельчения, предшествующим процессу дозирования. Скорость тоже может изменяться при колебании напряжения и частоты тока в электрической сети двигателя дозатора, а также при проскальзывании приводных ремней и ленты транспортера на ведущем барабане. Путем целенаправленного изменения скорости с помощью вариатора или другого специального оборудования могут осуществляться регулирующее воздействие.
Возмущения могут поступать в объект не только при изменении размеров частиц, но и при изменении насыпной плотности p. Она определяется в основном предшествующим технологическим процессом, но может меняться в зависимости от метеорологических условий и влажности окружающей среды. Колебания последней приводят к изменению коэффициента внутреннего трения, что является сильным возмущением.
В объект будут поступать возмущения, для компенсации которых следует вносить регулирующее воздействия изменением степени открытия заслонки или скорости перемещения материала. Регулируемой величиной будет служить расход дозируемого материала.
Контролировать следует расход материала и его количество, а сигнализировать – значительные отклонения расхода от заданного значения и состояния привода дозатора. В случае полного прекращения поступления материала на ленту транспортера устройства защиты должны автоматически прекратить работу дозатора и других механизмов.
Автоматизации процесса измельчения
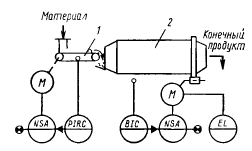
Рис. 4.1 – Схема автоматизации процесса измельчения: 1 – ленточный питатель, 2 – барабан, В – амплитуда шума.
объект управления – барабанную мельницу сухого помола. Показателем эффективности – размер кусков измельченного материала, а целью управления - поддержание определенного конечного гранулометрического состава материала.
Гранулометрический состав определяется свойствами измельчаемого материала и количеством его в барабане, кинетической энергией, с кот. шары воздействуют на материал.
На участок дробления, подается разнородный материал, поэтому в объект управления будут поступать возмущающие воздействия. Стабилизировать свойства подаваемого материала невозможно. Можно уменьшить частоту и силу возмущений – перемешиванием различных партий сырья с целью усреднения их характеристик. Масса материала W в барабане определяется расходами сырья и конечного продукта. Она может быть стабилизирована изменением одного из этих расходов.
Кинетическая энергия, с которой шары воздействуют на материал, зависит от высоты падения отдельного шара и числа ударов шаров в единицу времени.
Высоту падения и число ударов шаров можно стабилизировать, поддерживая постоянное число оборотов n; изменением этого параметра можно осуществлять регулирующие воздействия.
В качестве основной регулируемой величины –гранулометрический состав конечного продукта, регулирующее воздействие осуществлять изменением частоты вращения барабана. Расход материала при этом следует стабилизировать, что обеспечит устранение возмущений по этому каналу и постоянную производительность мельницы.
В промышленности нет качественных датчиков размеров твердых частиц, поэтому стабилизируют количество материала в барабане. Оно регулирует практически на все параметры, определяющие размеры частиц.
Масса материала W не поддается непосредственному измерению. На практике эта регулируемая величина определяется косвенными методами.
Контролю в данном процессе подлежит расход материала; амплитуда шума, создаваемого мельницей; количество потребляемой энергии. Сигнализируется состояние барабана (включен, отключен). Устанавливаются устройства пуска и остановки двигателя.
16.2. Фильтрация: -- жидких систем. Объект управления – барабанный вакуумфильтр. Условие – обеспечение min влажности осадка. Устройство регулирования – для обеспечения определенного уровня суспензии в ванне. Регулирующее воздействие – изменение расхода суспензии.
С ерьезная опасность при работе – прорыв фильтровальной ткани (будет теряться целевой продукт). Для предотвращения—устанавливают датчики мутности фильтра, устройства сигнализации и защиты, датчик перегрузки электродвигателя барабана.
Контролю подлежат расходы суспензий и фильтрата, уровень жидкости в ванне, разрежение в вакуум-линии, перепад давления до и после фильтровальной ткани, мутность фильтрата, мощность электродвигателя.
Важный параметр – толщина осадка.
Газовых систем: Объект управления – рукавный фильтр с импульсной продувкой.
Р укавные фильтры – для полной очистки газа от вредных в-в, являющихся ценным продуктом, поэтому показатель эффективности – конц-я твердого в-ва в газе на выходе из фильтра, а цель управления – поддержание его на заданном уровне. Процесс аналогичен предыдущему. Сложности – отсутствие концентратомеров пыли. Поэтому регулируют перепад давления в камере загрязненного и очищенного газа. Регулировать можно изменением массы пыли, осевшей на фильтровальной ткани. Кроме датчика перепада давления – по жесткой временной программе. Контролю и сигнализации подлежат – Тем-ра загрязненного газа, давление сжатого воздуха и перепад давления. При критических значениях перепада давления – срабатывает устройство защиты, отключающее рабочий фильтр и включающий резервный. Контролю подлежит расход газового потока.
Мокрая очистка газов: Объект управления – форсуночная труба Вентури, в которой жидкость под небольшим давлением попадает через распылитель, установленный параллельно газовому потоку, движущемуся с большой скоростью. Движение газа в трубе – как движение газа через слой капель жидкости со скоростью, равной относительной скорости фаз. Следовательно, конечная конц-я пыли зависит от числа и размера капель, определяющих качество фильтра, и от расхода газа. Жидкость дробится на капли в трубе 2 раза: на крупные – при истечении жидкости из форсунок и на более мелкие – под действием энергии газа. Диаметр капель после форсунки при распыливании жидкости в газе зависит от геометрических размеров форсунки и давления жидкости.
Движущая сила процесса – перепад давления на трубе, поэтому его стабилизация обеспечивает качественную дисперсность распыла, постоянство расхода газа. Для эффективного применения трубы – нужно регулировать давление жидкости перед форсункой и перепад давления газа. Сигнализация – предельное значение перепада давления. Контроль – расход ж-ти и газа.
Электрическая очистка газа: на примере сухого Эл.фильтра.
Параметры от которых зависит конц-я пыли на выходе: напряжение питания, нагрузка, температура газа, радиус частиц, давление газа, влажность, удельное эл. Сопротивление. Контроль – расход, температура и влажность газа, напряжение и сила тока, температура масла трансформаторно-вычислительного блока.