

4.1 Факторы, определяющие выбор способа получения заготовок
1. Форма и размеры заготовки:
наиболее сложные – литье;
более простые – ковка, штамповка;
абсолютно простые – прокат;
Литье и ковка – размеры не ограничиваются.
Штамповка и специальное литье – от 10…100 кг.
2. Точность и качество поверхности:
чем выше точность, тем выше стоимость (стоимость оснастка) – уменьшение допуска на износ;
качество поверхности – невозможность механической обработки и эксплуатационные свойства;
Пример:
литье в ПГФ – грубо;
литье под давлением – тонко;
высокая скорость охлаждения – остаточные напряжения, трещины;
деформация детали по истечению времени.
3. Технологические свойства материала:
материал накладывает ограничения на выбор способа получения заготовки;
СЧ – высокие литейные свойства;
СЧ – нулевая пластичность;
если заготовку из одного и того же материала можно получить различными способами, то надо выбирать тот, который даст более высокое качество;
ОМД лучше, чем литье в ПГФ;
мелкозернистость, направленность волокон;
холодная ОД – наклеп в в 1,5…3,0 раза; недостаток – анизотропия свойств вдоль волокон;
сварка – создание неоднородных структур в сварном шве и в около шовной зоне (правильный выбор способа сварки).
4. Программа выпуска:
один из важнейших факторов, определяющих выбор способа получения заготовки;
себестоимость 1-й заготовки:
![]() ,
,
себестоимость производственной партии
С = аП + b,
где а – текущие затраты (М+З+Иэ.о.);
![]() – единовременные
затраты (оснастка);
– единовременные
затраты (оснастка);
П – размер производственной партии;
увеличение П – уменьшение С – такое снижение неоднозначно;
увеличение П>Пi – введение дополнительного оборудования, технологической оснастки;
пределы экономически целесообразные применения различных методов заготовок.
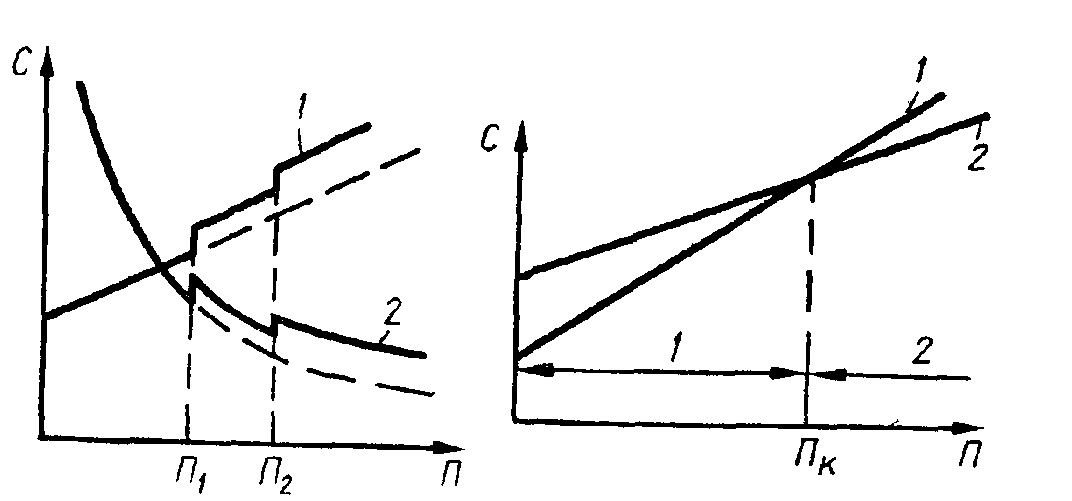
Рис. 4.1.1 Зависимость себестоимости С от размера партии П: П1, П2 — критические значения размеров партии |
|
Рис. 4.1.2 Зависимость себестоимости технологических процессов изготовления заготовки от размера партии |

Рис.4.1.3 Зависимость себестоимости заготовки от метода
ее изготовления (а) и размера производственной партии б)
5. Производственные возможности:
при организации производства нового вида заготовок выбор оборудования производится на основе технико-экономического анализа;
для действующего предприятия технологию изготовления необходимо связать с техническими возможностями действующего оборудования;
наличие и уровень квалификации рабочих;
длительность технологической подготовки производства;
чем больше количество и сложность оборудования, тем больше длительность подготовки;
массовое производство – длительность подготовки больше;
единичное – малая;
для сокращения периода ПП выбирают такой метод, который требует минимальных затрат на оборудование и оснастку.
4.2 Методика выбора способа получения заготовки
1. Анализ чертежей изделий с точки зрения технологичности и технических требований.
2. Устанавливают характер и тип производственного процесса.
3. Устанавливают основные факторы, определяющие выбор вида заготовки и технологии ее изготовления. Факторы определяют в порядке их убывания.
4. Выбирают один или несколько технологических процессов, обеспечивающих заданное качество заготовок.
5. Матрица влияния факторов:
Способ изготовления заготовки |
Факторы |
Сумма |
||||
Форма и размеры |
Точность и качество |
Технологические свойства материала |
Готовая программа |
Производственные возможности |
||
Литье: под давлением по выплавляемым моделям |
+
+ |
+
+ |
–
– |
–
+ |
–
+ |
2
4 |
Ковка |
+ |
– |
+ |
– |
+ |
3 |
Штамповка |
+ |
– |
+ |
+ |
– |
3 |
Лучший способ – литье по выплавляемым моделям = 4.
6. После выбора нескольких вариантов конкретизируют:
последовательность выполняемых операций;
используемое оборудование;
основные и вспомогательные материалы.
7. Определяют технико-экономические показатели и на основании их выбирают наиболее рациональный.
8. Разрабатывают подробный технологический процесс.