

Раздел VII
ДОПУСКИ МЕТРИЧЕСКИХ РЕЗЬБ. ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ
VII-1
Как обозначены на рисунке (рис. 30) элементы внутренней резьбы (гайки): наружный диаметр D, внутренний Dx, средний D2 и шаг резьбы Р?
1) D - II; DIII; D2- I; Р — IV; 2) D — I; Dt— II; D2— IV; Я — III; 3) D— III; II; D2- I; P — IV; 4) D - III; IV; D2~ II; P — l.
На какие элементы наружной и внутренней метрической резьбы стандартом установлены предельные отклонения?
1) на d и d2 наружной резьбы, на D1 и D2 внутренней;
на d и dx наружной резьбы, на D и D2 внутренней;
на d и Р наружной резьбы, на и угол профиля внуг ренней; 4) на d и D, Я и угол профиля а/2 наружной и внутренней резьб.
Как по внешнему виду отличить проходной ПР резьбовой калибр-пробку от непроходного НЕ?
49
витков; 2) у проходной пробки больше витков и полный несрезанный профиль, а у непроходной 3—4 витка и профиль сильно срезан; 3) у пробки Г1Р профиль сильно срезан, а у пробки НЕ профиль полный, но меньше витков.
Какой способ центрирования чаще применяют в шлице- вых соединениях и почему?
1) центрирование по d и Ь, так как оно обеспечивает точность в подвижных соединениях; 2) центрирование по Ь, так как оно обеспечивает хорошие подвижные соединения, не требующие точности; 3) центрирование по d, так как оно обеспечивает точность центрирования; 4) центрирование по D, так как его проще выполнить круглой шлифовкой вала и протягиванием отверстия.
Какое назначение шлицевого калибра-кольца?
1) поэлементный контроль диаметров и ширины пазов шлицевых втулок; 2) комплексный контроль шлицевых втулок; 3) поэлементный контроль диаметров и толщины зубьев шлицевых валов; 4) комплексный контроль шлицевых валов.
VII-2
Что называется средним диаметром резьбы d2 и D2?
1) среднее арифметическое наружного и внутреннего диаметров резьбы: d2= (d + d,)/2; 2) полуразность наружного и внутреннего диаметров: d2— (d — d,)/2; 3) среднее арифметическое диаметров болта и гайки: d2 — Dr)/2; 4) диаметр воображаемого цилиндра, который рассекает профиль резьбы так, что ширина выступа равна ширине впадины.
Какие классы точности установлены на метрические резьбы? Как обозначают на чертеже метрическую 'резьбу диаметром 12 мм с мелким шагом среднего класса точности?
1) классы точности точный, средний и грубый; обозначение: М12 х 1,25 — 6/г; 2) классы точности 1, 2, 2а и 3; обозначение: М12 X 1,25 — кл. 2; 3) классы точности 1...9; обозначение: М12 — 9Я; 4) квалитеты 1...17; обозначение: М12—8h.
Чем можно измерить и проконтролировать внутренний диаметр гайки DJ
1) гладким микрометром и предельной скобой; 2) резьбовым микрометром и резьбовой пробкой; 3) микрометрическим нутромером и гладкой предельной пробкой ПР и НЕ; 4) гладким микрометром и резьбовой пробкой.
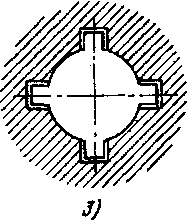
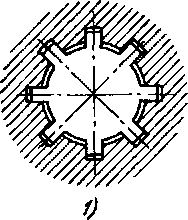
На каком из рисунков (рис. 31) показано центрирование шлицевого соединения по наружному диаметру £>?
На чертеже нанесено следующее обозначение шлицевого соединения:
и о осЯ12 АПН12 _#8
6-8Х36¥іХ40шХ7Т8.
Расшифруйте это обозначение.
1) центрирование по наружному диаметру £> = 40 мм
ос . #12 36 мм с посадкой —, число шли-
„ #12 . с посадкой —^, а
цев — 8, их ширина — 7 мм, соединение подвижное;

центрирование по боковым поверхностям шлицев; и наружный диаметр И = 40 мм и внутренний (1 = 36 мм
ДОПУСКИ 1
и технические измерения 1
ш: 15
8, их ширина — 7 мм, посадка подвижная;
4) центрирование по боковым поверхностям шлицев; и
наружный и внутренний диаметры нецентрирующие с по-
„ #12 _ садкой ^уу-, число шлицев — 7, их ширина
число шли-
8 мм, сое
динение неподвижное трудноразъемное с посадкой по шли- #8
цам .
УІІ-3
1. Для чего служат и где применяются резьбы с натягом и резьбы с гарантированным зазором?
51
3*
детали имеют антикоррозионное покрытие; 2) резьбы с натягом применяют для нарезания концов шпилек, завинчиваемых в корпус, а резьбы с зазором — для деталей, работающих при высоких температурах или имеющих антикоррозионные покрытая; 3) резьбы с натягом применяют для нарезания болтов, а резьбы с зазором — для нарезания гаек.
Шаг резьбы Р и угол профиля резьбы а/2 могут иметь отклонения от заданных размеров. За счет чего обеспечивают свинчиваемость резьб?
1) за счет допуска на наружный диаметр резьбы й;
за счет допуска на внутренний диаметр резьбы гайки О,; 3) за счет допуска на наружный _ диаметр болта й и внутренний диаметр гайки О,; 4) за счет допуска на средние диаметры резьбы болта й2 и гайки
Какими измерительными средствами поэлементно измеряют и контролируют точные наружные резьбы — резьбовые пробки, метчики и др.
1) резьбовыми кольцами и предельными гладкими скобами; 2) универсальными измерительными средствами, гладкими микрометрами или измерительными головками {с1)\ резьбовым микрометром или методом трех проволочек (с1а); на проекторе или микроскопе (Р, а/2, ё, и с(2);
контрольными калибрами и индикаторным нутромером; 4) методом «слепка > с просмотром его на микроскопе.
Как обрабатывают щлицы на шлицевых валах и в шли- цевых втулках?
1) на валах шлицы нарезают плашками, а во втулках — метчиками; 2) на валах шлицы протягивают, а во втулках долбят и шлифуют; 3) на валах шлицы фрезеруют и шлифуют, а во втулках — протягивают; 4) на валах шлицы долбят и шлифуют, а во втулках — фрезеруют. Б. Почему при контроле шлицевых валов и втулок приходится кроме поэлементного контроля производить еще и комплексный контроль?
1) потому что элементным контролем не выявляются возможные отклонения 110 шагу шлицев и отклонения от соосно" сти диаметров О и й (эксцентричность); 2) потому что при термообработке валы и втулки деформируются; 3) потому что наружный диаметр й и внутренний й валов и втулок могут иметь отклонения больше предельно допустимых;
потому что по толщине зубьев и по ширине пазов во втулках могут быть отклонения больше предельных.
VIM
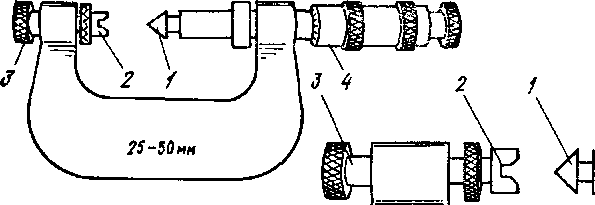
Какими позициями на чертеже резьбового микрометра (рис. 32) обозначены последовательно: подвижная пятка, конусная вставка, призматическая вставка, нониус на барабане и установочная мера?
1) 3, 2, 1, 5 и 4; 2) 5, 4, 3, 2 а 1; 3) /, 2, 3, 4 и 5; 4) З, 1, 2, 4 и 5.
Что называется шагом резьбы Р? Каким инструментом измеряют шаг резьбы?
1) полуразность наружного и внутреннего диаметров: (й — d1)/2■, измеряется шагомером; 2) расстояние между
Рис.
32
5
![]()
параллельными сторонами соседних витков, измеренное вдоль оси; определяется резьбовым шаблоном, шагомерами и на инструментальном микроскопе; 3) расстояние, измеренное от вершины до впадины витка; измеряется резьбовым микрометром со вставками.
Если резьбовое непроходное кольцо НЕ полностью навинчивается на резьбу болта, какие элементы резьбы изготовлены с отклонениями от заданных размеров?
1) средний диаметр d2 меньше наименьшего предельного размера; 2) наружный диаметр d меньше наименьшего предельного размера; 3) внутренний диаметр меньше наименьшего предельного; 4) шаг резьбы Р меньше номинального.
Какие поля допусков применяют на центрирующие и не- центрирующие диаметры шлицевых втулок?
1) на центрирующие — НА, #5, #6, на нецентрирую- щие — #6, HI, Н8; 2) ца центрирующие — Н9, Н10, на нецентрирующие — #14, Н15, #16; 3) на центрирующие — Н11 и #12, на нецентрирующие — #6, #7 и #8; 4) на
центрирующие — Я6, Я7, Я8, а на нецентрирующие— ЯП,
Я12.
5. Какие элементы и какими калибрами поэлементно проверяют у шлицевых втулок?
1) все элементы комплексно контролируют шлицевым калибром-кольцом; 2) наружный диаметр О — предельной односторонней скобой, внутренний диаметр й и толщину шлицев Ь — двусторонними предельными скобами; 3) наружный диаметр Б — калибром-пластиной ПР и НЕ, внутренний диаметр й — гладкой предельной пробкой ПР и НЕ, ширину пазов Ь — калибром-пластиной ПР и НЕ; 4) все элементы контролируют комплексно шлицевым калибром- пробкой.
УІІ-5
1. Какой буквой на рисунке (рис. 33) обозначена рабочая высота профиля резьбы и по какой формуле ее можно определить?
Рис.
33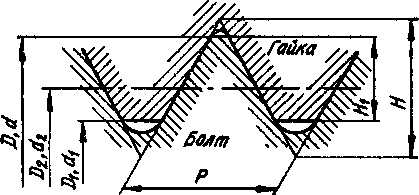
1) буквой Я; по формуле Я = 0,086603Р; 2) буквой Ни по формуле Яі= 0,54125Р или Н1 = (О — £\)/2; 3) буквой Р; указывают в миллиметрах; 4) буквой указывают в миллиметрах.
Та2— допуск на средний диаметр болта й2. Каким должен быть действительный средний диаметр болта чтобы резьба болта считалась годной?
1) не менее номинального размера : ^2ДСТ 2) не
менее номинального размера <22н плюс допустимое отклонение Та : ^2дст > + 7\іг; 3) не более номинального Й2н И не менее й2н — Тйг: > й2лСт > — 4) не более С?2н — ТЛі : й-2 дет < — Т«^.
Какими измерительными средствами комплексно контролируют годность наружных и внутренних резьб?
1) наружные — резьбовыми кольцами ПР и НЕ, а внутренние — резьбовыми пробками ПР и НЕ; 2) наружные — предельными гладкими скобами ПР, НЕ, а внутренние — гладкими пробками ПР и НЕ; 3) наружные — гладким микрометром, а внутренние — микрометрическим нутромером; 4) наружные— резьбовым микрометром, а внутренние — по слепкам.
По каким квалитетам выполняют центрирующие и не- центрирующие диаметры шлицеьых соединений?
1) центрирующие — по 6, 7 и 8-му квалитегам, нецентри- рующие — по 11-му и 12-му; 2) центрирующие — по 11-му и 12-му, нецентрирующие — по 6, 7 и 8-му; 3) центрирующие— по 10-му и 11-му, нецентрирующие — по 14-му и 15-му; 4) центрирующие — по 4-му и 5-му, нецентрирующие по 6-му и 7-му.
Каково назначение шлицевого калибра-пробки?
1) поэлементный контроль диаметров шлицевых втулок, а также ширины впадин; 2) комплексный контроль шлицевых втулок; 3) поэлементный контроль диаметров шлицевых валов и толщин зубьев (шлицев); 4) комплексный контроль шлицевых валов.
УН-6
Почему рабочая высота профиля резьбы Н1 меньше высоты теоретического профиля Н \ Нх~ 5/8Я?
1) потому что вершины профиля резьбы у болтов сре-
н н
заны на р у гаек — на -, а впадины закруглены; 2) из-за
того что высота профиля резьбы болта меньше высоты профиля резьбы гаек; 3) из-за неточности изготовления; 4) из-за износа резьбонарезного инструмента.
Каким инструментом и каким методом можно измерить средний диаметр наружной резьбы (болта)
1) гладким микрометром или предельной скобой; 2) микрометрическим нутромером или гладкой предельной пробкой; 3) на инструментальном микроскопе или проекторе; резьбовым микрометром со вставками или методом трех проволочек.
Если резьбовая проходная пробка ПР не ввинчивается в резьбу, какие элементы резьбы имеют отклонения от заданных размеров?
1) наружный диаметр резьбы й меньше наименьшего предельного; 2) средний диаметр £>2 меньше номинального размера, а отклонения шага и угла профиля не скомпенсированы; 3) внутренний диаметр меньше номинального; 4) шаг резьбы больше номинального.
Какие размеры в шпоночном соединении с призматическими или сегментными шпонками (рис. 34) выполняют по наиболее грубому квалитету?
1) длину шпонки L и пазов; их выполняют с полями М 4 и Я15; 2) высоту шпонки h и глубину пазов; выполняют с полями допусков Ш, hlO и /ill; 3) толщину шпонки Ь выполняют с полем допуска h9, ширину пазов на валу и в ступице — с полями Я9, Js9, N9 и Р9; 4) высоту h и длину L; выполняют с полями h 11 и h\5.
На чертеже нанесено следующее обозначение шлицевого прямобочного соединения:
do ъп Н7 12 ~ Н8
-8x36-^x40^x7^.
Расшифруйте это обозначение.
центрирование по наружному диаметру D = 40 мм с посадкой H\2/al\, d = 36 мм с посадкой Н7/е8, число шлицев — 8, их толщина — 7 мм, соединение неподвижное легкоразъемное;
центрирование по внутреннему диаметру d — 36 мм с посадкой Н7/е8, D = 40 мм с посадкой Я12/о11, число
шлицев — 8, их толщина — 7 мм с посадкой Я8//8, соединение подвижное;
центрирование по боковым поверхностям шлицев, и наружный и внутренний диаметры (D = 40 мм и d = = 36 мм) нецентрирующие с посадкой Я12/а11, число шлицев — 8, их толщина — 7 мм, соединение неподвижное трудноразъемное;
центрирование по внутреннему диаметру d = 40 мм с посадкой Я12/а11, наружный нецентрирующий диаметр d — 36 мм с посадкой Я7/8, число шлицев — 8, их толщина — 7 мм с посадкой Я8/е8, соединение подвижное.
VII-7
Какой профиль имеют метрические резьбы (рис. 35)?
ео
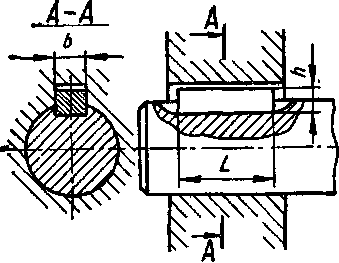
Рис. 34
TD2— допуск на средний диаметр гайки D2. Каким должен быть действительный средний диаметр гайки D2AC7f чтобы резьба была годной?
I) 02дст>£>2Н + ГЙ1; 2) 02дст<£>2„-7,(га;
^2Дст<02„; 4) £>2н < А> дет < £>2н ■
Рис.
35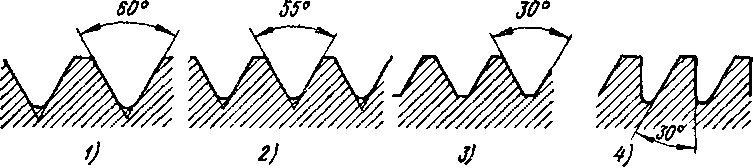
Как контролируют годность резьбовых калибров-пробок и калибров-колец, а также метчиков и плашек?
1) резьбовые пробки и метчики контролируют контркалибрами, а резьбовые кольца и плашки — поэлементно на проекторе или инструментальном микроскопе; 2) резьбовые пробки и метчики контролируют по слепкам, а кольца и плашки — на инструментальном микроскопе; 3) резьбовые пробки и метчики поэлементно контролируют универсальными измерительными средствами — измерительными головками, резьбовым микрометром, на проекторе или микроскопе; резьбовые кольца и плашки контролируют контркалибрами или по слепкам; 4) резьбовые пробки и метчики поэлементно измеряют гладким микрометром, а кольца и плашки — резьбовым микрометром.
Какие посадки применяют для соединения шлицевых вала и втулки и каков характер этих соединений?
1) подвижные и неподвижные легкоразъемные; 2) прессовые и скользящие; 3) ходовые, легкоходовые и легкопрессовые; 4) свободные, тугие, напряженные и плотные.
Какими калибрами контролируют шлицевые валы?
Ив
О*
У11-8
За счет чего обеспечиваются зазоры между вершинами профиля и впадинами у болта и гайки, а также легкое свинчивание их?
1) у гаек притуплены, срезаны вершины профиля резьбы, а у болтов закруглены впадины; 2) резьбы болтов и гаек выполняются очень точно; 3) у болтов вершины профиля резьбы срезаны на Я/8, а у гаек — на Я/4, впадины и у болтов и у гаек закруглены; кроме того, есть зазор по среднему диаметру; 4) у болтов срезаны вершины профиля на Я/8, а у гаек закруглены впадины.
Как поэлементно контролируют точность внутренних метрических резьб резьбовых калибров-колец, а также плашек?
1) контролируют гладкой предельной пробкой или микрометрическим нутромером, О2 — на горизонтальном оптиметре или контркалибром-пробкой, Р и а/2— по слепкам; 2) универсальными инструментами — микрометрами гладкими и резьбовыми, измерительными головками; 3) методом трех проволочек.
Чем компенсируют возможные погрешности шага резьбы Р и половины угла профиля а/2, обеспечивая этим свин- чиваемость резьб?
1) увеличением й внутренней резьбы или уменьшением й наружной резьбы; 2) уменьшением наружного диаметра й наружной резьбы или увеличением внутренней резьбы; 3) за счет допуска на средний диаметр наружной и внутренней резьб й2 и 02; 4) небольшим уменьшением шага резьбы Р.
Какова окончательная обработка шлицевых втулок и валов, если назначено центрирование по внутреннему диаметру й?
1) валы фрезеруют и шлифуют, а втулки протягивают; 2) валы подвергают круглому шлифованию по диаметру й, а втулки — продольному шлифованию, по впадинам; 3) втулки долбят, а валы фрезеруют и подвергают круглому шлифованию по диаметру й\ 4) втулки обрабатывают по центрирующему диаметру й внутренним шлифованием» а валы — на шлицешлифовальном станке.
На чертеже шлицевое соединение обозначено так:
0-8x36^x40^x7^.
Расшифруйте это обозначение. 58
центрирование по боковым поверхностям шлицев; и наружный диаметр О и внутренний й — нецентрирующие с
ДОПУСКИ 1
и технические измерения 1
ш: 15
Я 8
8, их ширина — 7 мм, посадка , соединение подвижное;
центрирование по внутреннему диаметру d = 36 мм
Я12
с посадкой ^уу-, нецентрирующий О = 40 мм с посадкой
, число шлицев — 8, их ширина — 7 мм, соединение неразъемное;
центрирование по наружному диаметру О = 26 мм с
„ Я12 „ „ Я8
посадкой , нецентрирующии а = 40 мм с посадкой ,
с п Я8
число шлицев — 8, их ширина — 7 мм, посадка щ-, соединение подвижное трудноразъемное.