

3.2.2 Обробка заготовок на внутрішньошліфувальних верстатах.
Внутрішнє шліфування застосовують для отримання високої точності отворів на заготовках, як правило, що пройшли термічну обробку. Можливе шліфування крізних, глухих, конічних і фасонних отворів. Діаметр шліфувального круга складає 0,7–0,9 діаметра шліфованого отвору. Кругові надають високу частоту обертання: вона тим вище, чим менше діаметр круга.
На рисунку 11.4, а приведена схема шліфування із закріпленням заготовки в кулачковому патроні. На внутрішньошліфувальних верстатах також обробляють і внутрішні поверхні торців. Внутрішні фасонні поверхні шліфують спеціально встановленим кругом методом врізання.
Внутрішні конічні поверхні шліфують з поворотом передньої бабки так, щоб твірна конуса розташувалася уздовж напряму подовжньої подачі.
Заготовки великих розмірів і маси шліфувати описаними вище методами нераціонально. У цих випадках застосовують планетарне шліфування (рис. 3.4, б). Заготовку закріплюють на столі верстата нерухомо. Шліфувальний круг обертається навколо своєї осі, а також навколо осі отвору (SПН), що аналогічно круговій подачі (положення круга, що зробив в планетарному рух півоберта, показане штриховою лінією). Планетарним шліфуванням можна обробляти внутрішні фасонні і торцеві поверхні, а також отвори, положення яких певним чином пов'язані один з одним (наприклад, на деталях типу корпусів).
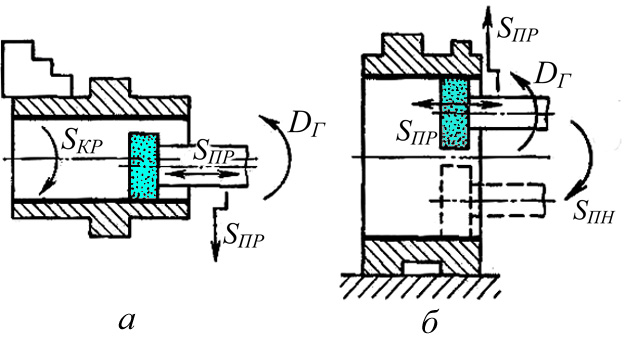
Рисунок 3.4. Схеми обробки на внутрішньошліфувальних верстатах
3.2.3 Обробка заготовок на бесцентрово-шліфувальних верстатах.
Процес шліфування на цих верстатах характеризується високою продуктивністю. Заготовки обробляють в незакріпленому стані, і для них не вимагається центрових отворів.
На станині 1 бесцентрово-шліфувального верстата (рис. 3.5) встановлені два круги: шліфуючий на бабці 2 і ведучий на бабці 4. Кожний з кругів піддається періодичній правці за допомогою механізмів 3 і 5. Заготовка обертається на ножі 6 і одночасно контактує з обома кругами. Щоб заготовка переміщалася по ножеві з подовжньою подачею, бабку ведучого круга повертають на невеликий кут. Якщо шліфують заготовки з уступами, то бабку веденого круга не повертають, а вся вона переміщається по направляючих станини з подачею до певного положення.
Заготовку 3 (рис. 3.6, а) встановлюють на ніж 2 між двома кругами – шліфуючим 1 і ведучим 4. Ці круги обертаються в одному напрямі, але з різними швидкостями. Тертя між ведучим кругом і заготовкою більше, ніж між нею і шліфуючим кругом. Внаслідок цього заготовка обертається з швидкістю, близькою до колової швидкості ведучого круга.
Перед шліфуванням провідний круг встановлюють під кутом (1–7°) до осі обертання заготовки. Вектор швидкості цього круга розкладається на складові і виникає (рис. 3.6). подовжня подача SПР. Тому заготовка переміщається по ножеві вздовж своєї осі і може бути прошліфована на всій довжині. Чим більше кут θ, тим більше подача. Такі верстати легко автоматизувати, встановивши похилий лоток, по якому заготовки сповзатимуть на ніж, проходитимуть процес шліфування і потраплятимуть в тару.
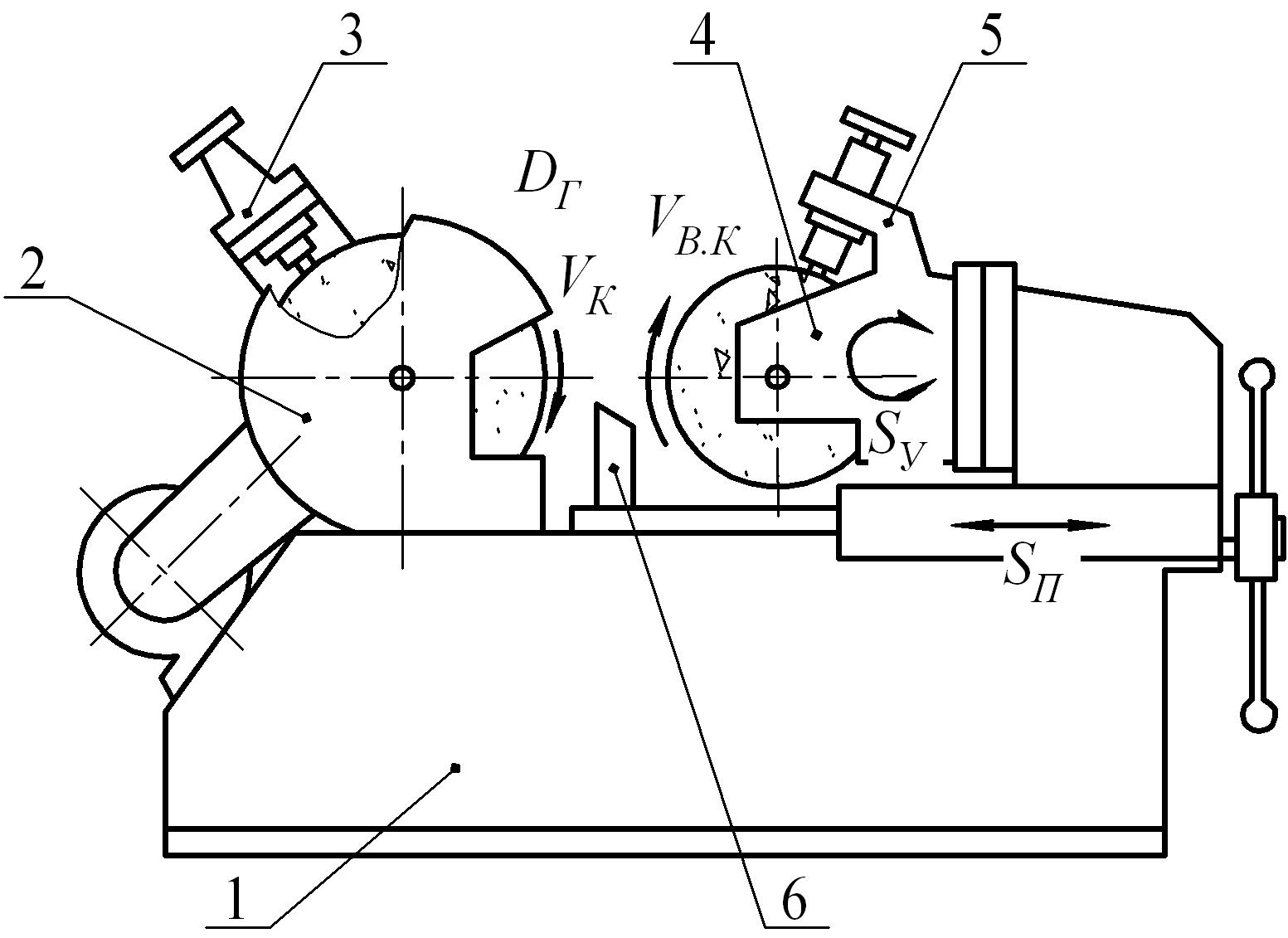
Рисунок 3.5. Бесцентрово-шліфувальний верстат
Заготовки ступінчастої форми або з фасонними поверхнями шліфують методом врізування. Перед шліфуванням ведучий круг відводять убік, заготовку кладуть на ніж і потім притискають її ведучим кругом. Обробляють з поперечною подачею SП до отримання необхідного розміру деталі. Після шліфування оброблена деталь віддаляється із зони різання виштовхувачем.
Для шліфування поверхонь методом врізування абразивний інструмент встановлюють відповідно до профілю деталі.
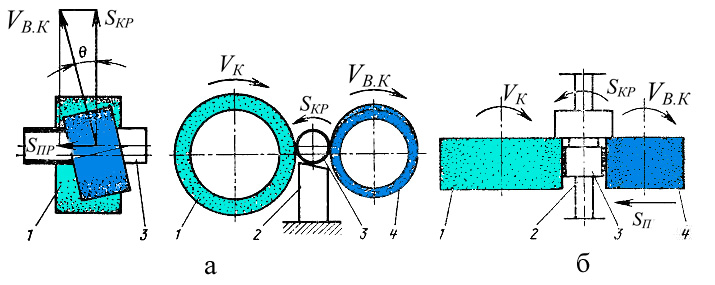
Рисунок 3.6. Схеми обробки заготовок на бесцентрово-шліфувальних верстатах