

1.1 Назначение заготовительного производства
Обеспечение механических заводов высококачественными заготовками.
Типы заготовок:
отливки – 40%;
поковки – 10%;
сварные – 50%.
Трудоемкость заготовительных работ– 40-45% общей трудоемкости.
Главная тенденция – снижение трудоемкости механической обработки за счет повышения точности формы и размеров.
Заготовка – предмет труда, из которого изменением форм и размеров, свойств поверхности и материала изготавливают деталь.
Три вида заготовок:
машиностроительные профили;
штучные;
комбинированные.
Заготовки характеризуются:
форма и размер – определяет технологию изготовления;
точность размеров – влияет на стоимость;
состояние поверхности – на обработку резанием.
1.2 Припуски, напуски, размеры заготовок
1. Припуск – слой металла, удаляемый с поверхности заготовки с целью получения требуемых по чертежу форм и размеров детали.
2. Общий припуск – слой металла, необходимый для выполнения всех технологических операций для данной поверхности.
3. Операционный припуск – слой металла, удаляемый при выполнении одной технологической операции.
4. Общий припуск равен сумме операционных.
5. Завышенный припуск увеличивает затраты труда, материала, инструмента и электроэнергии.
6. Заниженный припуск:
удорожает получение заготовки;
усложняет установку заготовки в станке;
требует более высокой квалификации рабочего;
снижает качество поверхности.
7. Назначенный припуск должен быть оптимальным.
8. Оптимальный припуск зависит от:
материала;
размеров и конфигурации;
способа получения заготовки;
величины дефектов поверхности заготовки;
9. Методы определения припуска:
опытно-статистический;
расчетно-аналитический.
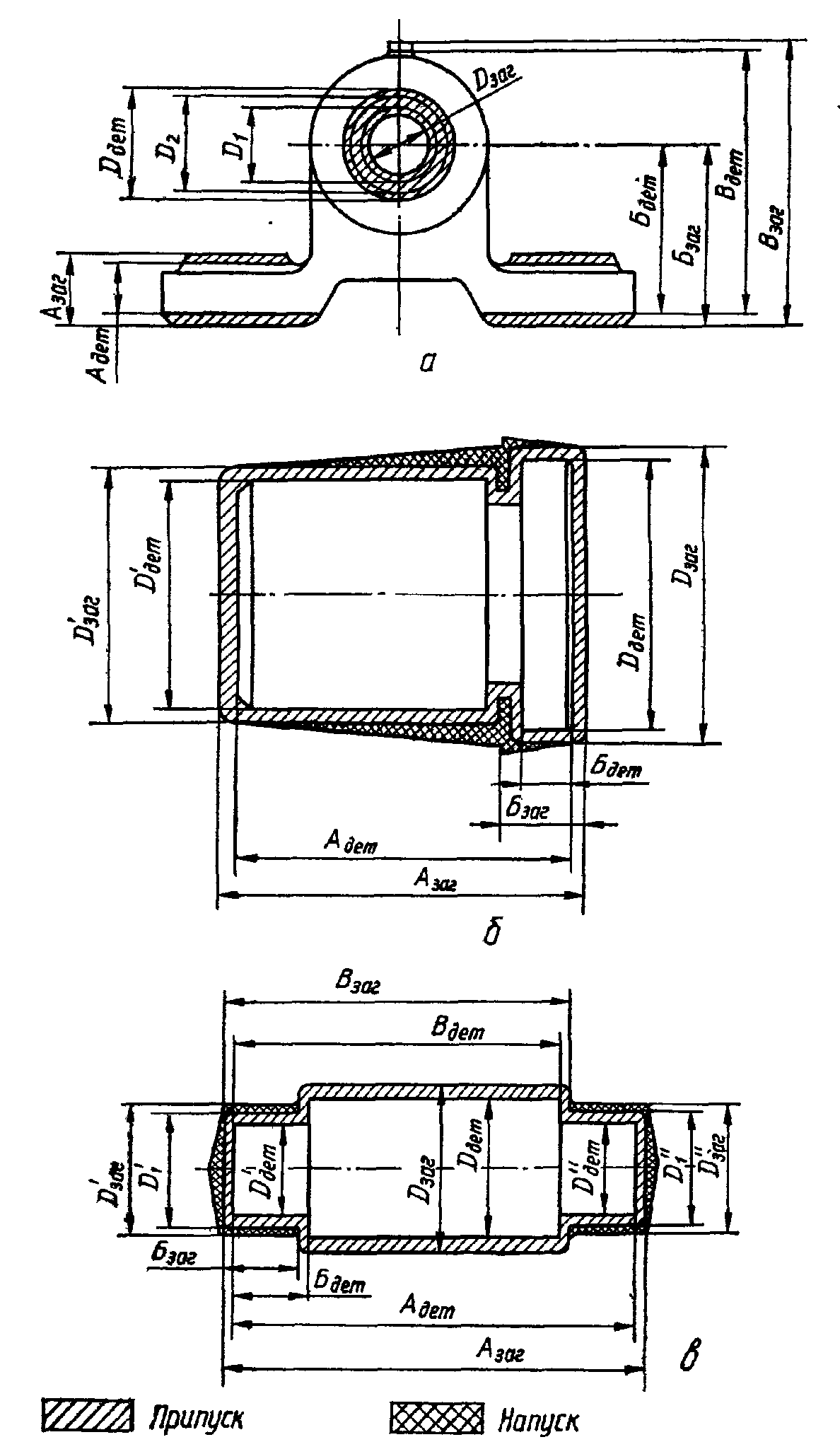
Рисунок 1.2.1 Припуск, напуски и размер заготовок
10. Напуск – избыток металла на поверхности заготовки (сверх припуска), обусловленный технологическими требованиями упростить конфигурацию заготовки для обеспечения условий ее получения.
11. Операционные размеры – ряд промежуточных значений размеров заготовки в процессе превращения заготовки в готовую деталь.
12. Точность размеров заготовки и операционных размеров определяется величиной допусков – отклонений от номинальных размеров.
2 Качество заготовок
1. Качество – совокупность свойств, обусловливающих пригодность заготовки удовлетворять определенные требования в соответствии с ее назначением.
2. Эксплуатационные показатели качества – технический уровень, надежность, эстетичность и т.д.
3. Производственно-технические показатели качества – технологичность конструкции.
4. Экономические показатели качества – себестоимость изготовления, эксплуатации и ремонт машины.
5. Качество заготовки – точность и качество поверхностного слоя.
2.1 Точность заготовок
1. Точность – соответствие требованиям чертежа и технических условий на изготовление.
2. Погрешность – отклонение реальной заготовки от требований чертежа.
3. Геометрическая точность – отклонение форм и размеров.
4. Физико-механические свойства: прочность, твердость, электропроводность и др.
5. Достижимая точность – может быть достигнута при данном типе производства.
6. Экономическая точность – достигается при данном технологическом методе в нормальных условиях производства.