

Лаборатона робота№3 Технологія обробки заготовок деталей машин на шліфувальних верстатах
3.1 Класифікація шліфувальних верстатів
Шліфування – це процес обробки поверхні металу абразивним (шліфувальним) інструментом (шліфувальними кругами, брусками, шкуркою). Абразивний інструмент складається із зерен абразивного матеріалу, скріплених між собою зв’язуючою речовиною. Шліфування є основним методом одержання виробів високої точності з незначною шорсткістю поверхні та застосовується переважно для завершальної чистової обробки.
Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи:
• круглошліфувальні - для обробки зовнішніх поверхонь обертання;
• внутрішньо-шліфувальні - для обробки внутрішніх поверхонь обертання;
• плоскошліфувальні – для обробки площин;
• спеціальні (шліцешліфувальні, зубошліфувальні, різешліфувальні та інші);
• заточувальні – для заточування інструмента.
Найпоширеніші кругло- й плоскошліфувальні верстати.
Залежно від форми деталей, при обробці поверхонь застосовують різні схеми (види) шліфування:
кругове зовнішнє з поздовжньою подачею;
кругове зовнішнє з радіальною подачею;
внутрішнє;
плоске периферією круга на верстатах з прямокутним столом;
плоске торцем круга на верстатах з прямокутним столом;
плоске периферією круга на верстатах з круглим столом;
плоске торцем круга на верстатах з круглим столом;
безцентрове з поздовжньою подачею;
безцентрове з радіальною подачею.
3.2 Обробка заготовок деталей машин на шліфувальних верстатах
3.2.1 Обробка заготовок на круглошліфувальних верстатах
Конструкції круглошліфувальних верстатів і їх компоновка підкоряються основним схемам шліфування. Круглошліфувальний верстат складається з наступних основних вузлів (рис. 3.1): станини 1, столу 2, передньої бабки 3 з коробкою швидкостей, шліфувальної бабки 4, задньої бабки 5, приводу столу 6. Ці верстати розділяють на прості, універсальні і врізні. На універсальних верстатах кожну з бабок можна повернути на певний кут навколо вертикальної осі і закріпити для подальшої роботи. Прості верстати забезпечені неповоротними бабками. У врізних верстатів відсутня подовжня подача столу, а процес шліфування ведеться по всій довжині заготовки широким абразивним кругом з поперечною подачею.
Поворотно-поступальне переміщення столу для подовжньої подачі виконується за допомогою гідроциліндра і поршня. Кругову подачу SКР заготовки забезпечує спеціальний електродвигун. Шліфувальний круг обертається за допомогою клинопасової передачі. Коли круг зноситься і діаметр його зменшиться, використовують іншу пару шківів і швидкість різання збільшиться.
Найбільше поширення набули методи шліфування в центрах. Для підвищення точності обробки центри встановлюють нерухомо. Кругова подача заготовки забезпечується за рахунок поводкового пристрою. Можливе консольне закріплення заготовок в кулачкових патронах.
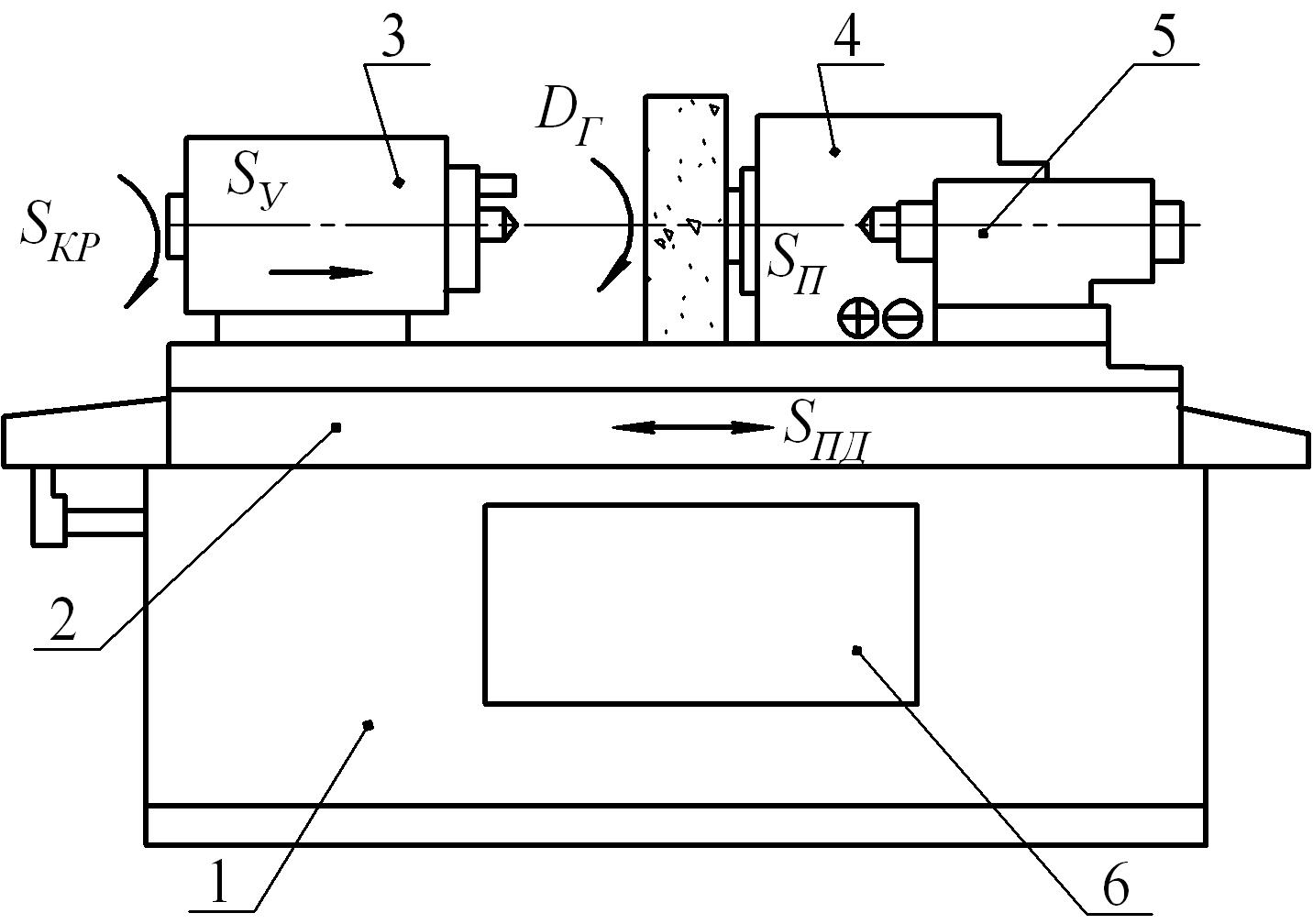
Рисунок 3.1. Круглошліфувальний верстат
Кругле шліфування циліндричних поверхонь може бути виконане по одній з чотирьох схем (рис. 3.2).
При шліфуванні з подовжньою подачею (рис. 3.2, а) заготовка обертається рівномірно (SКР) і скоює поворотно-поступальну ходу (SПР). В кінці кожного ходу заготовки шліфувальний круг автоматично переміщається на величину SП і при наступному ходу зрізається новий шар металу певної глибини, поки не буде досягнутий необхідний розмір деталі.
Швидкість VК обертального руху круга забезпечує швидкість різання.
Продуктивний спосіб обробки – врізне шліфування (рис.11,2, б) застосовують при обробці жорстких заготовок в тих випадках, коли ширина шліфованої ділянки може бути перекрита шириною шліфувального круга. Круг переміщається з постійною подачею SП (м/об. заг) до досягнення необхідного розміру деталі. Цей же метод використовують при шліфуванні фасонних поверхонь і кільцевих канавок. Шліфувальний круг заправляють відповідно до форми поверхні або канавки.
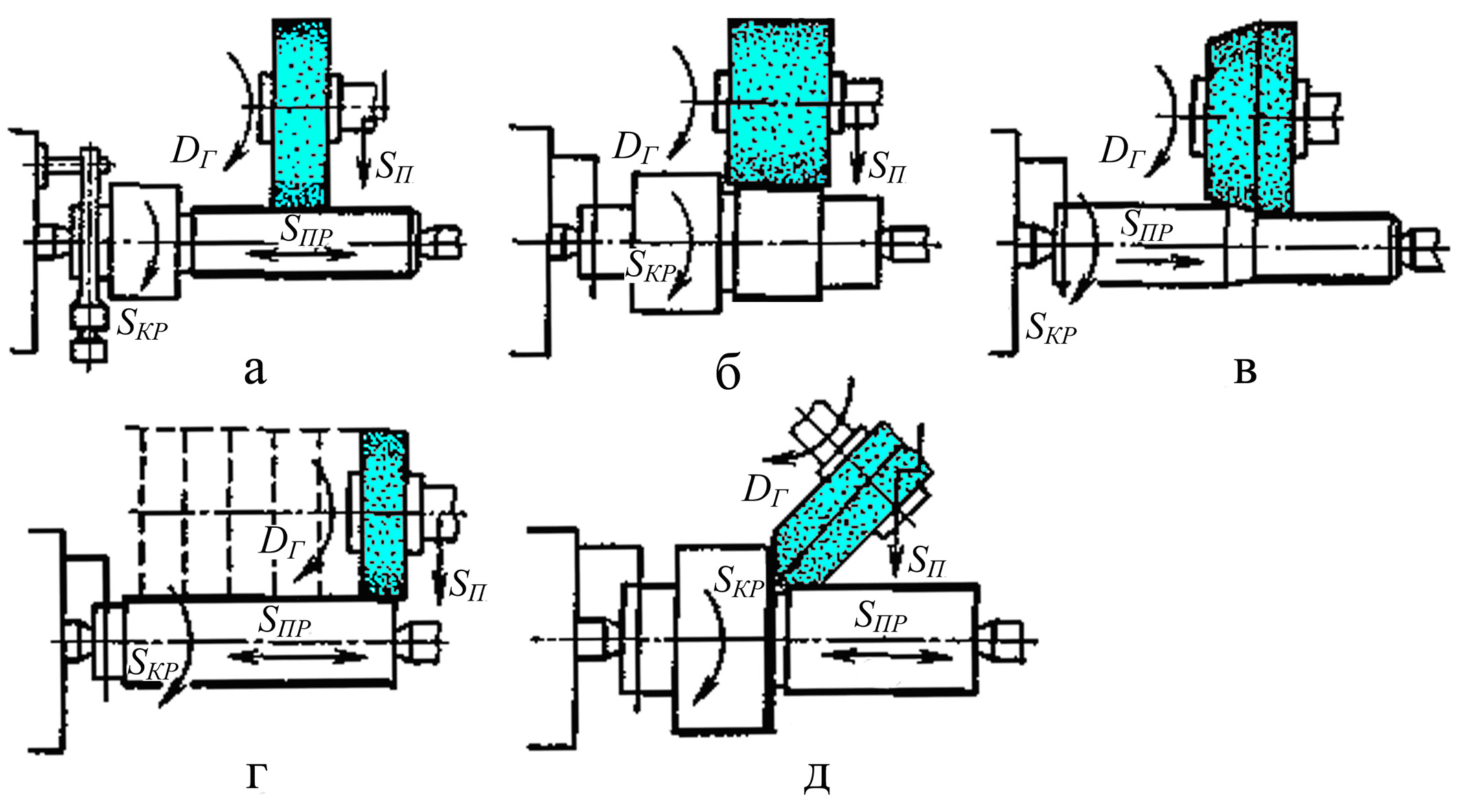
Рисунок 3.2. Схеми обробки заготовок на круглошліфувальних верстатах
Глибинним шліфуванням (рис. 3.2, в) за один прохід знімають шар матеріалу на всю необхідну глибину. На шліфувальному крузі формують конічну ділянку завдовжки 8 - 12 мм. В ході шліфування конічна ділянка видаляє основну частину шару, що зрізається, а циліндрична ділянка зачищає оброблену поверхню. Поперечна подача відсутня.
Шліфування уступами (рис. 3.3, г) – це поєднання методів, представлених на рисунку 11.2, а, б. Процес шліфування складається з двох етапів. На першому етапі шліфують врізанням з подачею SП пересуваючи періодично стіл на 0,8 – 0,9 ширини круга (показано штриховою лінією). На другому етапі виконують декілька ходів з подовжньою подачею SПР для зачистки поверхні при вимкненій подачі SП.
У багатьох випадках на деталях необхідно забезпечити правильне взаємне розташування циліндричних і плоских (торців) поверхонь. Для виконання цієї умови шліфувальний круг заправляють по схемі на рис. 3.2, д і повертають на певний кут. Шліфують конічними ділянками круга. Циліндричну поверхню шліфують аналогічно схемі на рисунку 11.2, а, з періодичною подачею SП на глибину різання. Обробка поверхні торця деталі закінчується найчастіше з подачею вручну при плавному підведенні заготовки до круга.
Зовнішні конічні поверхні шліфують по двох основних схемах. При обробці заготовок в центрах (рис. 3.3, а) верхню частину столу повертають разом з центрами на кут α так, що положення конічної поверхні твірної співпадає з напрямом подовжньої подачі SПР. Далі шліфують аналогічно до обробки циліндричних поверхонь.
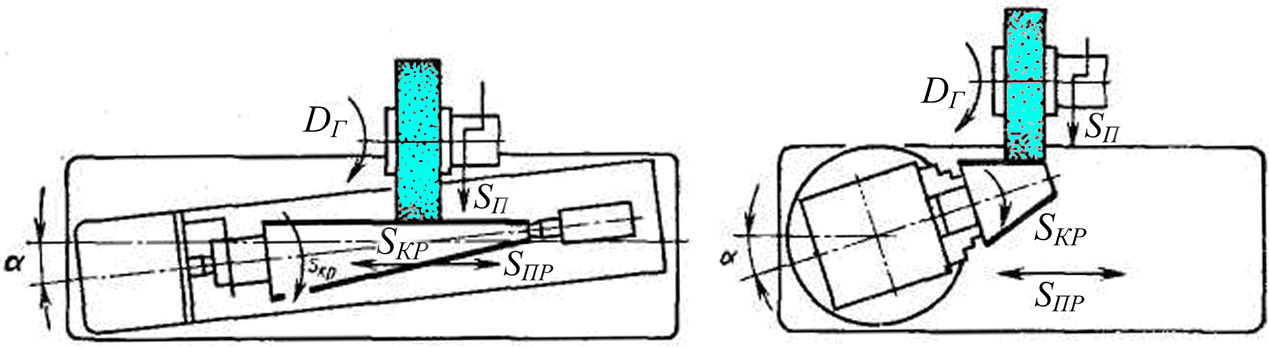
Рисунок 3.3. Схеми шліфування конічних поверхонь
При консольному закріпленні заготовок (рис. 3.3) на кут α (половина кута конуса) повертається передня бабка.