

8.11 Группы сложности поковок
При конструировании деталей необходимо стремиться к тому, чтобы детали и заготовки для их изготовления были как можно более простой формы. Это позволит значительно упростить конструкцию штампа и снизить стоимость его изготовления, повысить точность поковок и сократить объем механической обработки.
ГОСТ 7505-89
предусматривает четыре группы сложности
поковок в зависимости от отношения
объема
![]() п
или массы
п
поковки к объему
фиг
или массе
фиг
в виде цилиндра или прямоугольного
параллелепипеда.
п
или массы
п
поковки к объему
фиг
или массе
фиг
в виде цилиндра или прямоугольного
параллелепипеда.
![]() ;
;
С1; С2; С3; С4
С1 – при 0,63<C1;
C2 – при 0,32<C0,63;
C3 – при 0,16<C0,32;
C4 – при C0,16
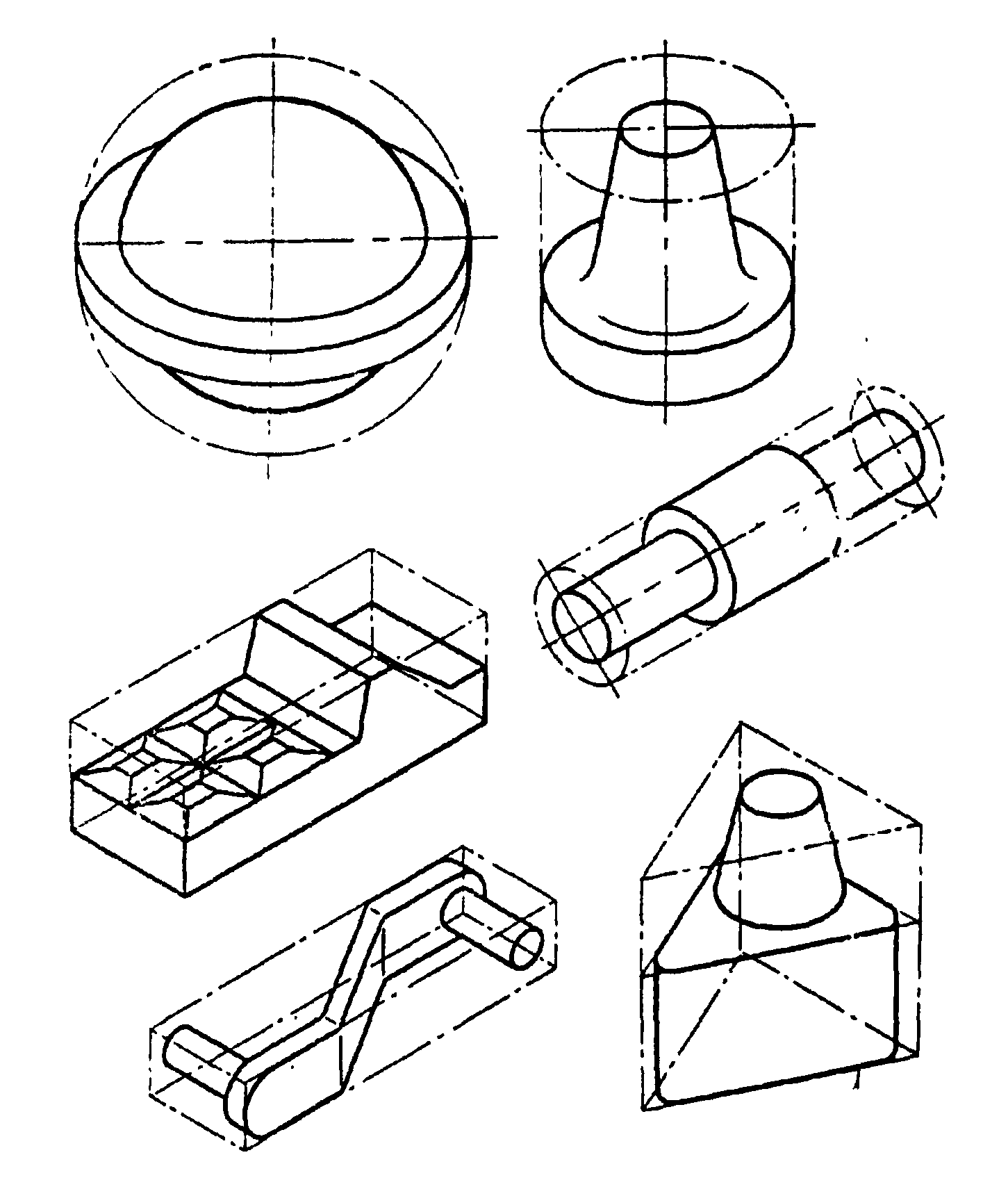
Рис.8.11.1 К определению группы сложности поковок
Для поковок, изготовляемых на молотах и прессах, кроме сложности по форме, дополнительным примером является размер выступов высотой и шириной в основании .
Увеличение высоту выступов повышает группу сложности поковок
С1 – при 0,3 ;
C2 – при ;
C3 – при 1,5 ;
C4 – при >1,5 .

Рис.8.11.2 К определению группы сложности поковок
При определении
группы сложности поковок типа тонких
дисков, фланцев или колец применяется
группа сложности С4, когда отношение
![]() не превышает 0,2.
не превышает 0,2.
Поэтому при проектировании деталей нужно избегать высоких и тонких ребер, тонких перемычек, узких и глубоких полостей.
Из рассмотренной группы сложности поковок следует, что чем выше группа сложности, тем деталь и поковки менее технологичны, тем больше требуется штамповочных переходов и сложных ручьев, тем поковки менее точны и тем больше потери металла.
8.12 Оформление чертежа поковки
Штампованную поковку рекомендуется изображать на чертеже в натуральную величину, соблюдая принятый масштаб для всех ее элементов.
Крупные поковки вычерчивают в масштабе 1:2 или 2:5. Сложные сечения при этом изображают в натуральную величину. Чертежи мелких поковок сложной конфигурации с размерами до 50 мм составляют в масштабе 2:1.
Для наглядности в чертеж поковки вписывают тонкой или штрихпунктирной линией контур готовой (обработанной резанием) детали
Двойное изображение контуров способствует лучшей увязке размеров поковки и детали с учетом припусков и напусков и облегчают также контрольные операции.
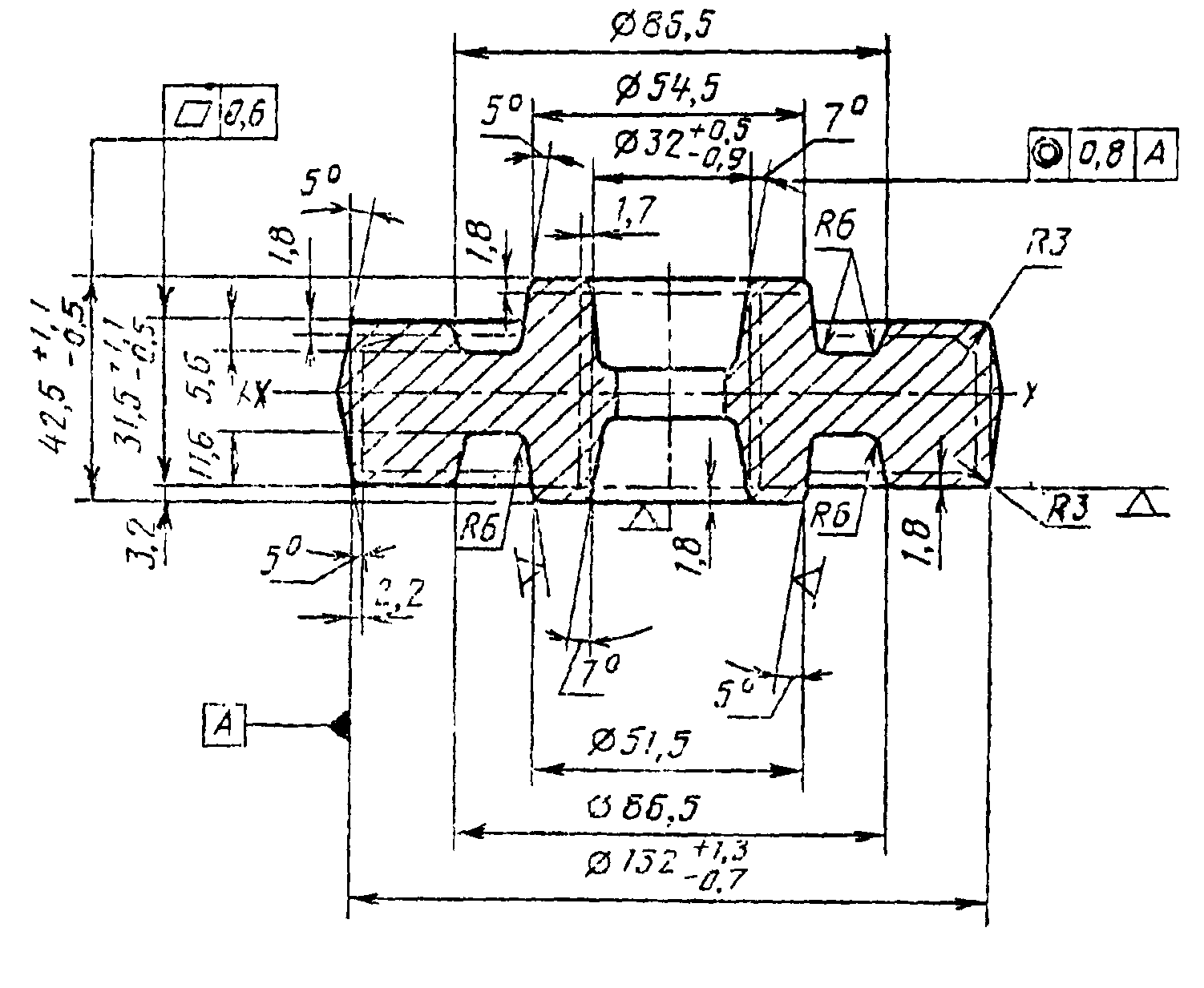
Рис.8.12.1 Чертеж поковки
На чертеже поковки указывают исходные («черные») базовые поверхности на первых операциях обработки резанием и наносят необходимые размеры с допусками.
Для штамповочного оборудования с вертикальным движением деформирующего инструмента отклонения от номинальных размеров поковки по высоте, обусловленные недоштамповкой, имеют одинаковые значения для всей группы однонаправленных размеров независимо от их величины. В связи с этим необходимо указывать допуски непосредственно у каждого вертикального размера.
Обычно допуск ставится у крайних из них, а в надписи на чертеже поковки указывают, что его величина относится ко всем промежуточным однонаправленным размерам (по высоте).
Величина радиусов закруглений и штамповочных уклонов также может оговариваться в надписях.
Порядок изложения технических требований на чертеже поковки устанавливается ЕСКД. Согласно ГОСТ 2.316-68, как основной части ЕСКД, на чертеже последовательно излагают требования к:
исходному материалу;
заготовке – поковке;
термической обработке и свойствам детали;
указывают марку материала и перечисляют марки-заменители;
указывают размеры, предельные отклонения и массу;
перечисляют требования к качеству поверхности, указание об отделке;
оговаривают условия и методы контроля и испытания;
дают указания о маркировке, клеймении.
Технические требования к поковкам в зависимости от их назначения установлены ГОСТ 8478-70.