

4.3 Выбор и описание режущего инструмента
При выборе режущего инструмента необходимо исходить из способа обработки и типа станка, формы и расположения обрабатываемых поверхностей, материала заготовки и его механических свойств .
Инструмент должен обеспечить получение заданной точности формы и размеров, требуемую шероховатость обработанных поверхностей, высокую производительность и стойкость, должен быть достаточно прочным, виброустойчивым, экономичным.
Для обработки поверхностей детали используем следующие инструменты:
Токарный подрезной резец 2112-0013 ГОСТ 18880 - 73

Рисунок 2 – Токарный подрезной резец 2112-0013 ГОСТ 18880 – 73
Токарный проходной отогнутый резец 2102-0503 ГОСТ 18868 - 73
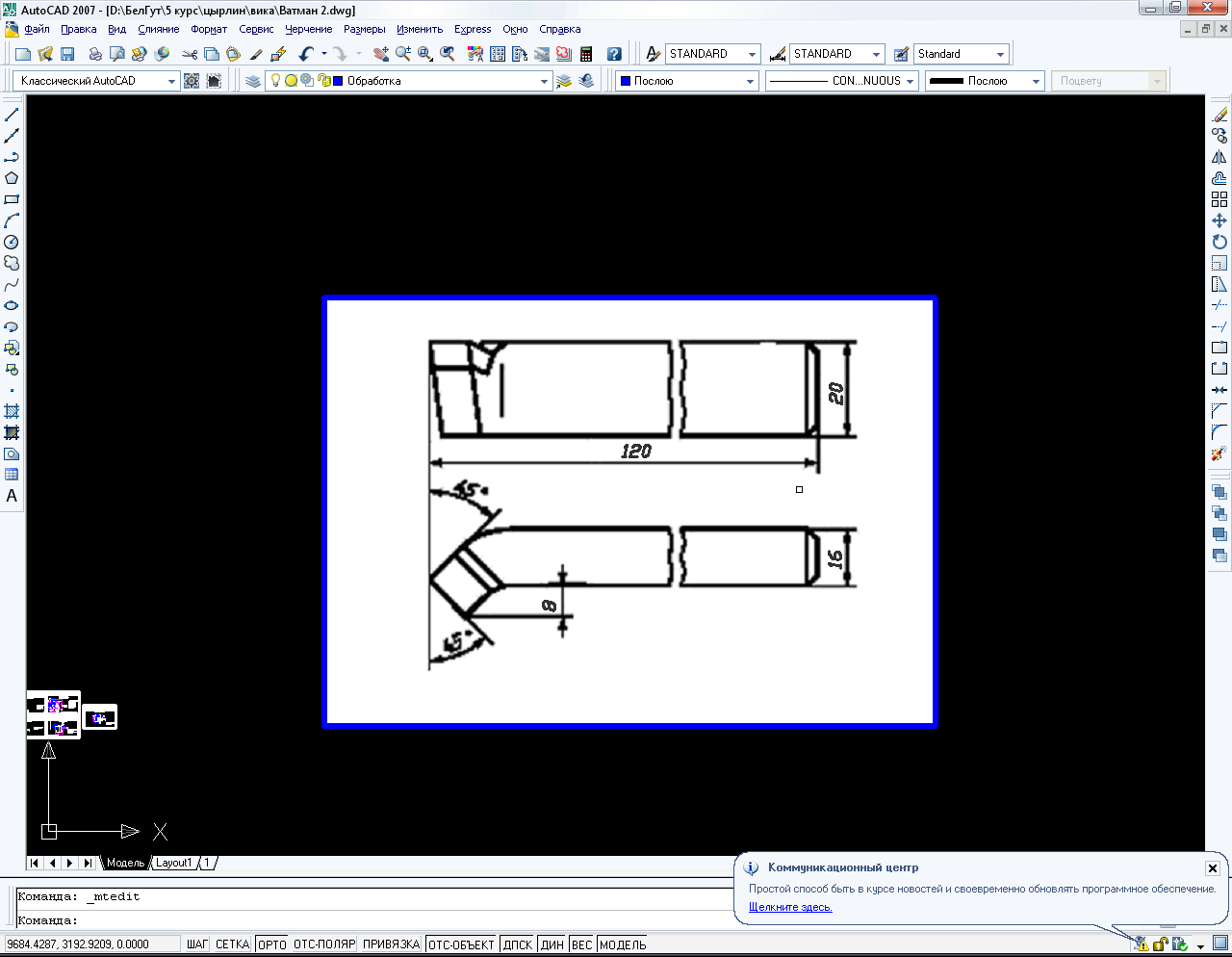
Рисунок 3 – Токарный проходной отогнутый резец 2102-0503
ГОСТ 18868 – 73
Токарный расточной резец для глухих отверстий 2141-0557 ГОСТ 18873-73
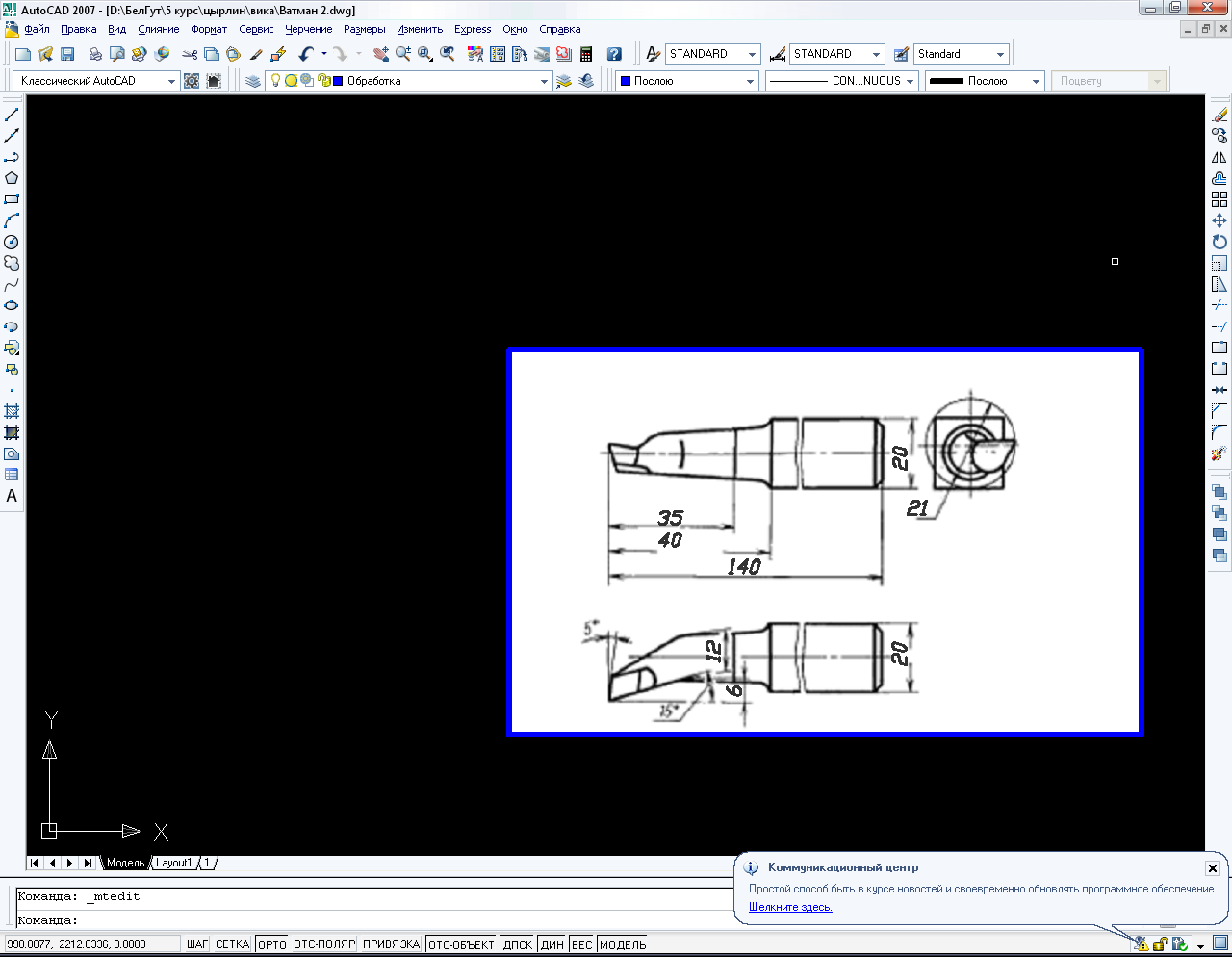
Рисунок 4 – Токарный расточной резец для глухих отверстий 2141-0557 ГОСТ 18873-73
Токарный расточной резец для сквозных отверстий 2140-0005 ГОСТ 18882-73

Рисунок 5 – Токарный расточной резец для сквозных отверстий 2140-0005
ГОСТ 18882-73
ПРОТЖКА
Сверло 2301-0020 ГОСТ 10903-77
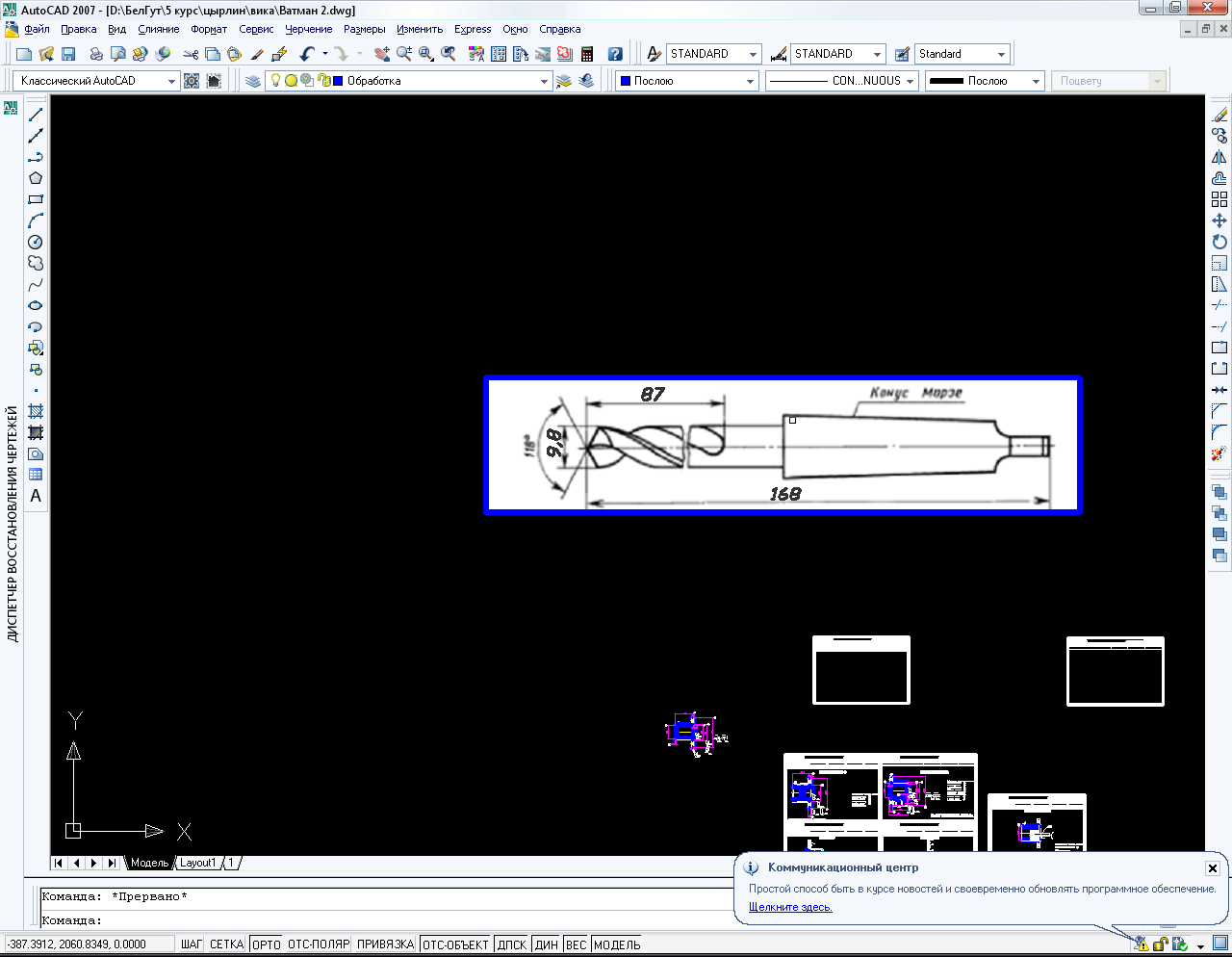
Рисунок 7 – Сверло 2301-0020 ГОСТ 10903-77
Зенковка 2353-0133 ГОСТ 14953-80
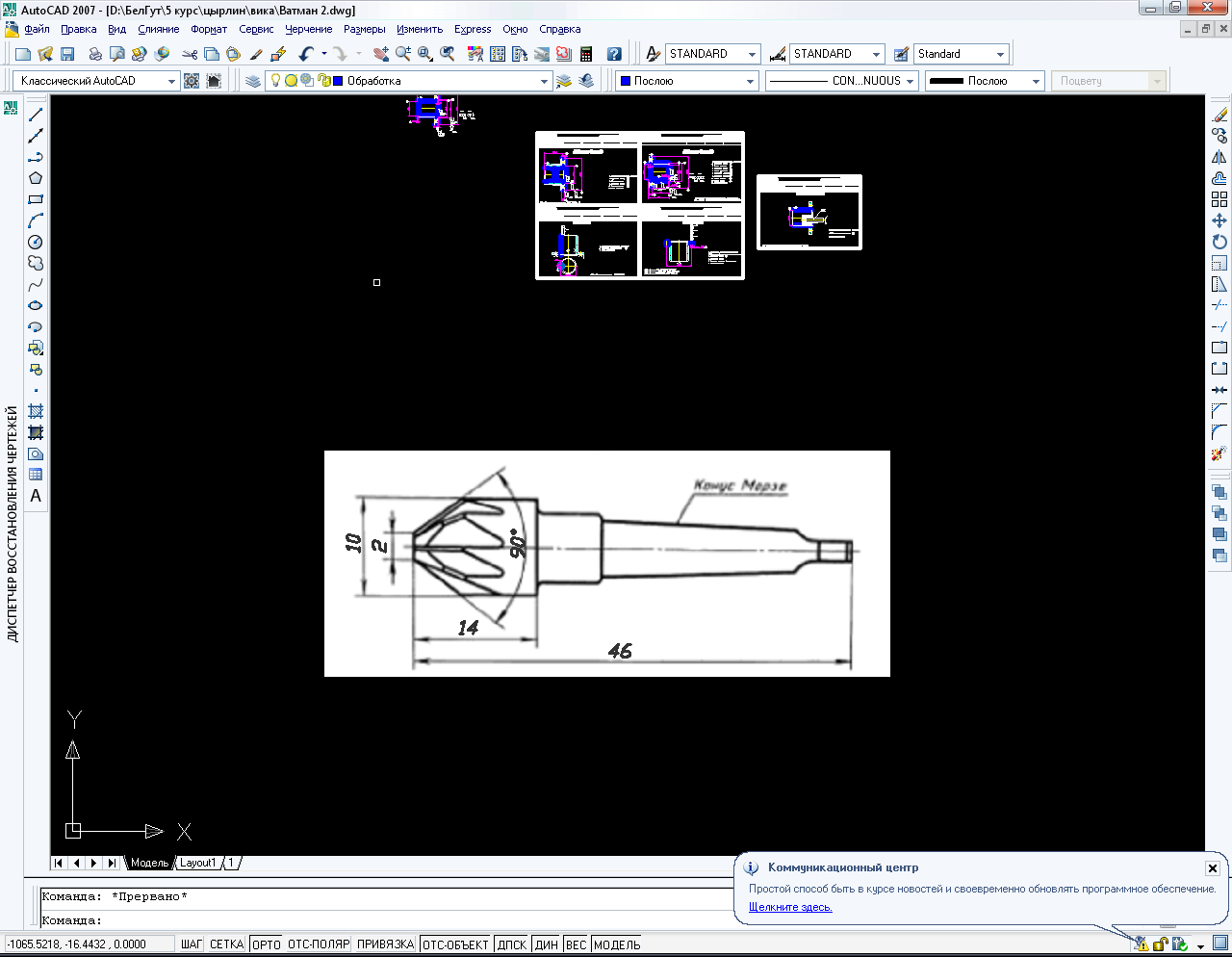
Рисунок 8 – Зенковка 2353-0133 ГОСТ 14953-80
Метчик 2620-1433.2 ГОСТ 3266-81

Рисунок 9 – Метчик 2620-1433.2 ГОСТ 3266-81
Шлифовальна головка
4.4 Выбор измерительного инструмента
Для межоперационного и окончательного контроля линейных размеров выберем штангенциркуль ШЦ-II ГОСТ 166-89, для контроля диаметра Ø70/s6 – калибр-скобу.
5.Расчёт режимов резания
5.1Расчет режима резани при точении
Вначале определим для заданной обрабатываемой поверхности глубину резания t, мм поверхность (I), из условия максимального числа проходов. Количество черновых и чистовых проходов зависит от материала и качества поверхности заготовки, величины припуска, требуемых точности и шероховатости обработанной поверхности, материала режущей части инструмента.
1) Глубина резания t, мм, (при наружном продольном точении)

t= , (1)
где D0 –диаметр поверхности до обработки , мм;
D1 – диаметр поверхности после обработки, мм.
t= мм,
мм,
Так как глубина резания не превышает 5 мм, то обработку производим за один проход.
2) Найдём значение подачи S, мм/об по формуле :
S= ,
(2)
,
(2)
где r – радиус скругления вершины резца, мм;
Rz – высота неровностей по ГОСТ 2789 – 73, мм.
S=
 мм/об;
мм/об;
Для дальнейших расчётов значение подачи принимается ближайшее меньшее по паспорту станка.
S1=0,05 S4=0,09 S7=0,15 S10=0,25 S13=0,4 S16=0,7 S19=1,2 S22=2
S2=0,06 S5=0,1 S8=0,175 S11=0,3 S14=0,5 S17=0,8 S20=1,41 S23=2,4
S3=0,075 S6=0,125 S9=0,2 S12=0,35 S15=0,6 S18=1 S21=1,6 S24=2.8
Принимаем фактическую подачу Sф = 0,06 , мм/об.
3) Расчётная скорость резания при точении Vp, м/мин, вычисляется по эмпирической формуле

, (3)
где Cv – коэффициент, зависящий от материала инструмента, заготовки и условий обработки;
T – расчётная стойкость инструмента;
Xv, Yv – показатели степени влияния t и S на Vp;
Kv – поправочный коэффициент на изменённые условия, который определяется последующей формуле
KV= KMV KnV KUV KΨV KФV, (4)
Значения коэффициентов и показателей степени :
Сv=350; Xv=0,15; Yv=0,35; m=0,2; KMv=750/σв=750/980=0,77; Knv=0,8; KUv=1,00; Kφv=1,0; KФv=1,0.
По формуле (4) получаем
Kv = 0,77·0,8·1·1·1 = 0,62
Тогда по формуле (3) подсчитываем расчётную скорость резания

, м/мин
4) По расчётной скорости резания определяется частота вращения шпинделя, об/мин

, (5)
где D0 –диаметр поверхности до обработки , мм;
С учётом полученных величин, частота вращения шпинделя станка равна

Из паспортных данных станка принимается фактическая величина частоты вращения шпинделя:
n1= 12,5 n4= 25 n7=50 n10=100 n13=200 n16=400
n2= 16 n5=31,5 n8=63 n11=125 n314=250 n17=500
n3= 20 n6= 40 n9=80 n12=160 n15=315 n18=630
n19=800 n20=1000 n21=1250 n22=1600
Принимаем фактическую частоту вращения шпинделя– nФ = 1000,об/мин.
Фактическая скорость резания определяется по формуле

, (6)
где D0 –диаметр поверхности до обработки , мм;
nФ – фактическая частота вращения шпинделя;
Фактическая скорость резания равна

5) Определяем приемлемость найденных режимов резания
Найденные режимы могут быть приняты только в том случае, если развиваемый при этом крутящий момент на шпинделе Мшп будет больше момента создаваемого силами резания Мрез, или равен ему.
Мшп ≥Мрез (7)
Определяем тангенциальную силу Рz, создающую крутящий момент Мрез определим по формуле
Pz=CpztXpzSфYpz VфnpzKp (8)
где Cpz-коэффициент, зависящий от материала и условий обработки;
Xpz, Ypz, npz-показатели степени влияния режимов резания на силу Pz;
Поправочный коэффициент на измененные условия, подсчитываемый как произведение ряда поправочных коэффициентов, вычисляется по формуле:
Kp=KMPKpKpKupKp (9)
Числовые значения коэффициентов и показателей степеней приведены в литературе [1]:
Cpz=300*9,8=2940 H; xPz=1,0; yPz=0,75; nPz=-0,15; KMр=(σв/750)0,75=(980/750)0,75=1,22; Kφр=1,0; Kγр=1,1; Krр=1,0; Kλр=1,0.
Таким образом по формуле (9)получаем :
Kp = 1,22·1,0·1,1·1,0·1,0 = 1,34
Тогда по формуле (8) находим тангенциальную силу РZ
Pz=29402,710,060,75173-0,151,34=587, H
Крутящий момент, Н·м, потребный на резание, подсчитываем по формуле

, Н·м (10)
Подставляя численные значения в формулу (10) получаем
 ,
Нм
,
Нм
Крутящий момент, развиваемый на шпинделе и рассчитанный по слабому звену, принимается из паспортных данных станка, Н·м

, Н·м (11)
где
 -мощность
приводного электродвигателя, кВт;
-мощность
приводного электродвигателя, кВт;
ή – КПД станка.
Подставляя численные значения в формулу (11) получаем
 Нм,
Нм,
Условие приемлемости режимов резания Мшп ≥ Мрез выполняется, то есть потребляемый на резание крутящий момент получился меньше развиваемого на шпинделе, значит станок выбран правильно.
6) Определяем коэффициент использования полезной мощности станка по формуле
 ,
(12)
,
(12)
где Nпод – потребная мощность на шпинделе

, кВт (13)
где Nэ = эффективная мощность на резание, кВт, определяемая по формуле
, кВт (14)
кВт (14)
Подставляя полученные значения в формулу (14) получим
 , кВт
, кВт
Найденную эффективную мощность подставим в формулу (13)
 , кВт
, кВт
Тогда найдём коэффициент использования мощности по формуле (15)

7) Подсчитываем фактическую стойкость инструмента ТФ мин, с учётом показателя стойкости m по формуле
 ,
мин (16)
,
мин (16)
где VP и T- расчётные значения скорости и стойкости инструмента
Т = 100 мин; Vp = 212,6 м/мин; Vф = 60, м/мин
Подставим в формулу (17) численные значения и определим ТФ

8) Определяем основное технологическое (машинное) время, мин, то есть время затраченное на процесс резания по формуле

, мин (17)
где L – расчётная длина обработки, равная сумме длин: обработки – l, врезания - l1, и перебега - l2;
L = l+l1+l2, (18)
i – число проходов;
nф - частота вращения шпинделя, об/мин;
Sф - подача, мм/об;
За длину обработки l, мм, принимается путь, пройденный вершиной инструмента в процессе резания и измеренный в направлении подачи. Величина врезания l1, мм, при точении вычисляется из соотношения
 ,
(19)
,
(19)
где t – глубина резания, мм;
φ – главный угол резца в плане.
Подставим в формулу (19) значения и получим

Найдём расчётную длину обработки по формуле (18)
L = 79+2,7+3 = 84,7 , мм
Тогда по формуле (17)найдём время, затраченное на процесс резания
