

4.3 Нормы расхода металла и масса заготовки
1. На единицу продукции:
![]() ,
,
где – масса готовой детали;
![]() –
масса технологического
отхода;
–
масса технологического
отхода;
![]() – масса
заготовительного отхода.
– масса
заготовительного отхода.
2. – расчетом или взвешиванием
![]() ,
,
где ![]() – технологические потери материала на
угар, облой, прибыли, литники;
– технологические потери материала на
угар, облой, прибыли, литники;
![]() – припуски, напуски;
– припуски, напуски;
– отход прутка из-за некратности, полосовой отход при вырубке заготовки из листа.
3. и уменьшаются путем совершенствования технологического процесса.
4. Стремление к уменьшению Н, особенно в условиях массового производства.
5. Масса заготовки:![]() =
+
.
=
+
.
4.4 Требования к заготовкам
Минимум припуска на обработку.
Рациональное расположение литейных и штамповочных уклонов.
Повышенная точность размеров.
Минимизация или полное устранение дефектных слоев.
Минимизация припусков – уменьшение количества проходов и переходов – снижение себестоимости.
Штамповочные и литейные уклоны – ограничивают возможность использования поверхностей в качестве технологических баз, снижает точность обработки.
Конструктор должен создать наиболее приемлемую форму заготовки, позволяющую снизить себестоимость механической обработки.
Точность размеров заготовки – максимальное приближение к требованиям чертежа готовой детали – это важно при обработке на настроенных станинах или автоматических линиях.
Наличие дефектного слоя – увеличение припуска, снижение стойкости инструмента.
Без учета влияния этих факторов на механическую обработку невозможно выбрать способ получения заготовки.
4.5 Влияние точности и качества поверхностного слоя заготовки на структуру ее механической обработки
1. Поверхности обрабатываемые и необрабатываемые.
2. I – точность и качество поверхностей обеспечивается способом получения заготовки;
II – все поверхности обрабатываются механически;
III – часть поверхностей обрабатывается, а часть – нет – наиболее многочисленная.
3.Основная тенденция заготовительного производства – повышение точности и улучшения качества поверхностного слоя.
4. Если малая программа – это экономически невыгодно.
5. Пример.
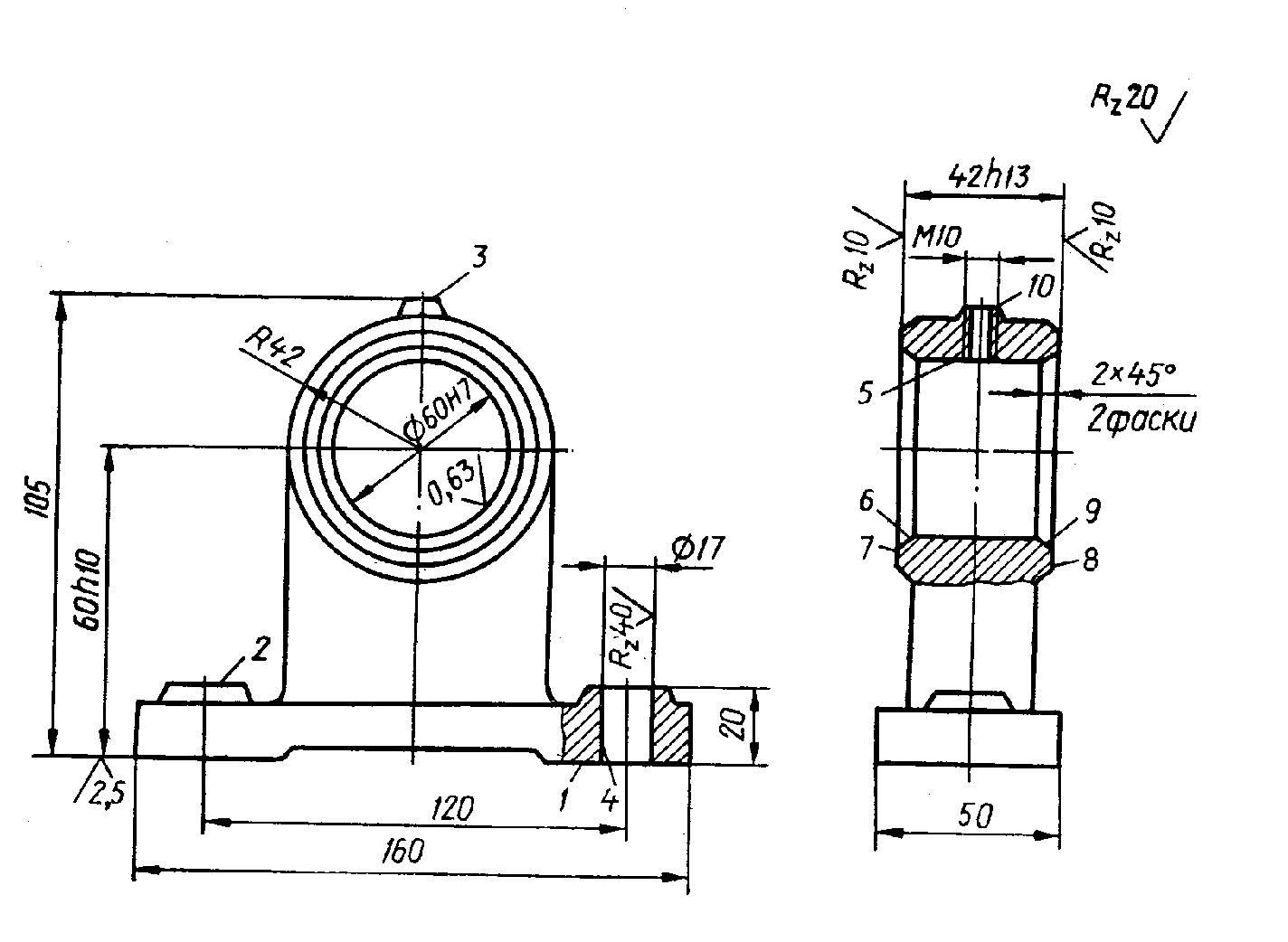
Рис.4.5.1 Корпус подшипника
2,3,4,6,7,8,9 – одинарная обработка;
1 – базовая поверхность – 2 обработка;
5 – исполнительная – 3 обработка;
маршрут обработки каждой из поверхностей различный – квалитет точности и шероховатость;
заготовка – 15…17 квалитет точности;
черновая – 14…10;
чистовая – 7…9;
тонкая – 5…7.
Маршрут обработки
Квалитет точности |
Номер поверхности |
№ этапа обработки |
|||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
17 |
|
|
|
|
|
|
|
|
|
|
1.Заготовительный |
16 |
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
2. Черновой |
13 |
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
4. П/чистовой |
11 |
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
8. Чистовой |
8 |
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
Длительность обработки – 60Н7 пов. 5.
Повышаем точность отливки до 13 квалитета:
пов. 2,3,4,6,9,10,7,8 – не обрабатываются;
стоимость отливки возрастает.
Точность оказывает существенное влияние на структуру технологического процесса и себестоимость изготовления детали.
Способ получения заготовки должен обеспечивать минимальную себестоимость изготовления детали.
Приняв, что
 ,
,
где ![]() – себестоимость;
– себестоимость;
Т – точность,
![]() ,
,
где ![]() – стоимость материала;
– стоимость материала;
![]() – стоимость изготовления заготовки;
– стоимость изготовления заготовки;
![]() – стоимость предварительной, чистовой
и отделочной обработки.
– стоимость предварительной, чистовой
и отделочной обработки.
С увеличением допуска Т:
увеличивается ;
уменьшается ;
увеличивается
 .
.
С уменьшением допуска Т:
увеличивается ;
уменьшается и
 ;
;увеличивается .
Всегда существует такой способ получения заготовки, при котором себестоимость изготовления детали будет минимальной.
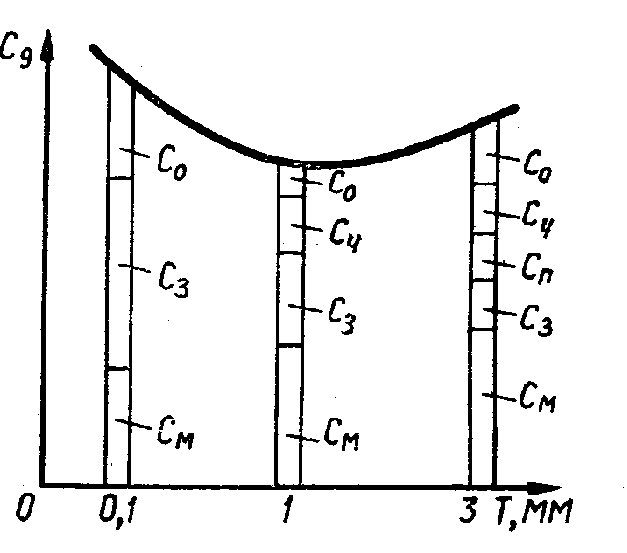
Рис. 4.5.2 Зависимость себестоимости детали СД от допуска Т