

11 Прогрессивные способы получения заготовок
Научно обоснованный выбор наиболее рационального варианта получения заготовок связан с учетом затрат общественного труда, спецификой отраслей и предприятий и технических требований к готовому продукту. При этом особое внимание должно быть уделено определению экономической эффективности и поиску рациональных областей применения прогрессивных технологических процессов, оборудования, оптимизации общественных затрат, сроков разработки и освоения новой техники.
В связи с ростом выпуска продукции машиностроения важнейшими задачами является снижение до минимума доли механической обработки в общей трудоемкости изготовления машин на основе повышения точности заготовок, приближение их форм и размеров к готовым деталям. Это обеспечивает не только снижение трудоемкости производства машин, но и экономию металла, улучшает качество деталей, повышает их эксплуатационную надежность и экономичность.
11.1 Метод порошковой металлургии
Выбор деталей для перевода на изготовление из металлических порошков необходимо производить в два этапа:
-
І
– оценивают технологичность детали с точки зрения требований порошковой металлургии и определяют возможную схему технологического процесса:
а) по форме и конфигурации детали;
б) по геометрическим размерам;
в) по механическим и физико-механическим свойствам материала
ІІ
– анализируют технико-экономические показатели производства и определяют экономическую целесообразность их перевода на изготовление из порошков:
а) по годовой программе деталей;
б) по коэффициенту использования металла (сравнительный анализ Ки.м.; Ки.м0,75);
в) по себестоимости.
По завершении подбора номенклатуры деталей для перевода на изготовление из порошковых материалов, по каждой детали оформляют техническое заключение, где анализируемые детали подразделяют на три категории:
І детали простые с отработанной технологией;
ІІ детали, для которых нет достаточного опыта по внедрению в производство, необходима проверка отдельных технологических решений;
III детали, для которых нет опыта по формообразованию и отсутствует технология производства.
І

ІІ
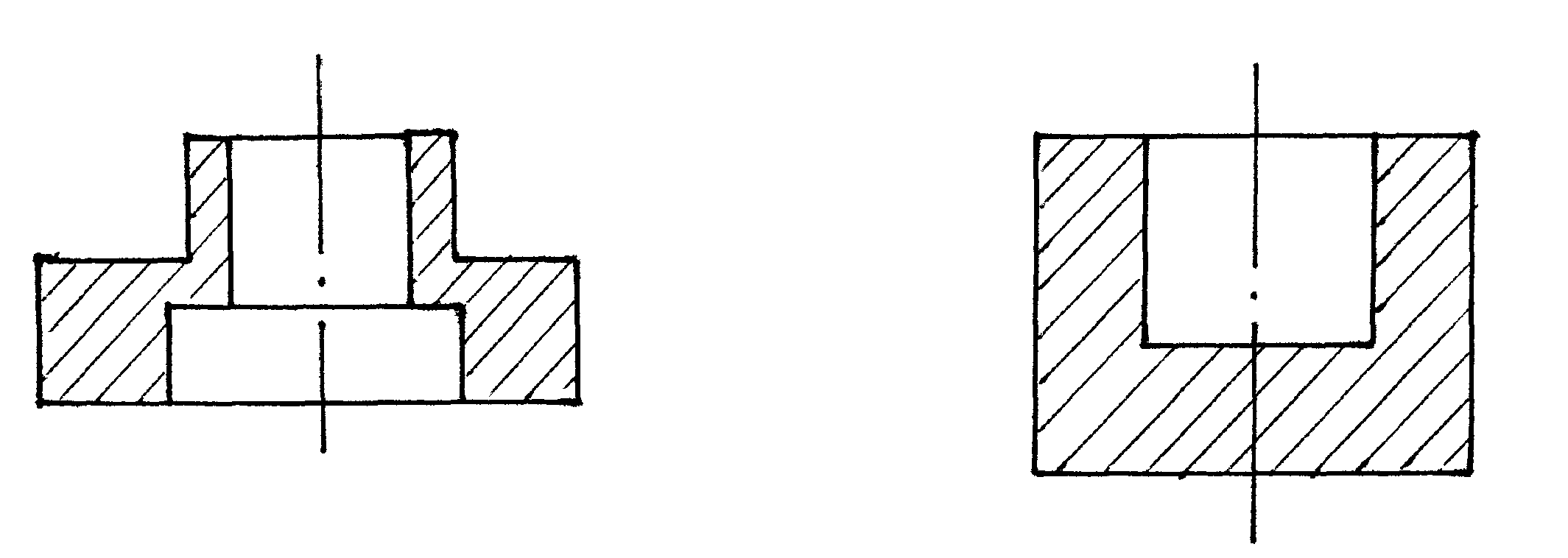
III
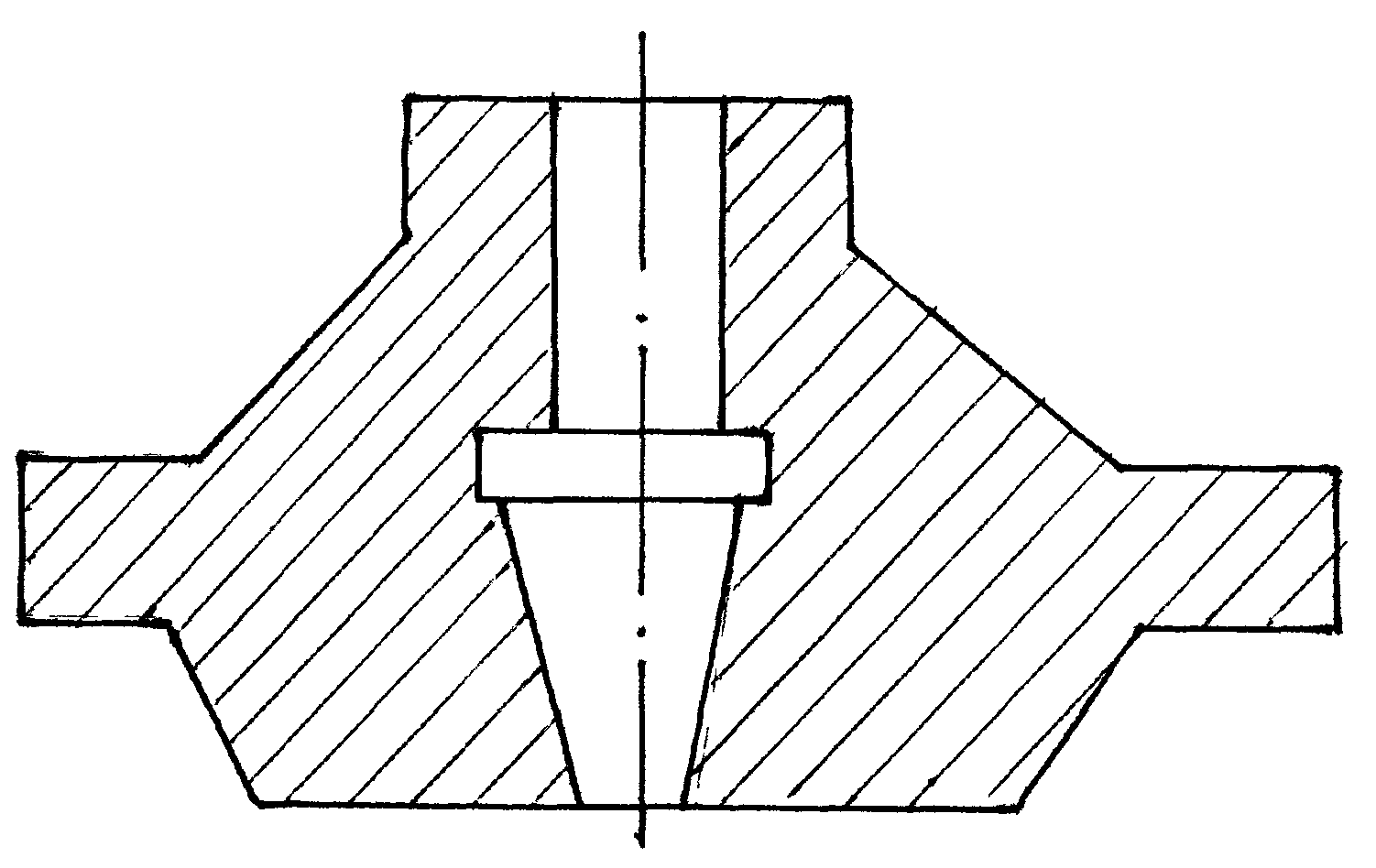
Рис.11.1.1 Типы деталей
В свою очередь, детали делят на три группы:
І – простая;
ІІ – сложная;
III – весьма сложная.
Каждая группа имеет подгруппы сложности.
При конструировании деталей, предназначенных для изготовления методом порошковой металлургии, следует учитывать ряд ограничений, обусловленных технологией порошковой металлургии:
максимально упрощать форму детали;
не допускать боковых впадин, круговых канавок, обратной конусности и отверстий не параллельных оси прессования;
избегать тонких стенок, узких пазов, острых углов и т…п.;
изменения размеров по толщине и диаметру должны быть минимальными;
стремиться использовать круглое сечение взамен квадратных и прямоугольных;
шероховатость определяется шероховатостью прессформ;
для получения высокой однородности металла отношение длины к максимальному размеру поперечного сечения не должно превышать трех.
Неправильно
|
Правильно
|

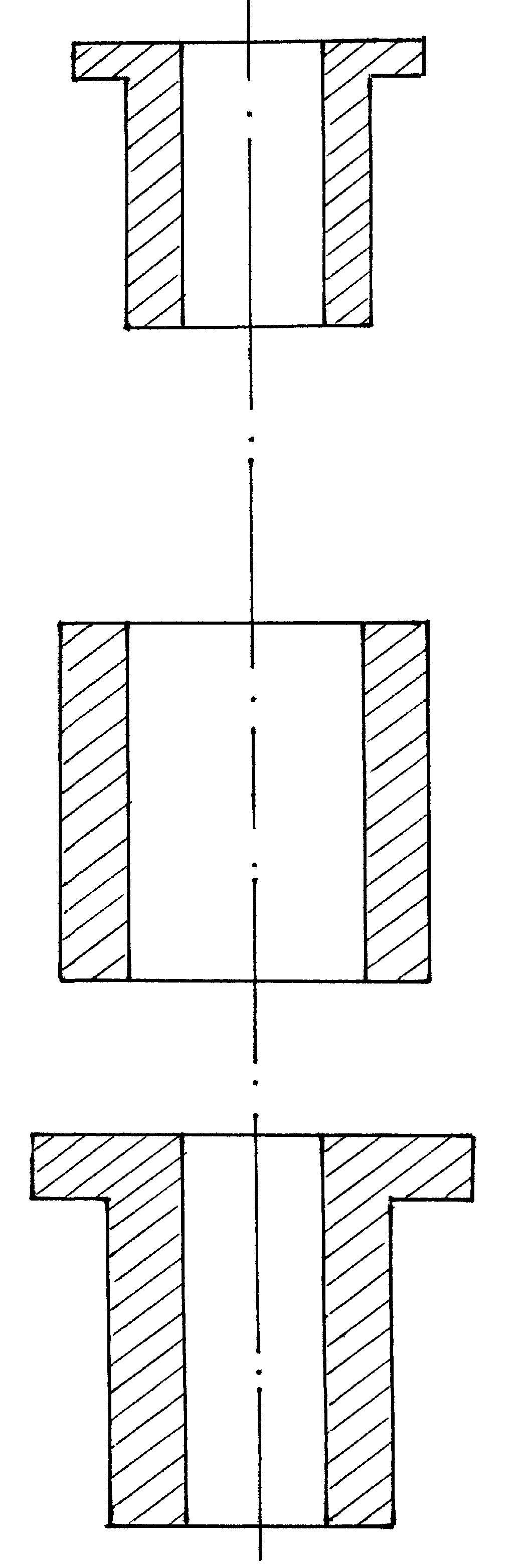
Рис.11.1.2 Технологичность заготовок
для получения деталей высокого качества необходимо использовать сложные технологические процессы – изостатическое прессование. Оно осуществляется при помощи газа (или жидкости) под большим давлением и равномерно сжимает заготовку вдоль всей ее поверхности, обеспечивается высокая и равномерная плотность изделий по всему объему. В изостатических прессах можно прессовать заготовки 1000 мм и высотой более 2500 мм.