

2.2 Качество поверхностного слоя
1. Совокупность всех служебных свойств поверхностного слоя, как результат воздействия на него технологических процессов.
2. Поверхностный слой качественно отличается от сердцевины.
3. Геометрические параметры качества:
волнистость;
шероховатость;
дефекты.
4. Физико-механические параметры качества:
химический состав;
микроструктура;
твердость;
остаточные напряжения.
5. Качество поверхностного слоя определяется:
свойством материала;
технологией изготовления заготовки;
6. Сравнить горячую и холодную штамповку.
7. Выбирая вид заготовки и технологию ее изготовления, необходимо знать точность и качество поверхностного слоя.
3 Технологичность заготовок
1. Технологичность – совокупность свойств, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества.
2. Вопросы технологичности решаются комплексно при:
проектировании заготовки;
выборе метода ее изготовления;
механической обработке;
сборке всего изделия.
3. Технологичность – понятие относительное (литье в кокиль. Единичное – массовое производство).
4. Отработка конструкции на технологичность смещается на стадию проектирования.
5. Качественные показатели технологичности:
«хорошо»-«плохо» – путем сравнения;
производится на стадии проектирования и предшествует количественной оценке.
6. Количественные показатели оценивают технологичность сравниваемых конструкций.
7. Трудоемкость изготовления заготовки:
суммарные затраты времени;
относительная трудоемкость:
 ;
;
отношение
![]()
зависит от типа производства.
8. Технологическая себестоимость:
для одного способа производства:
![]() ,
,
где М – стоимость материалов;
З – зарплата рабочих;
Ии.о. – возмещение износа оснастки;
Соб – расходы на эксплуатацию оборудования.
9. Коэффициент использования металла:
![]() ,
,
где ![]() – масса готовой детали;
– масса готовой детали;
![]() – масса всего
израсходованного металла (литники,
облой).
– масса всего
израсходованного металла (литники,
облой).
10. Коэффициент выхода годного
![]() ,
,
где ![]() – масса заготовки.
– масса заготовки.
11. Коэффициент весовой точности
![]() ,
,
![]() .
.
3.1 Обеспечение технологичности заготовок на стадии проектирования
1. Очертания заготовки – сочетание наиболее простых геометрических форм.
2. Форма и размеры элементов заготовки унифицированы (галтели, уклоны, радиусы, выемки, фаски и т.п.).
3. Точность размеров и шероховатость поверхности должны быть экономически обоснованными.
4. Использовать способы получения заготовок без последующего снятия стружки.
5. Максимально сокращать протяженность обрабатываемых поверхностей.
6. Возможность изготовления из составных частей.
4 Выбор способа получения заготовок
1. Способ получения заготовок зависит от:
служебного назначения и требований;
конфигурации и размеров;
конструкционного материала;
типа производства;
точности размеров;
качества поверхности.
2. Литье:
заготовки любых размеров и сложности;
наличие внутренних полостей, сложных;
точность размеров и качество поверхностей зависит от способа литья;
применение практически всех материалов;
свойства зависят от условий кристаллизации;
возможность образования внутренних дефектов.
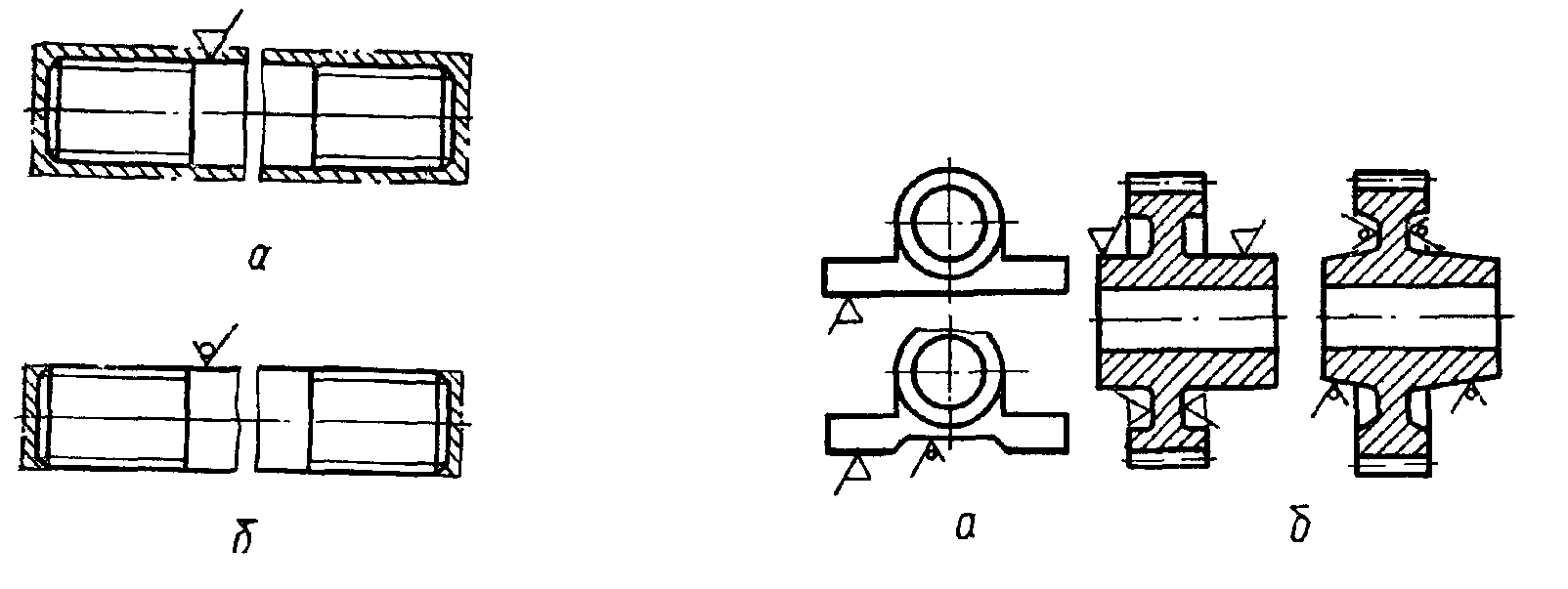
Рис. 4.1 Шпилька, изготовленная обработкой резанием (а) и накатыванием (б) |
|
Рис. 4.2. Примеры уменьшения объема механической обработки за счет уменьшения протяженности обрабатываемых поверхностей (а) и уменьшения их количества (б) |
3. ОМД:
кованые и штампованные заготовки;
прокат горячекатаный и комбинированный;
ковка – единичное производство Q = 200…300 т;
штамповка – заготовки без напусков – близкие по форме к детали, Q =350…500 кг;
точность не уступает отливкам;
заготовки из пластичных материалов;
механические свойства выше, чем литых – волокнистая структура.
4. Сварные заготовки – улучшает изготовление заготовки сложной конфигурации. Слабое место – сварной шов.
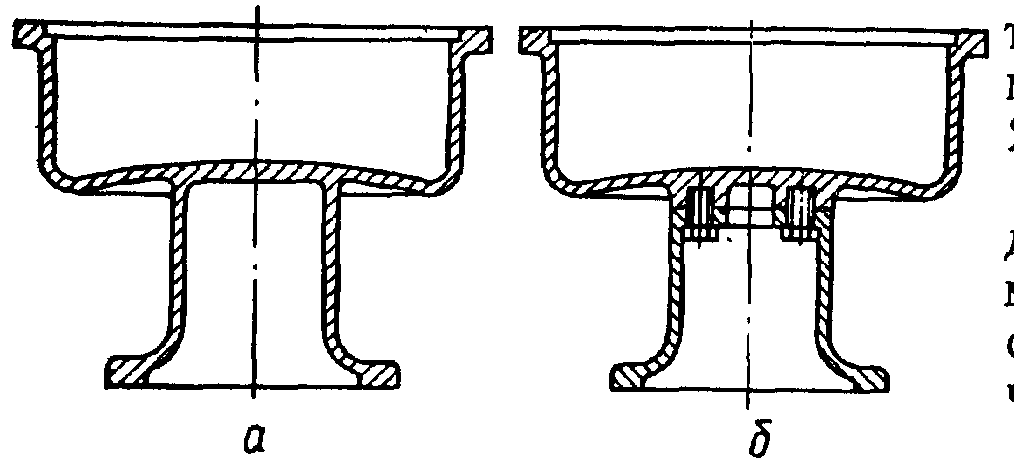
Рис. 4.3 Конструкция цельной (а) и составной (б) детали
5. Комбинированные заготовки – изготовление элементов сложной поковки плюс соединение сваркой.
6. Принципы выбора:
максимальное приближение к форме и размерам детали;
увеличивается трудоемкость и себестоимость изготовления;
необходимость проведения технико-экономического анализа двух этапов производства – заготовительного и механообрабатывающего.
7. Технический принцип – выбранный технологический процесс должен полностью обеспечить выполнение всех требований чертежа и технических условий на заготовку.
8. Экономический принцип – изготовление заготовки с минимальными затратами.
9. Из нескольких равных вариантов технологического процесса выбирают наиболее экономичный.
10. При равной экономичности – наиболее производительный.