

Контрольные вопросы
Укажите цель нагрева стальных заготовок при обработке давлением?
Какие факторы влияют на рост зерна стали при ее нагреве?
Укажите температуры начала и окончания обработки давлением доэвтектоидной и заэвтектоидной стали?
Что такое перегрев и пережог стали и их влияние на свойства стали?
Как устранить перегрев стали?
Почему происходит обезуглероживание поверхностного слоя стали?
При каких условиях образуется видманштеттовая структура?
Указать причины образования строчечной структуры и ее влияние на свойства стали?
-
Дата выполнения
Фамилия студента
Подпись преподавателя
Лабораторная работа № 3 определение коэффициентов расплавления, наплавки и потерь на угар и разбрызгивание при ручной дуговой сварке
I. Цель работы:
Ознакомиться с сущностью ручной дуговой сварки. Определить коэффициенты расплавления р, наплавки н, потерь на угар и разбрызгивание и количество наплавленного металла Qн в зависимости от сварочного тока. Построить графики.
II. Краткие сведения из теории
2.1. Указать сущность процесса и записать формулы, определяющие основные коэффициенты.
III. Порядок выполнения работы
3.1. Определить коэффициенты расплавления (р), наплавки (н ), потерь на угар и разбрызгивание ( ) и количества наплавленного металла при ручной дуговой и автоматической сварке (Qн). Условия проведения эксперимента и результаты опытов занести в таблицу 1.
Таблица 1
№ пп |
Электрод |
Сила тока, А |
Время горения дуги, с |
Вес пластины, г |
Вес наплавленного металла, Gн |
Длина электрода, см |
Вес расплавленного металла, Gн |
Коэффициент рас-плавления р г/Ач |
Коэффициент наплавки н г/Ач |
Коэффициент потерь , % |
Производительность процесса, г/ч |
|||
Марка |
Диаметр, мм |
До наплавки, G1 |
После наплавки, G2 |
До наплавки, L1 |
После наплавки, L2 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.2. Определить средние значения коэффициентов р, н, и Qн, полученные при различных режимах сварки. Результаты опытов занести в таблицу 2.
Таблица 2.
Марка электрода |
Значения коэффициентов при токах: |
|||||||||||
I1 = 150 A |
I1 = 200 A |
I1 = 250 A |
||||||||||
р |
н |
|
Qн |
р |
н |
|
Qн |
р |
н |
|
Qн |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
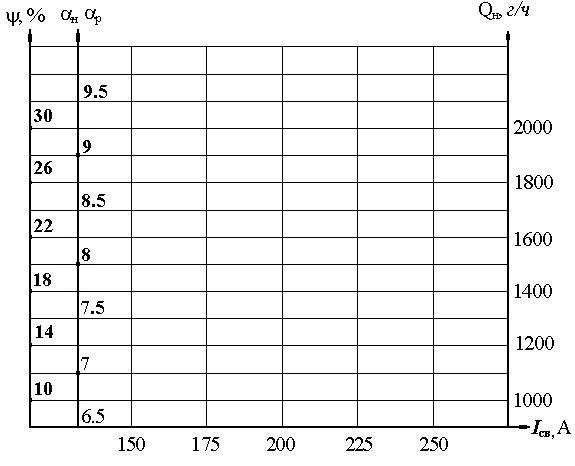
3.3. Построить график зависимости коэффициентов р, н, и Qн от силы сварочного тока.
ВЫВОДЫ ПО РАБОТЕ: