

9 Штамповка на горизонтально-ковочных машинах (гкм)
ГКМ представляет собой горизонтальный механический пресс, в котором кроме главного деформирующего ползуна есть зажимной ползун. Последний зажимает недеформируемую часть прутка, создавая возможность высадки деформируемой части прутка.
ГКМ имеют небольшое число ходов – от 15 до 30 ходов в минуту. Течение металла при штамповке на ГКМ типично прессовое.
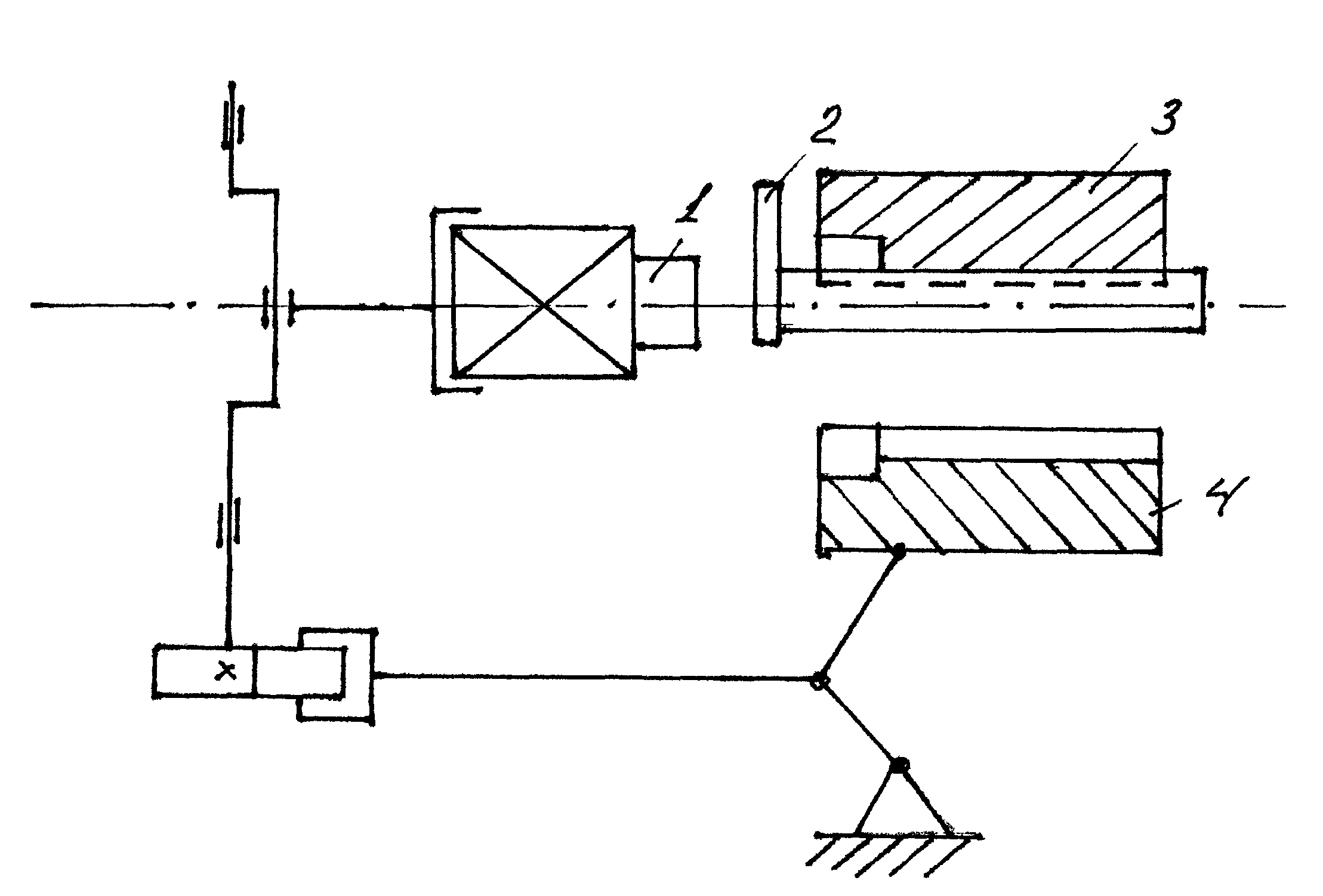
Рис.9.1 Кинематическая схема ГКМ
Штампы ГКМ имеют два разъема. Один разъем проходит между пуансоном 1, закрепленном в ползуне, и матрицами 4 (подвижной), и 3 (неподвижной).
По данной схеме фланец был образован в формующей полости матриц. Пуансон имел плоский торец.
Формующая полость может находиться одновременно в пуансоне и матрице или даже в одном пуансоне.
На ГКМ можно проводить многоручьевую штамповку, выполняя последующие переходы в других ручьях над заготовкой, полученной в данном ручье. Оси ручьев в многоручьевых штампах ГКМ располагаются параллельно, одна под другой.
Вначале ГКМ применяли исключительно для изготовления поковок типа стержня с фланцем. В дальнейшем технологические процессы стали более разнообразными и номенклатура штампуемых поковок существенно расширилась.

Рис.9.2 Типы формующих полостей
9.1 Преимущества и недостатки штамповки на гкм
Преимущества:
Можно легко штамповать детали, которые на другом оборудовании рационально изготовить нельзя.
Достигается экономия металла, так как штамповка производится преимущественно в закрытых штампах, а штамповочные уклоны в ряде случаев отсутствуют.
Макроструктура поковок получается благоприятной и обеспечивает высокое качество деталей.
Жесткость рабочего хода позволяет изготовлять поковки с меньшими припусками и более точными размерами (меньшими допусками).
Безударная работа оборудования.
Высокая производительность процесса.
Процесс работы ГМК легко автоматизируется.
Недостатки:
Меньшая универсальность. Номенклатура поковок резко ограничена. Небольшая масса поковок до 150 кг.
Низкая стойкость штампов, т.к. они закрытые, а точная дозировка металла при высадке затруднена (возникают перегрузки).
Необходимость очистки нагретого прутка от окалины, т.к. деформирование происходит за один ход и вся окалина будет заштампована.
Высокая стоимость ГКМ (в 1,5 раза выше, чем КГШП).
9.2 Классификация поковок, штампуемых на гкм
Поковки, штампуемые на ГКМ, по их технологическим особенностям подразделяют на пять основных групп:
1 поковки с одним утолщением на конце или на участке по длине стержня |
|
2 поковки типа колец простой конфигурации |
|
3 поковки типа втулок |
|
4 поковки со сложным наружным контуром |
|
5– поковки с глухим отверстием |
|
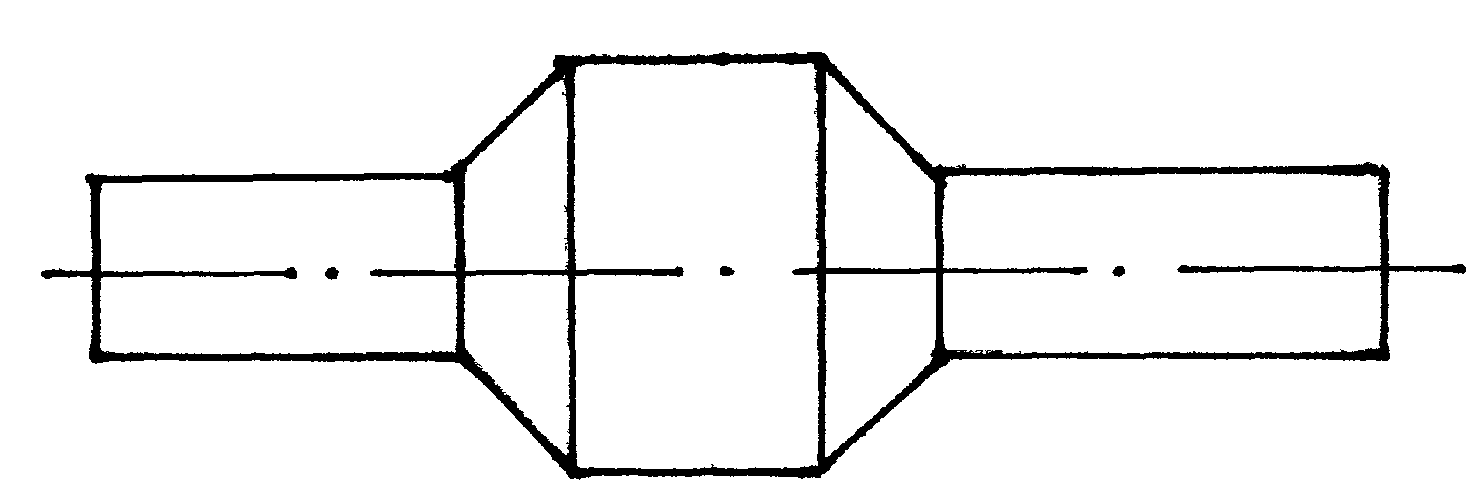
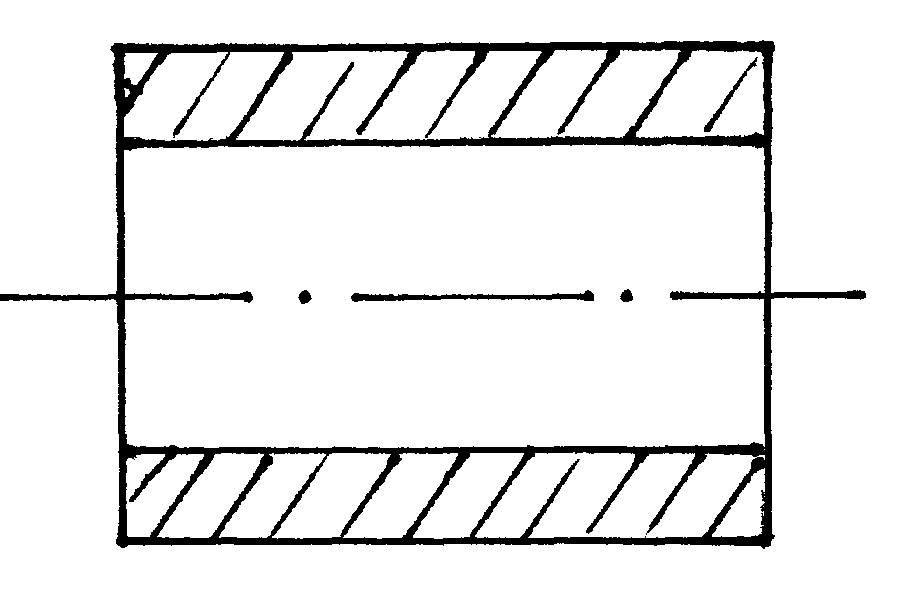
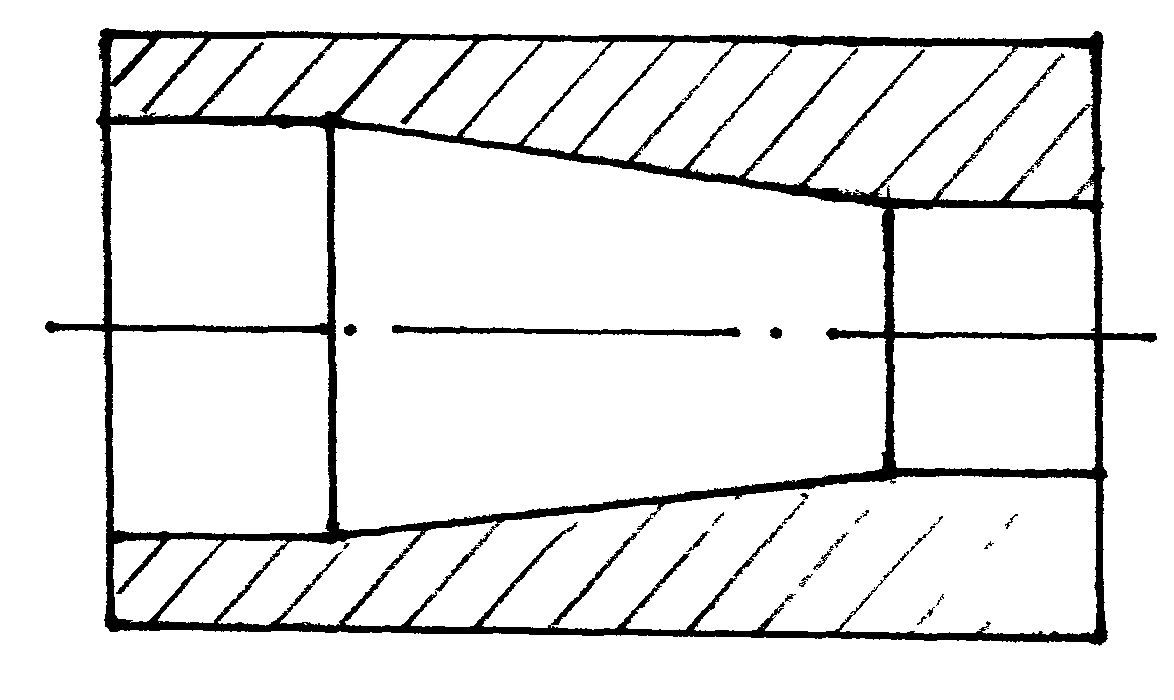
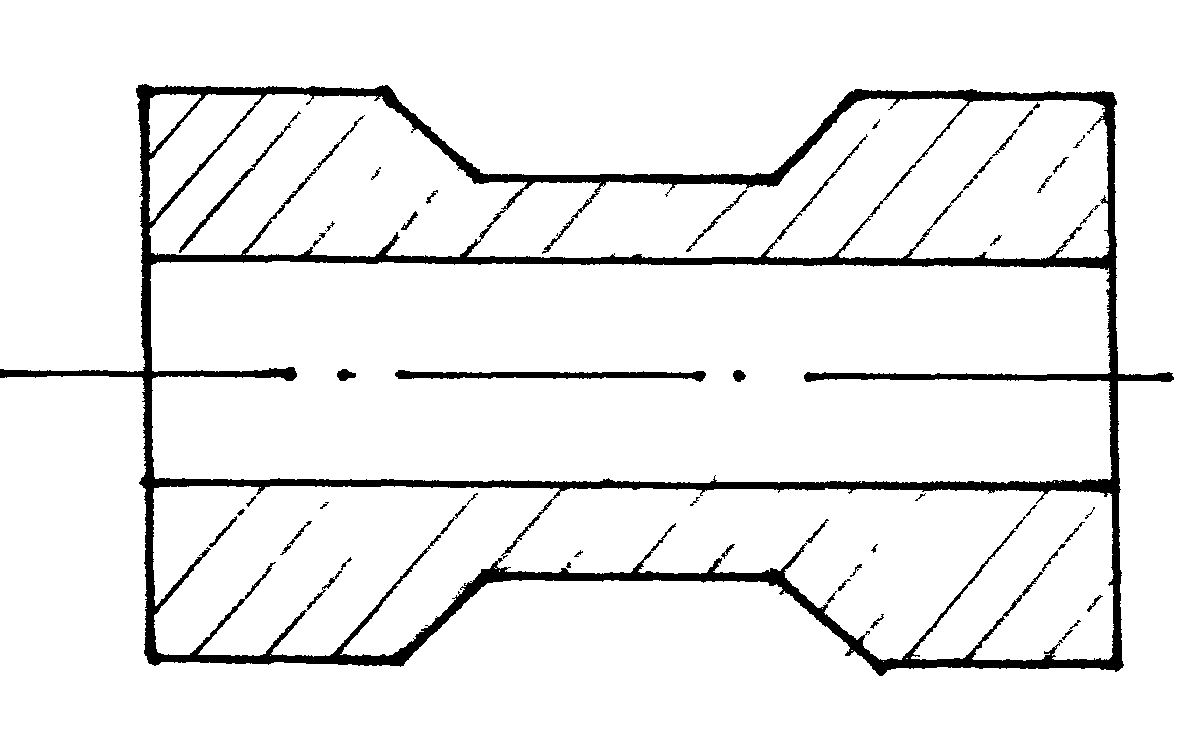
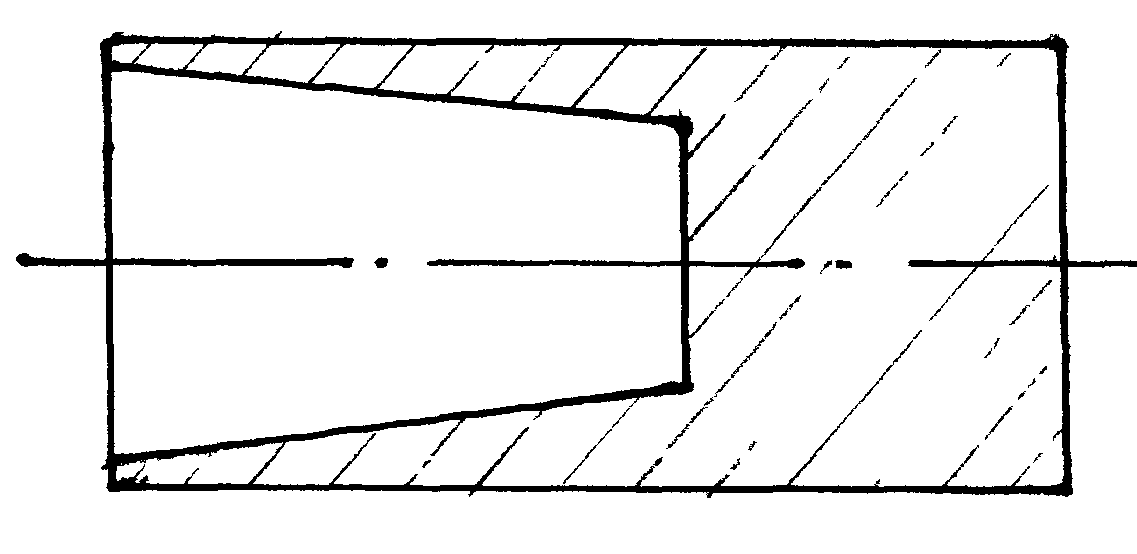
Рис.9.2.1 Типы деталей
Основными операциями при штамповке на ГКМ являются: высадка, прошивка и сквозная прошивка.