9.3 Рекомендации к проектированию технологических процессов штамповки на гкм
При разработке технологического процесса штамповки на ГКМ необходимо учитывать следующие основные рекомендации:
В первом ручье должна быть зафиксирована с помощью упора и высажена определенная часть прутка, необходимая для штамповки поковки, или ее части.
В каждом предыдущем переходе, начиная с первого, в заготовке должна быть создана специальная опорная поверхность, по которой заготовка центрируется или устанавливается в следующем переходе.
При штамповке в матрице перед началом деформирования пуансон должен получить определенное направление, войти в матрицу на длину 10-15 мм, чтобы избежать перекосов.
Тонкие и высокие ребра в поковке желательно оформить в первых переходах, когда металл хорошо прогрет. Ребра толщиной менее 6 мм и высотой более 25 мм делать не рекомендуется.
Диаметр прутка следует выбирать из условия необходимости получения минимального количества переходов при штамповке.
Следует избегать первоначальной высадки прутка с чрезмерно большим диаметром.
Штамповка поковок в пуансоне является более предпочтительней, так как поковки получаются более точными, а штампы – более прочными и простыми.
При глубокой прошивке необходимо предварительные ручьи сконструировать таким образом, чтобы в процессе прошивки металл тек в стороны, а не навстречу пуансону.
9.4 Ручьи штампов в гкм
При штамповке на ГКМ существуют следующие виды ручьев:
окончательные формовочные;
наборные;
пережимные;
обрезные;
отрезные.
Окончательные формовочные ручьи. Служат для получения окончательной формы поковки.
Размеры полости окончательного формовочного ручья отличаются от размеров поковки на величину усадки (для стали 1,5%).
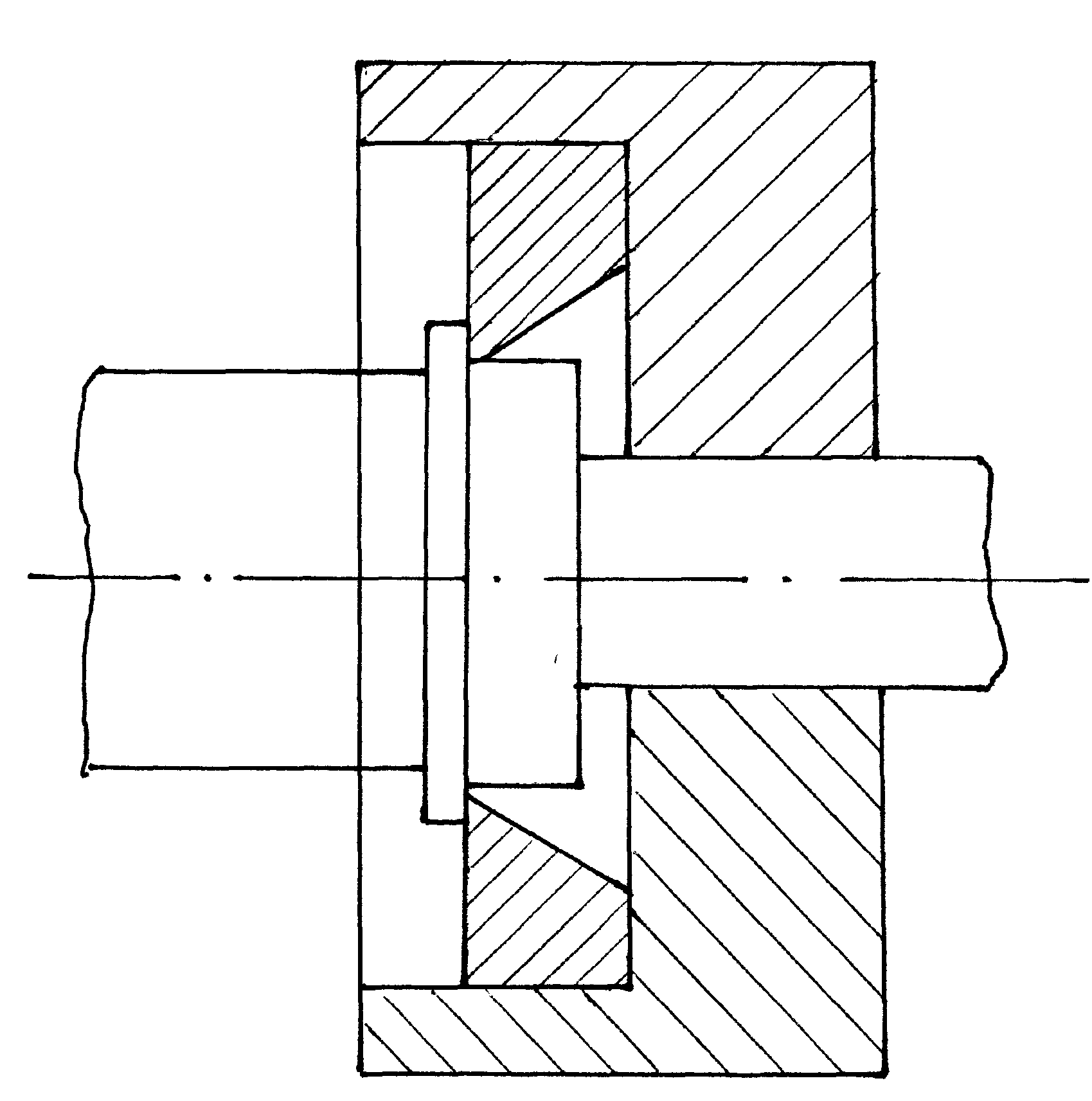
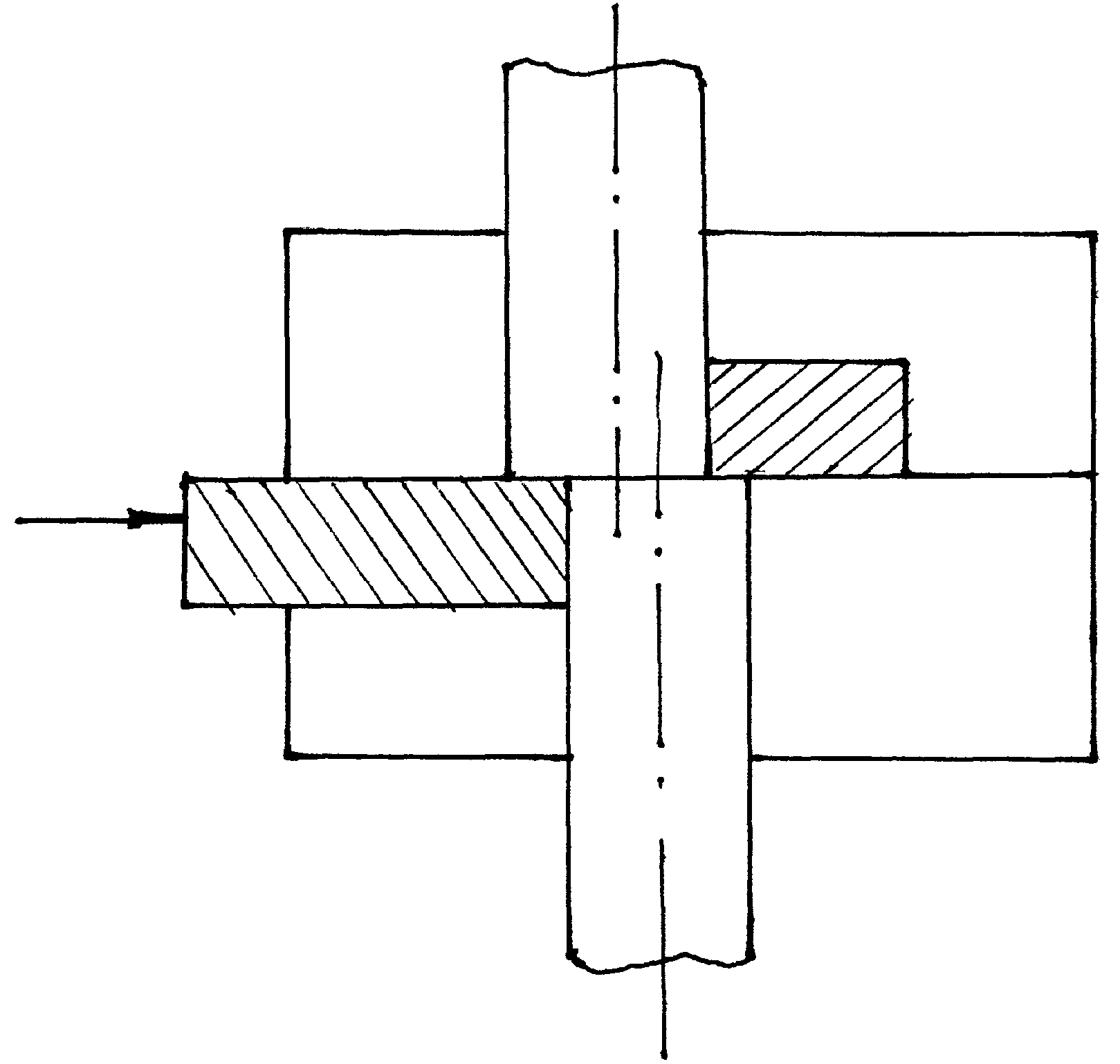
Окончательные формовочные ручьи различают по способу разъема и по расположению полости ручья в штампе на следующие виды:
а) закрытый
б) с расположением полости в матрицах;
в) открытый с расположением полости в матрицах;
г) открытый с расположением полости в пуансоне;
д) открытый с расположением полости в матрицах и пуансоне.
а) б)
в)
Рис.9.4.1 Типы формовочных ручьев
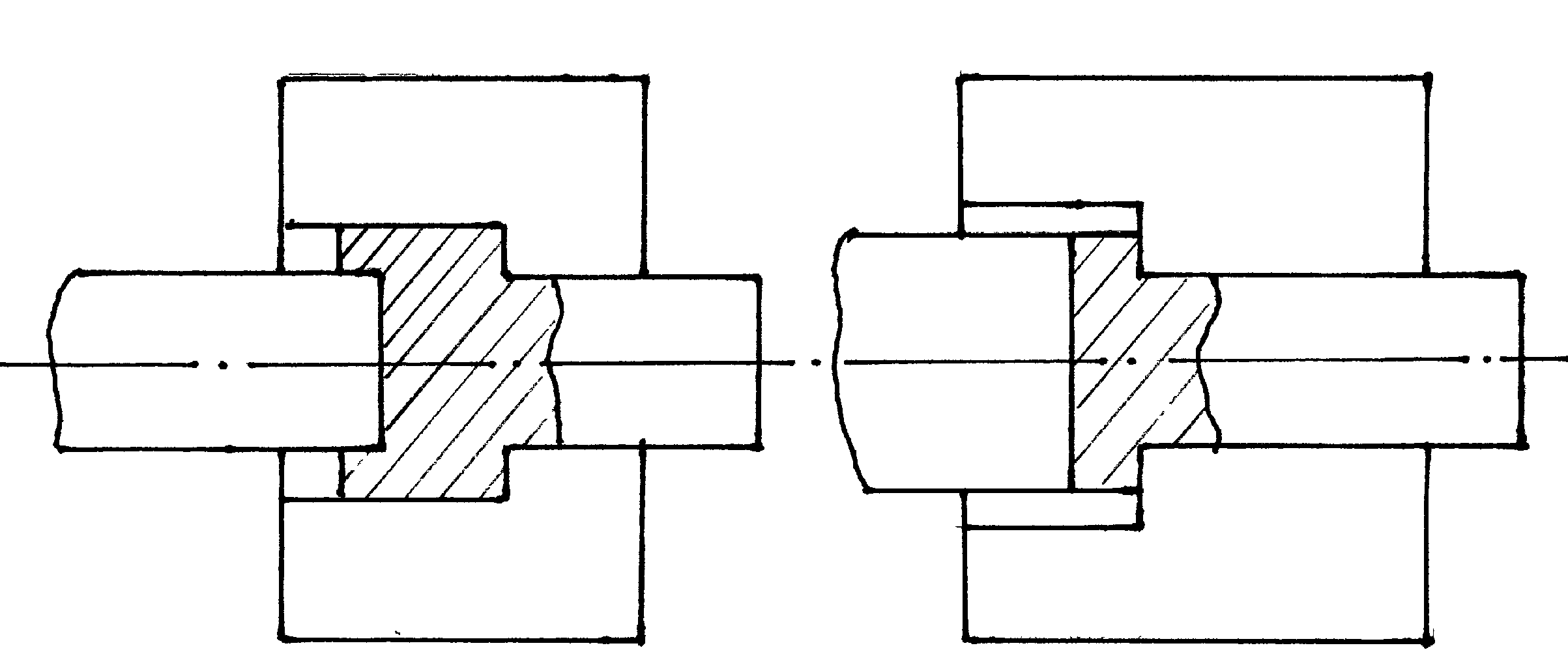
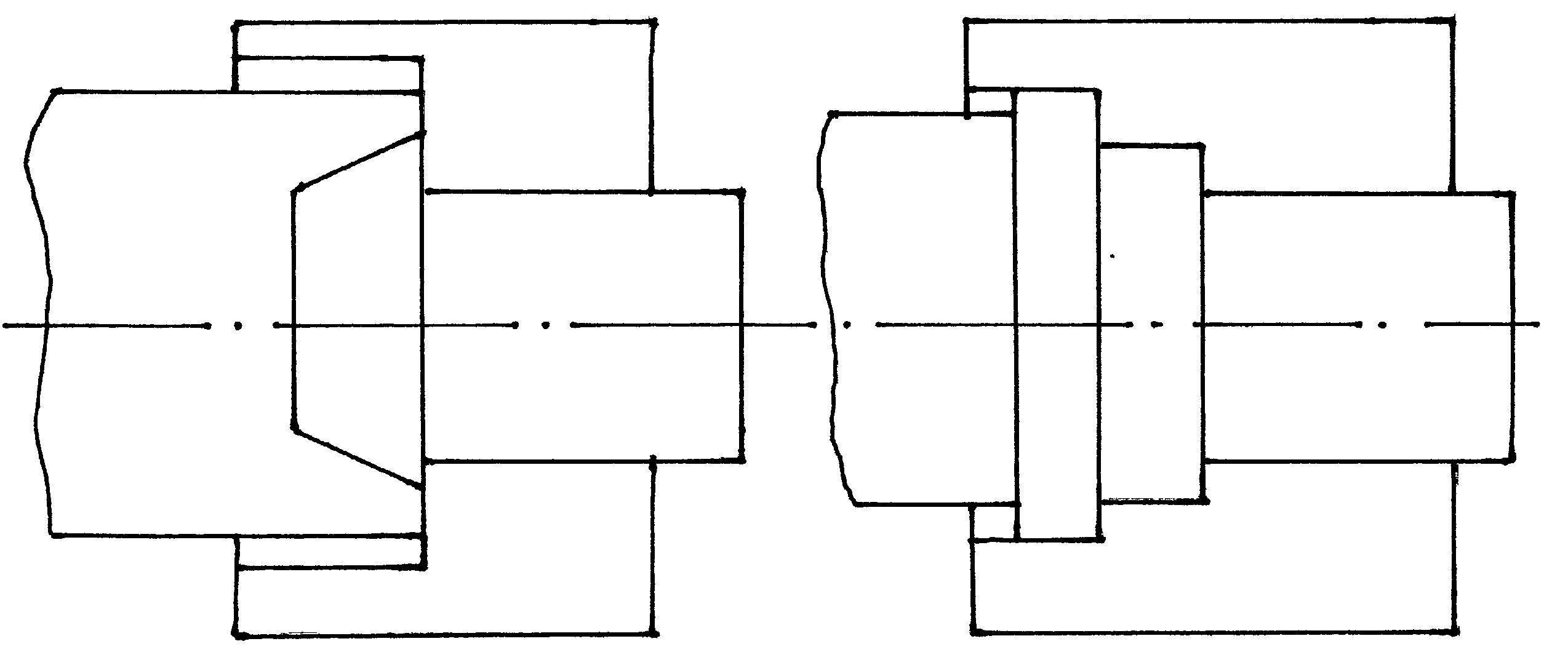
Наборные ручьи. Служат для осуществления высадки перед окончательной высадкой в формовочном переходе.
Основные виды наборных ручьев:
а) наборный в матрице;
б) наборный в матрице и пуансоне;
в) наборный в коническом пуансоне.
Наборные ручьи применяют при высадке с небольших диаметров прутка.
а)
|
б)
|
в)
|
Рис.9.4.2 Типы наборных ручьев |


Пережимные ручьи. Служат для пережима прутка на меньший диаметр.
Пережим может выполняться вместе с формовкой или отдельно.
Прошивные ручьи. Служат для получения сквозной прошивки.
Обрезные ручьи. Служат для отделения радиального заусенца от поковки.
Отрезные ручьи. Служат для отделения поковки от прутка. Действуют по принципу пресс-ножниц.
|
|
Рис.9.4.3 Обрезной ручей |
Рис.9.4.4 Отрезной ручей |