

6.5 Структура привода станка
Приводы станков предназначены для осуществления движений: главного, подач и вспомогательных. Эти движения могут быть независимые и строго согласованные, определяющие простую или сложную разветвляющиеся структуры. Обобщенная структура привода металлорежущего станка включает (рис. 6.3): 1) двигатель (Дв) вращательного или поступательного действия; 2) звенья, устройства и механизмы передачи движения — передаточные механизмы (ПдМ); 3) звенья, устройства и механизмы преобразования движения — преобразовательные механизмы (ПрМ); 4) исполнительный рабочий орган (РО); 5) устройства управления (УУ), обеспечивающие включение, выключение, реверсирование, измерение и регулирование движения.
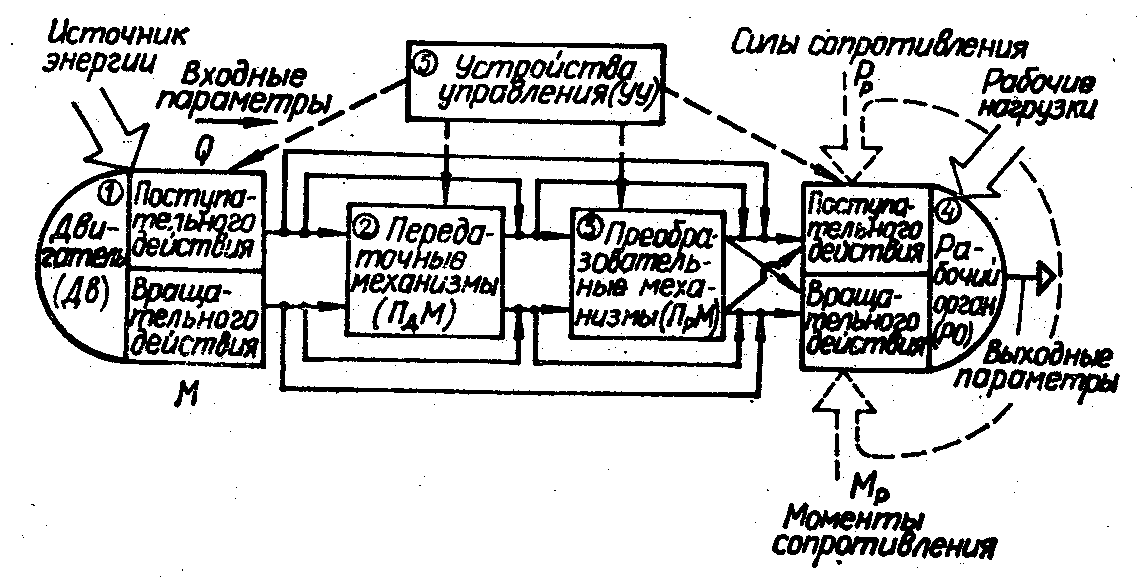
Рисунок 6.3 – Обобщенная структура привода металлорежущего станка
6.6 Особенности построения сверлильных, расточных и фрезерных станков с чпу
Сверлильные станки с ЧПУ изготавливают вертикально сверлильные (например, 2Р118Ф2 и 2Р135ФЗ) и радиально-сверлильные. Производительная координатная обработка деталей (типа крышек, фланцев, панелей и др.) без предварительной разметки и применения кондукторов осуществляется за счет применения крестового стола, последовательной работы несколькими инструментами, установленными в револьверных головках, применения многоинструментальных головок, автоматизации позиционирования и работы вдоль оси Z.
В последнее время при использовании сверлильных станков с ЧПУ в ГПС (в условиях средне- и мелкосерийного производства) применяются сменные многошпиндельные головки (СМГ) с устройствами для их накопления (хранения) и автоматической смены, что обеспечивает получение довольно высокой производительности обработки наряду с достижением определенной гибкости при переналадках. В станке системы «Хонсберг» (рис. 6.4) автоматическая смена головок осуществляется поворотным рычагом за 18 с. СМГ кассетного типа (рис. 6.9) представляют собой корпусные плиты, в отверстиях которых в специальных втулках на подшипниках качения жестко закреплен требуемый набор инструментов, т. е. СМГ имеют вид съемной передней насадки одношпиндельного сверлильно-расточного станка. Шпиндельная бабка станка с разъемной передней насадкой в виде СМГ перемещается по направляющим вертикальной стойки. Связь и привод вращения отдельных инструментов в СМГ осуществляется с помощью шарнирных валиков.
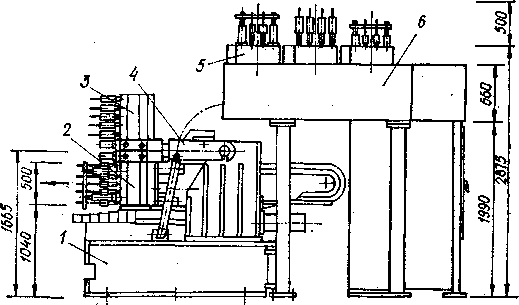
Рисунок 6.4 – Сверлильный станок с ЧПУ и автоматической сменой многошпиндельных головок:
1 — основание станка; 2 — СМГ в позиции обработки; 3 — СМГ в позиции смены; 4 — поворотный рычаг: 5 — СМГ в магазине; в — магазин, СМГ (до 10 головок)
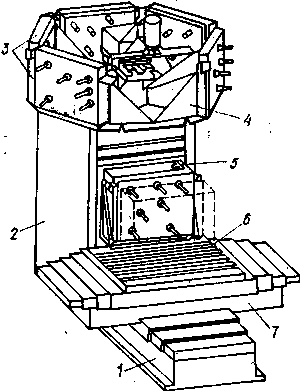
Рисунок 6.5 – Концепция конструкции сверлильно-расточного станка с ЧПУ и автоматической сменой многошпиндельных головок кассетного типа:
1 — основание; 2 — стойка; 3 — магазин СМГ (на 6 головок); 4 — СМГ в позиции смены; 5 — СМГ в позиции обработки; 6 — рабочий стол с обрабатываемым изделием; 7 — салазки.
Расточные станки с ЧПУ могут быть с горизонтальным и вертикальным расположением шпинделей. Горизонтально-расточные станки (например, 2611Ф2, 2А620Ф2, 2А622Ф2 и др.) имеют рабочий стол с вертикальной осью поворота, фиксирующийся, как минимум, в четырех положениях под углом 90° по командам управляющей программы; иногда – это четвертая управляемая координата.
Кроме автоматизации рабочих перемещений в станках автоматизировано изменение частот шпинделя и подач рабочих органов, зажим и разжим рабочих органов после позиционирования и перед перемещением, включение и выключение охлаждения. Вне автоматизации – смена инструмента. Совершенствование расточных станков идет по пути создания условий для высокопроизводительной обработки за счет большей мощности привода, жесткости и виброустойчивости системы. Направляющие исполнительных устройств делают комбинированными: по основным поверхностям — направляющие скольжения; по боковым — качения. В приводах подач используют приводы постоянного тока, в том числе высокомоментные.
Вертикально-расточные станки (например, 2450АФ2, 2Д450Ф2) в значительной мере повторяют компоновки координатно-расточных станков, имеют три управляемые координаты. Все подвижные исполнительные органы снабжены гидромеханическими зажимными устройствами, осуществляющими зажим пакетами тарельчатых пружин, а отжим — гидроцилиндром. Фрезерные станки с ЧПУ имеют компоновки вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных станков (рис. 6.10). Вертикальные станки делят на консольные (например, 6Р11ФЗ, 6Р13ФЗ), имеющие меньшую массу и занимающие меньшую площадь в одноинструментальном (рис. 6.6, а) и многоинструментальном, с револьверной головкой (рис. 6.6, б) исполнениях, однако из-за низкой жесткости в варианте с ЧПУ мало перспективны. В бесконсольных станках вертикальное перемещение имеет фрезерная головка, а стол установлен на массивном основании с перемещениями по осям X' и У, что обеспечивает высокую жесткость. Бесконсольные станки (например, 6520ФЗ) могут быть одноинструментальными (рис. 6.6, в) или с револьверными головками (рис. 6.6, г).
Продольно-фрезерные станки, например, 6М610ФЗ (рис. 6.6, д) чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная фрезерная головка (координата Z). В конструкции направляющих этих станков применяют направляющие качения. Выбор зазора в приводах подач обеспечивает встречное и попутное фрезерование. Передний конец шпинделя фрезерных станков имеет наружный фланец с посадочной цилиндрической поверхностью и крепежными резьбовыми отверстиями и двумя шпонками по торцу, а также внутреннее коническое отверстие с несамотормозящим конусом 7 : 24.
На одностоечном продольно-фрезерном станке (рис. 6.6, е) обычно встраивают поворотный стол.
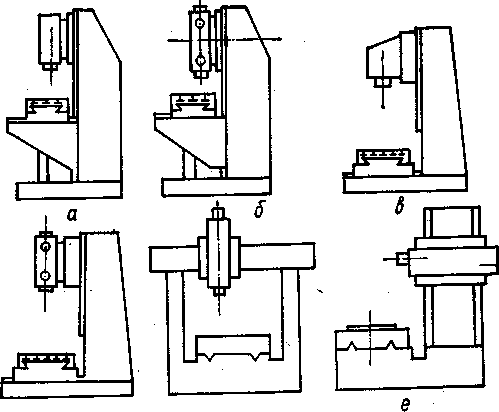
Рисунок 6.6 – Исполнение фрезерных станков с ЧПУ
Большинство вертикально-фрезерных станков снабжено контурной системой ЧПУ, а продольно-фрезерные — как контурной, так и позиционной, обеспечивающей прямоугольную обработку.
В последнее время с использованием принципа агрегатирования узлов происходит слияние различных групп станков: сверлильных, фрезерных, расточных. Реализация этого принципа приведена на рис. 6.11. Во всех исполнениях сохраняется крестовый стол, который может быть двух модификаций по длине и оснащен накладным поворотным столом. Предусмотрен также вариант выполнения станка с двумя поворотными столами, позволяющими устанавливать следующую деталь во время обработки предыдущей. Станок может быть с горизонтальным и вертикальным шпинделем.