

МЕТОДИЧНІ ВКАЗІВКИ
ДО ВИКОНАННЯ ЛАБОРАТОРНИХ РОБІТ
З ДИСЦИПЛІНИ
«ТЕХНОЛОГІЧНІ ОСНОВИ МАШИНОБУДУВАННЯ»
ЧАСТИНА 2
Міністерство освіти і науки України
Вінницький національний технічний університет
Методичні вказівки
до виконання лабораторних робіт з дисципліни
«Технологічні основи машинобудування»
ЧАСТИНА 2
Вінниця
ВНТУ
2013
Рекомендовано до друку Методичною радою Вінницького національного технічного університету (протокол № __ від __. __. 2013 р.)
Рецензенти:
В. І. Савуляк, доктор технічних наук, професор
Л.К. Поліщук, кандидат технічних наук, доцент
Методичні вказівки до виконання лабораторних робіт з дисципліни «Технологічні основи машинобудування» частина 2/ Укладачі: Ю.А. Бурєнніков, Д.О. Лозінський, О.Л. Брицький – Вінниця: ВНТУ, 2013.–47с.
Методичні вказівки містять теоретичний матеріал та алгоритм виконання лабораторних робіт з дисципліни «Технологічні основи машинобудування» для студентів спеціальності «Технології машинобудування» всіх форм навчання.
Методичні вказівки виконано згідно з програмою дисципліни «Технологічні основи машинобудування» частина 2 ВНТУ.
ЗМІСТ
-
1 Лабораторна робота №1..…………………………………….
4
2 Лабораторна робота №2……………..…………......................
15
3 Лабораторна робота №3………….…..………………………
26
4 Лабораторна робота №4……………………………………...
39
Лаборатона робота №1 Технологія обробки заготовок деталей машин на вертикально-свердлильному верстаті
Мета роботи : вивчити конструкцію та основні вузли вертикально-свердлильного верстата; ознайомитися з основними типами ріжучих інструментів, що використовуються для виконання операцій механічної обробки на вертикально-свердлильному верстаті; ознайомитися з технологічними методами обробки отворів на свердлильних верстатах; ознайомитися з пристроями та допоміжним інструментом, що використовуються на вертикально-свердлильному верстаті.
Короткі теоретичні відомості
Обробка заготовок деталей машин на свердлильних верстатах поширений метод одержання отворів з різними параметрами точності розмірів і шорсткості поверхні. Процес видалення стружки з оброблюваної поверхні при свердлінні реалізується за рахунок обертального руху інструмента (головного руху) та одночасного переміщення інструмента вздовж осі (рух подачі).
На свердлильних верстатах виконують свердління, розсвердлювання, зенкерування, розвертання, цекування, зенкування, нарізування різі та обробку складних отворів в заготовках деталей машин.
Свердлильні верстати за видами робіт, що виконуються, поділяють на вертикально- свердлильні, радіально-свердлильні, багатошпиндельні і одношпиндельні напівавтомати, горизонтально-свердлильні та інші.
1.1 Класифікація верстатів свердлильної групи
Свердлильні верстати служать для обробки отворів інструментом, який виконує одночасно головний (обертальний) рух різання і поступальний рух подачі.
Відповідно до класифікації розрізняють такі типи свердлильних верстатів:
1 – вертикально-свердлильні;
2 – напівавтомати одношпиндельні;
3 – напівавтомати багатошпиндельні;
4 – координатно-розточувальні;
5 – радіально-свердлильні;
6 – розточувальні;
7 – алмазно-розточувальні;
8 – горизонтально-свердлильні;
9 – різні;
Найуніверсальнішими з-поміж них є вертикально-свердлильні та радіально-свердлильні, а найпоширенішими – вертикально-свердлильні.
1.2. Обробка заготовок деталей машин на свердлильних верстатах
Особливістю вертикально-свердлильних верстатів є наявність у них шпинделя з вертикальною віссю обертання. На цих верстатах обробляють заготовки порівняно невеликої маси.
Вертикально-свердлильний верстат (рис.1.1) складається з таких основних частин: фундаментальної плити 1, станини 2, стола 1, коробки подач 4 і коробки швидкостей 5.
Станина являє собою порожнинний чавунний виливок з вертикальними напрямними, по яких можна пересувати стіл і коробку подач. Нижньою частиною станина опирається на фундаментальну плиту. Вгорі на станині змонтована коробка швидкостей та електродвигун.
Коробка швидкостей призначена для ступеневого регулювання частот обертання шпинделя. Шпиндель входить у шліцевий отвір останнього вала коробки швидкостей і може в ньому пересуватись в осьовому напрямку, що необхідно для здійснення руху подачі.
Коробка подач надає шпинделю різних значень подач. У сучасних вертикально-свердлильних верстатах коробки швидкостей і подач об'єднують в один вузол – шпиндельну бабку.
На столі закріплюють заготовку за допомогою різноманітних універсальних або спеціальних пристроїв.
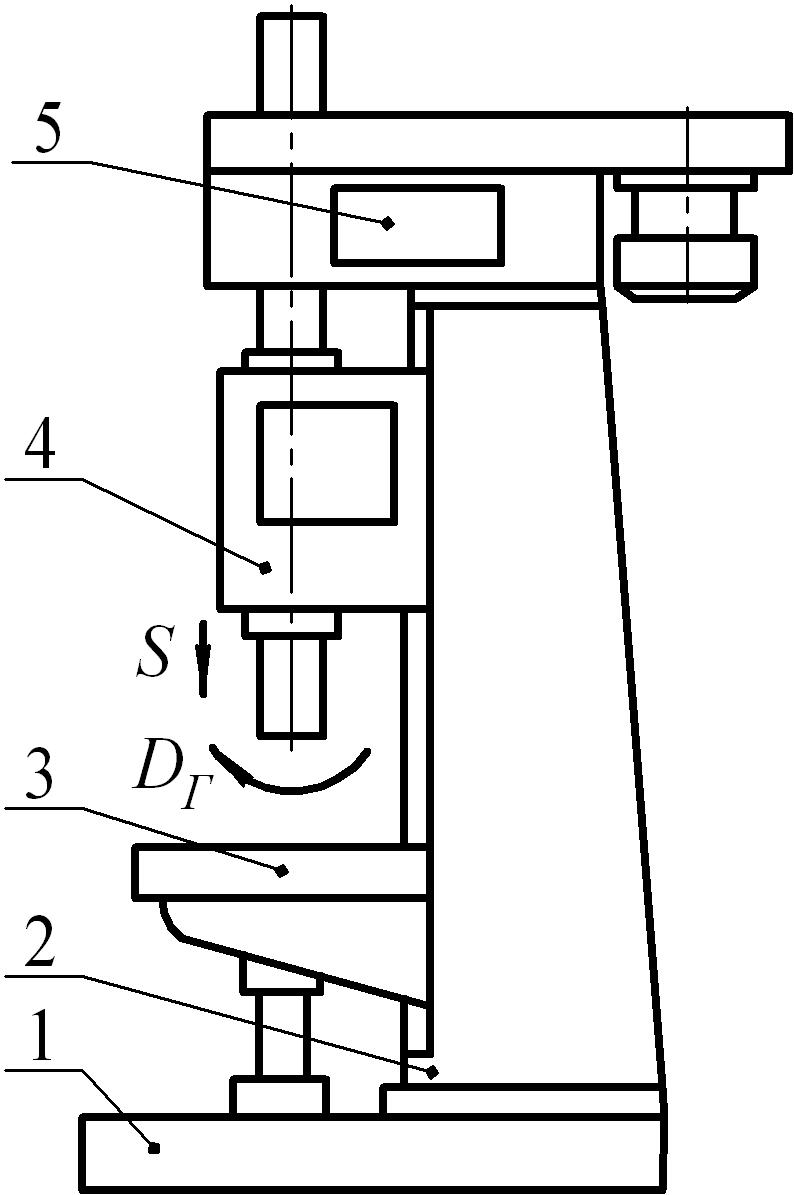
Рисунок 1.1. Загальний вигляд вертикально-свердлильного верстата:
1 – фундаментальна плита; 2 – станина; 3 – стіл; 4 – коробка подач;
5 – коробка швидкостей; DГ – головний рух; S – рух подачі
На радіально-свердлильних верстатах обробляють отвори у масивних заготовках, не змінюючи їх положення. Тут шпиндель разом з інструментом перед обробкою кожного наступного отвору виводять на вісь отвору завдяки поєднанню двох рухів: прямолінійного та обертального.
Радіально-свердлильний верстат (рис.1.2) складається із фундаментальної плити 1, колони 2, поворотної гільзи 3, траверси 4, механізму пересування траверси 5 і шпиндельної бабки 6.
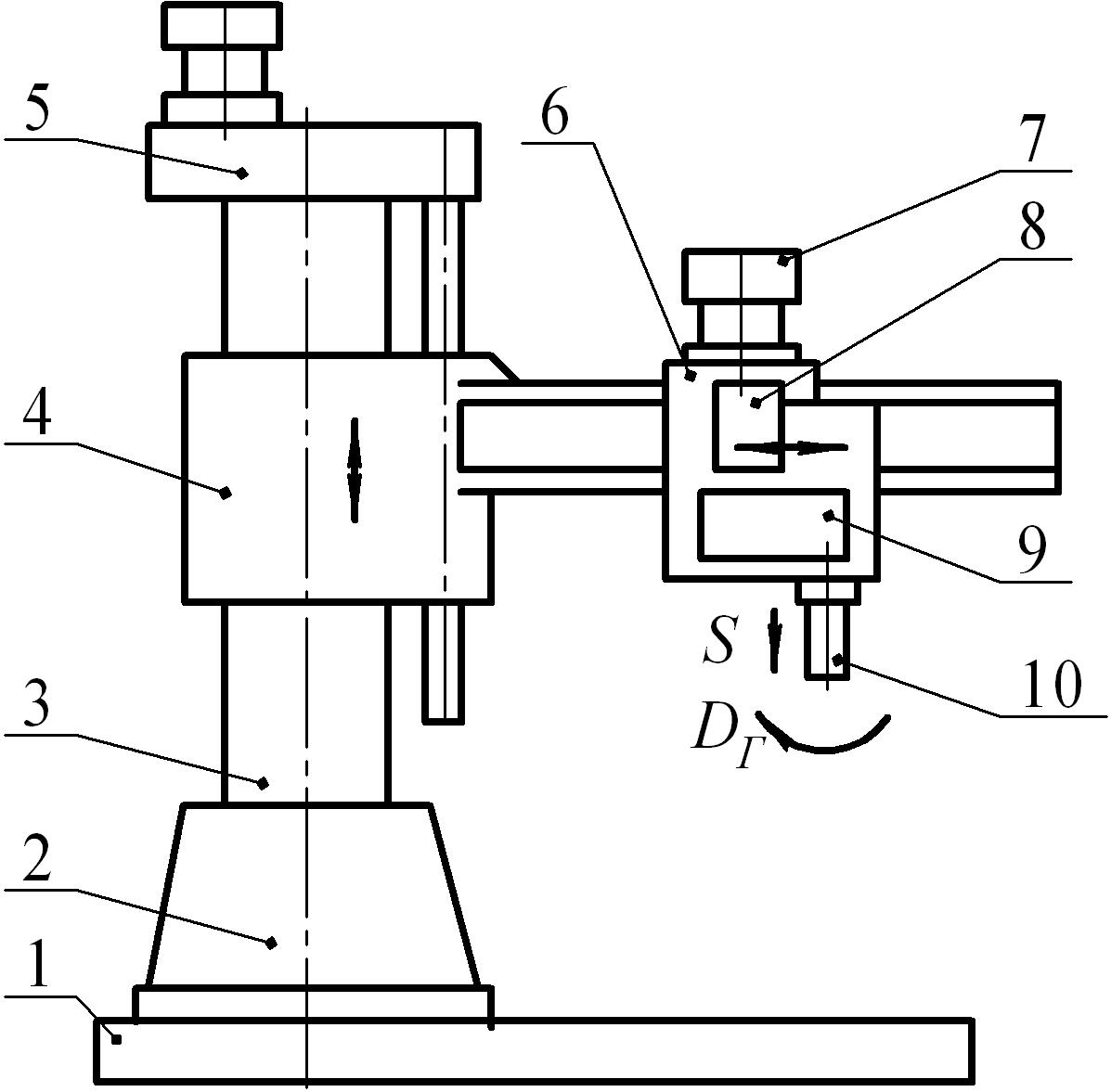
Рисунок 1.2 – Загальний вигляд радіально-свердлильного верстата:
1 – фундаментальна плита; 2 – колона; 3 – поворотна гільза;
4 – траверса; 5 – механізми пересування траверси; 6 – шпиндельна бабка; 7 – електродвигун; 8 – коробка швидкостей; 9 – коробка подач;
10 – шпиндель; DГ – головний рух різання; S – рух подачі
Обертаючи траверсу разом з гільзою навколо осі колони й пересуваючи шпиндельну бабку по напрямних траверси, легко і швидко підводять шпиндель у положення для обробки вибраного отвору. Після перелічених переміщень фіксують у такому положенні шпиндельну бабку на напрямних траверси, траверсу на гільзі й гільзу на колоні за допомогою спеціальних механізмів гідро затиску.
Координатно-розточувальні верстати застосовують для обробки особливо тонких отворів з точною відстанню між їх осями. На них можна також фрезерувати, свердлити, розмічати складні й дорогі заготовки перед обробкою й точно вимірювати потрібні розміри.
Координатно-розточувальні верстати характеризуються підвищеною жорсткістю й застосовують переважно в інструментальних цехах для обробки точних штампів, прес-форм і пристроїв.
Одностойковий координатно-розточувальний верстат (рис.1.3) складається зі станини 1, стояка 3, розточувальної головки 4, стола 6, поперечних направляючих 2.
Коробка швидкостей і коробка подач шпинделя змонтовані всередині верхньої частини стойки.
Розточувальну головку зі шпинделем можна пересувати вручну по вертикальних напрямних стойка. Від електродвигуна через коробку швидкостей шпиндель 5 отримує головний рух різання DГ і через коробку подач – рух подачі S.
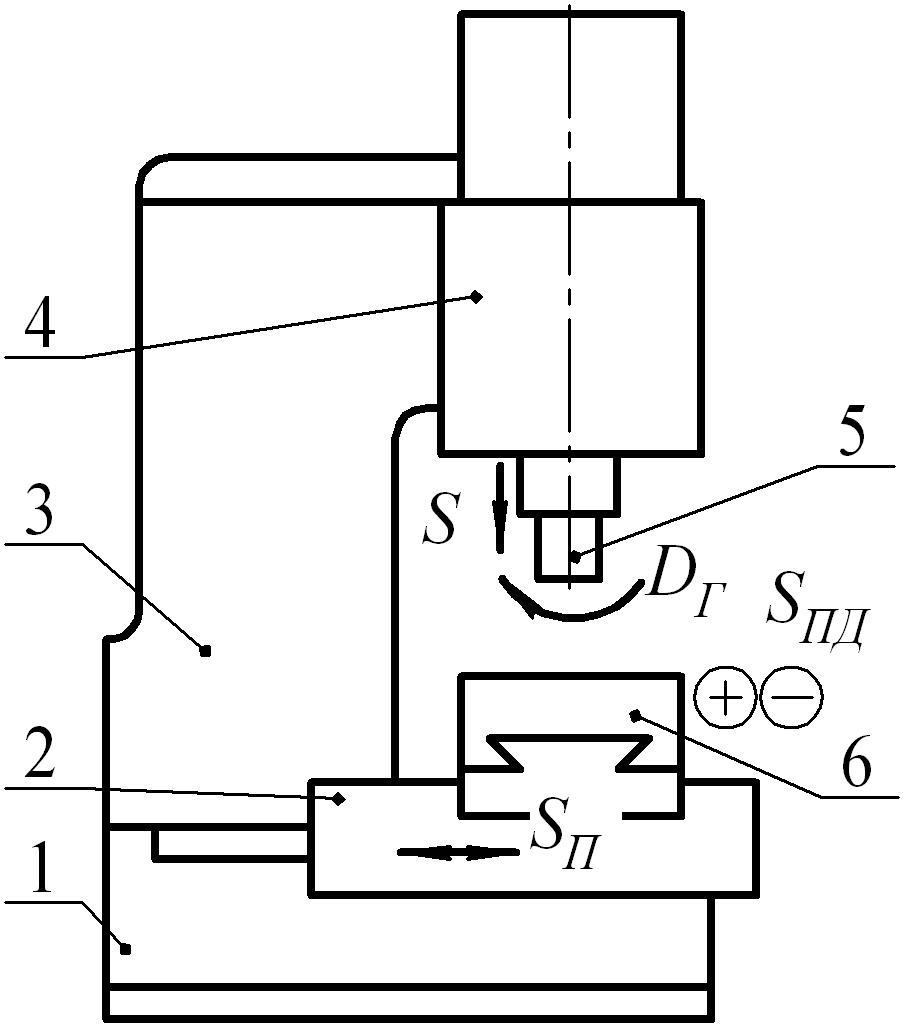
Рисунок 1.3. Координатно розточувальний верстат:
1 – станина; 2 – поперечні направляючі; 3 – стойка; 4 – розточувальна головка; 5 – стіл; 6 – шпиндельна бабка; DГ – головний рух різання;
S – рух вертикальної подачі; SПД, SП.– рухи повздовжньої та поперечної подач
Заготовку закріплюють на столі верстата. Верстат обладнаний спеціальною оптичною системою для точного відліку переміщень стола по двох координатах відносно шпинделя. Розточують отвір при закріпленому столі й розточувальній головці. У шпинделі можна закріпити оправку з різцем, фрезу або свердло.
Координатно-розточувальні верстати встановлюють в ізольованих приміщеннях зі сталою температурою.
Горизонтально-розточувальні верстати служать для свердління, розточування, зенкерування й розрізання взаємно пов'язаних отворів, підрізування та фрезерування торцевих плоских поверхонь, рідше для обточування зовнішніх циліндричних поверхонь, обробки внутрішніх і зовнішніх різей, конічних поверхонь, рівчаків. Верстати доцільно використовувати в одиничному й серійному виробництві. Горизонтально-розточувальний верстат (рис.1.4) складається зі станини 1, переднього стояка 7, шпиндельної бабки 6 з розточувальним шпинделем 1, планшайби 5, з радіальним супортом 11, заднього стояка 2 з люнетом 3 та стола 4 з поздовжніми 9 й поперечними 8 направляючими.
Якщо в деталі повинні бути отвори з точними міжосьовими відстанями, то після обробки першого отвору стіл із заготовкою пересувають на точно задану відстань у горизонтальному напрямку, а в разі необхідності шпиндельну бабку пересувають точно у вертикальному напрямку. Якщо осі отворів взаємно перпендикулярні, то заготовку зі столом перевертають на кут 90°.
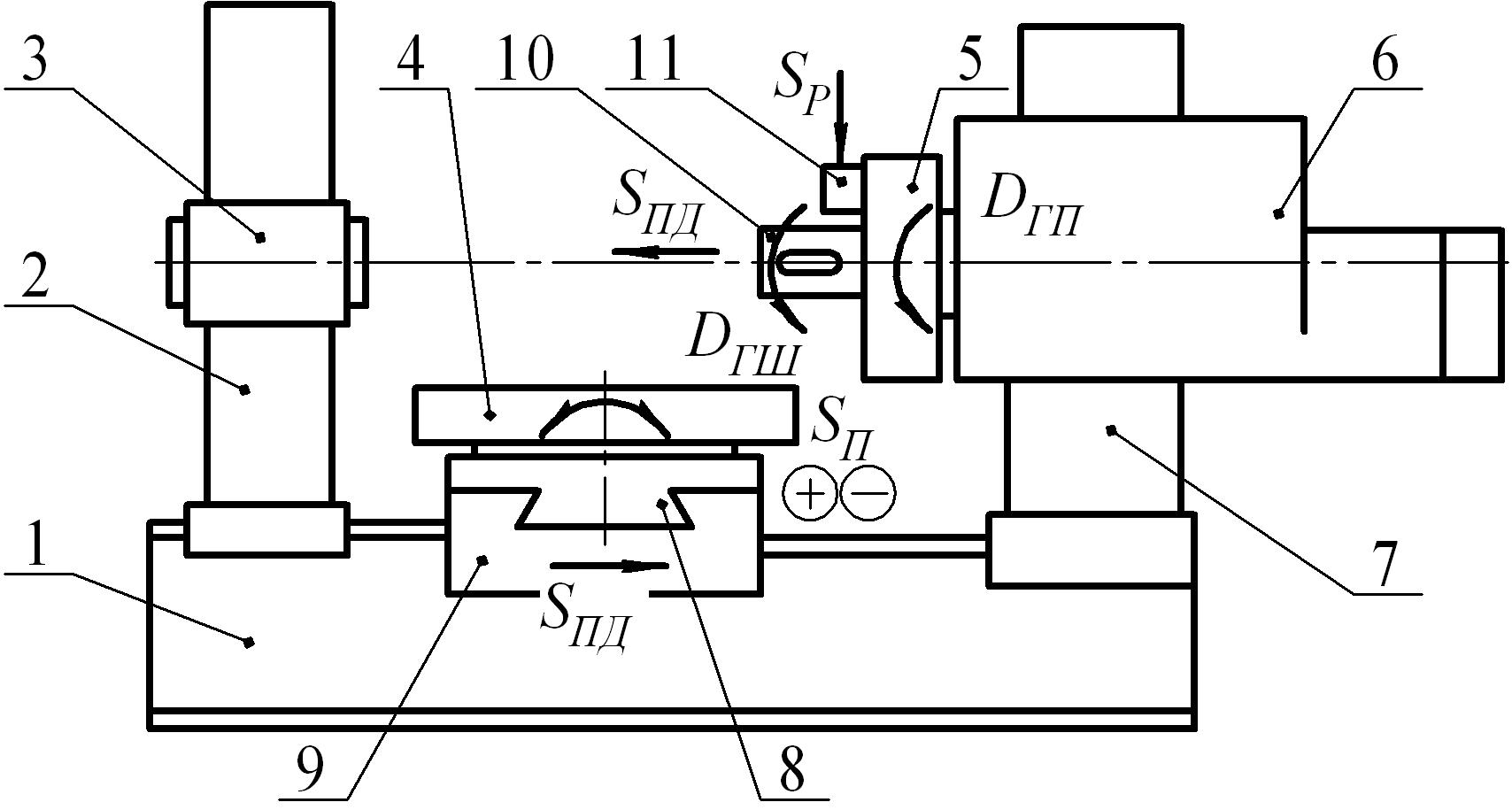
Рисунок 1.4 – Горизонтально розточувальний верстат: 1 – станина;
2 – задній стояк; 3 – люнет; 4 – стіл; 5 – планшайба; 6 – шпиндельна бабка; 7 – передня стійка; 8, 9 – поперечні та повздовжні направляючі відповідно; 10 – шпиндель; 11 – радіальний супорт; DГП, DГШ – головний рух різання; SПД – рух повздовжньої подачі; SП, SР.– рухи поперечної та радіальної подач відповідно