

9.5 Составление чертежа поковки и расчет заготовки
Чертеж поковки составляют по чертежу готовой детали. Вначале определяют припуски и допуски по ГОСТ 7505-89 с учетом тех же факторов, что и при штамповке на молотах и прессах.
По этому же ГОСТу устанавливают следующие максимальные штамповочные уклоны:
– на участках поковки формируемых в полости пуансона, принимают:
наружные - 15-1;
внутренние - 30-2;
– на участках, формируемых в матрице, наружные уклоны не предусматривают, внутренние – 1-5.
Радиусы закруглений внутреннего контура, а также штамповочные уклоны определяют по ГОСТ 7505-89.
Допускаемые отклонения формы поковок (разностенность, разнотолщинность, кривизна), а также расположение и допускаемую величину заусениц определяют по таблицам.
Масса поковки, по которой назначаются припуски и допуски по ГОСТ 7505-89, включает часть стержня, зажимаемую полуматрицами. В поковках со стержнями, выходящими за пределы штампов, поле допуска по длине стержней не должно превышать для:
поковок І класса – 3 мм;
поковок II класса – 6 мм.
Степень сложности поковок С обусловливается количеством переходов высадки.
К специфическим техническим требованиям относятся допускаемые величины заусенцев в плоскости разъема матриц и допуски по несоосности отверстий, прошиваемых в поковках.
9.6 Определение размеров высаженной части заготовок
Объем высаживаемой части прутка при штамповке с поперечными кольцевыми заусенцами, см3:
![]() ,
,
где ![]() – объем поковки, см3;
– объем поковки, см3;
![]() – объем поперечного
заусенца, см3;
– объем поперечного
заусенца, см3;
Уг – угар (переход в окалину) металла, %
При нагреве в газовой печи Уг = 2%.
Длина высаженной части прутка (заготовки), см:
 ,
,
где ![]() – площадь поперечного сечения прутка
(заготовки), см=2
– площадь поперечного сечения прутка
(заготовки), см=2
![]() – масса высаженной
части прутка, г;
– масса высаженной
части прутка, г;
![]() – диаметр заготовки,
см;
– диаметр заготовки,
см;
– плотность материала заготовки, г/см3.
Полная длина заготовки при штамповке поковки со стержнем, см:
![]() ,
,
где ![]() – длина стержня, см.
– длина стержня, см.
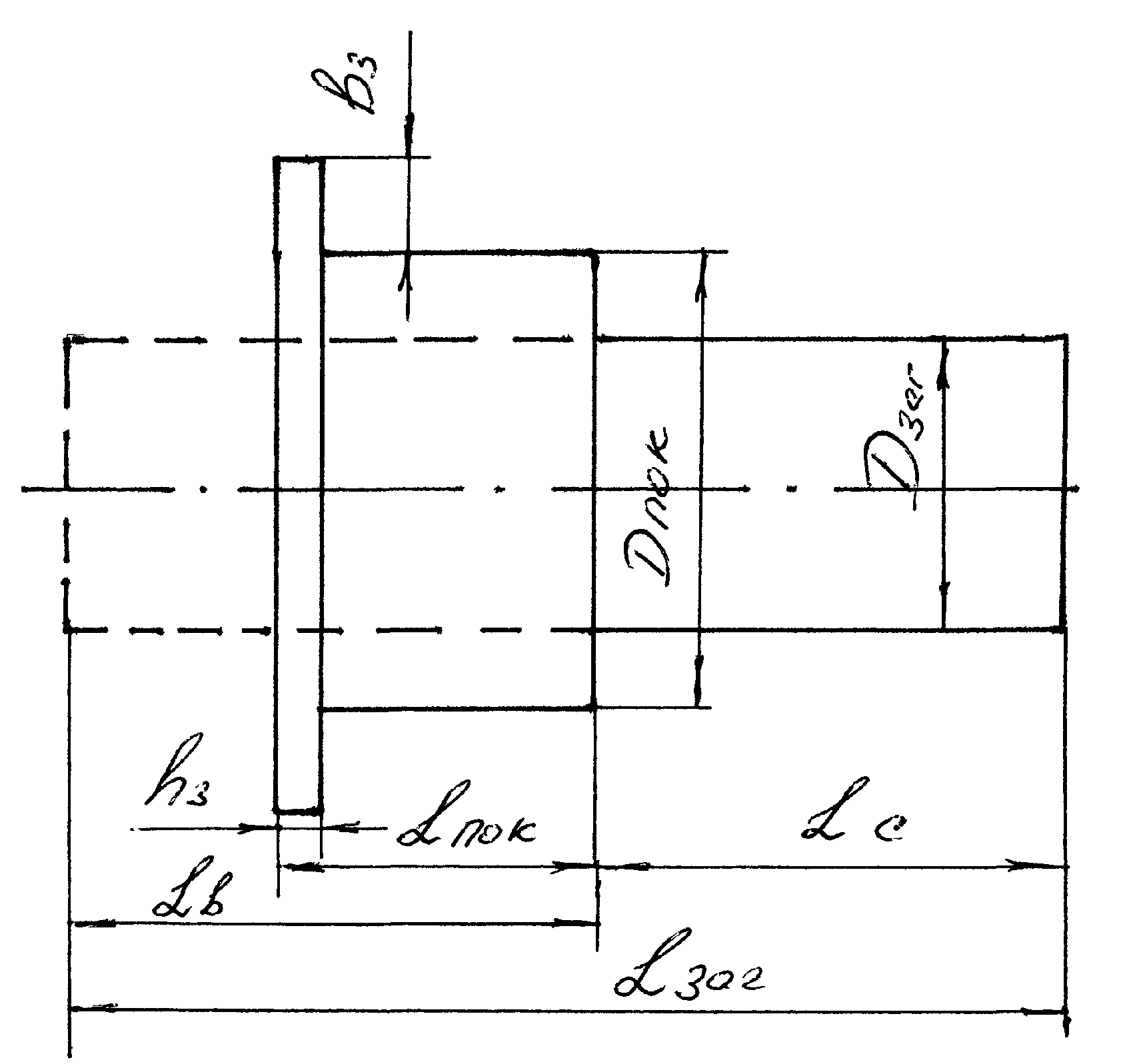
Рис.9.6.1 Размеры заготовки
Объем поковки со стержнем, см3:
![]() ,
,
где ![]() – диаметр поковки, см.
– диаметр поковки, см.
Объем поперечного заусенца, см3:
 ,
,
где ![]() – ширина поперечного заусенца, см;
– ширина поперечного заусенца, см;
![]() – толщина заусенца,
см.
– толщина заусенца,
см.
Объем заготовки, см3:
![]() ,
,
где ![]() – объем стержня, см3.
– объем стержня, см3.
Размеры поперечного заусенца, мм:
-
<20
5
1
20-50
5-8
1,5
50-80
8-10
2,5
80-120
10-12
3
120-160
12-14
3,5
а) условие высадки незажатого конца заготовки за одну операцию, если течение металла в стороны не ограничено
![]() .
.
Практически
![]() =1,6-2,5.
=1,6-2,5.
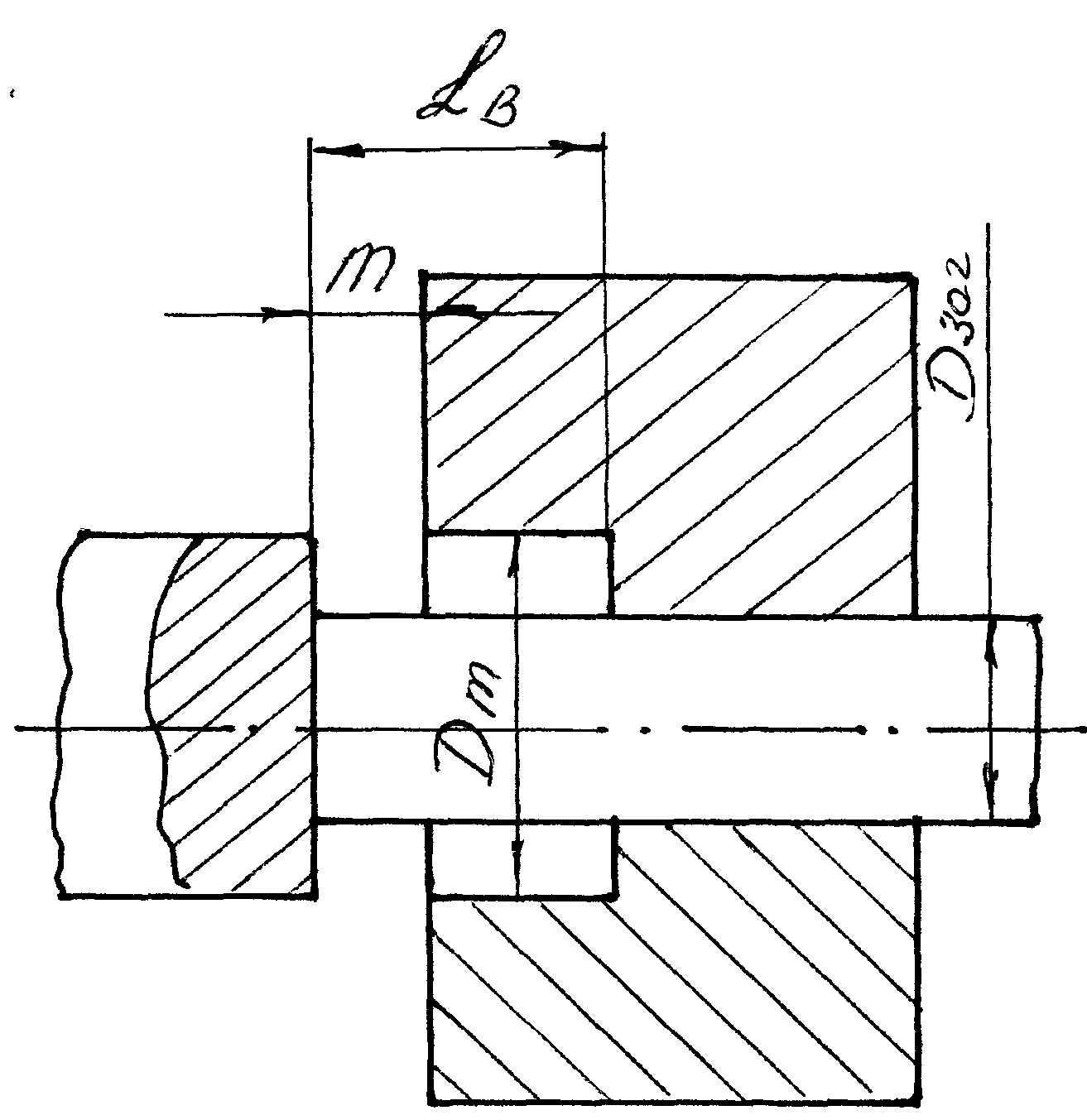
б) предельный
диаметр матрицы
![]() ,
мм, если
,
мм, если
![]() 2,5
2,5
![]() .
.
при
![]() –
1,5
;
–
1,5
;
при 1,5 – 1,25 .
где ![]() – длина части заготовки, находящейся
вне плоскости ручья штампа.
– длина части заготовки, находящейся
вне плоскости ручья штампа.
в) предельный
больший диаметр
![]() конической части полости пуансона, мм,
если
конической части полости пуансона, мм,
если
![]() 2,5
.
2,5
.
при 2 – 1,5 ( м = );
при 3 – 1,25 ( м = );
при – =1,5 ср,
а) |
б) |
в) |
г) |
Рис.9.6.2 Схема набора металла |
|



где ср – средний диаметр конической полости пуансона
![]() .
.
г) если
высаживаемая часть прутка
не выступает за пределы матрицы, то
диаметр утолщения
![]() можно не ограничивать при условии, что
длина утолщения
можно не ограничивать при условии, что
длина утолщения
![]() 3
.
3
.
Чередование наборных ручьев круглого и квадратного сечений
переход с круга на квадрат
при = – Ам=1,5 ;
при =1,5 – Ам = 1,25 ;
переход с квадрата на круг
при
=![]() –
м=1,5
;
–
м=1,5
;
при =1,5 – м=1,2 ,
где Ам – сторона квадрата сечения матрицы, мм;
– диагональ поперечного сечения заготовки;
м – диаметр матрицы последующего ручья.
Масса металла, приходящаяся на одну поковку, с учетом отхода на некратность раскроя и зажим в матрице прутка, кг
![]() ,
,
где – масса заготовки, кг;
![]() – длина отхода от
прутка, м;
– длина отхода от
прутка, м;
![]() – масса одного
метра прутка, кг;
– масса одного
метра прутка, кг;
![]() – число поковок,
получающихся от прутка.
– число поковок,
получающихся от прутка.
В большинстве случаев из отходов изготовляют другие поковки.
Число заготовок, получающихся из прутка:
![]() ,
,
где ![]() – длина прутка, см;
– длина прутка, см;
– длина отхода по некратности и зажиму прутка в матрице, см;
![]() –
длина заготовки,
см.
–
длина заготовки,
см.