

8.9 Конструирование наметок и пленок под прошивку
При штамповке на молотах в молотовом штампе нельзя получить сквозное отверстие в поковке. Для облегчения последующей прошивки в поковке делают наметку с перемычкой – пленкой небольшой толщины. Если в дальнейшем отверстие получают сверлением, то наметка делается для экономии металла.
В зависимости от формы и размеров отверстий и поковок применяют пять типов наметок:
а) плоскую наметку;
б) наметку с раскосом;
в) наметку с магазином;
г) наметку с карманом;
д) глухую наметку.
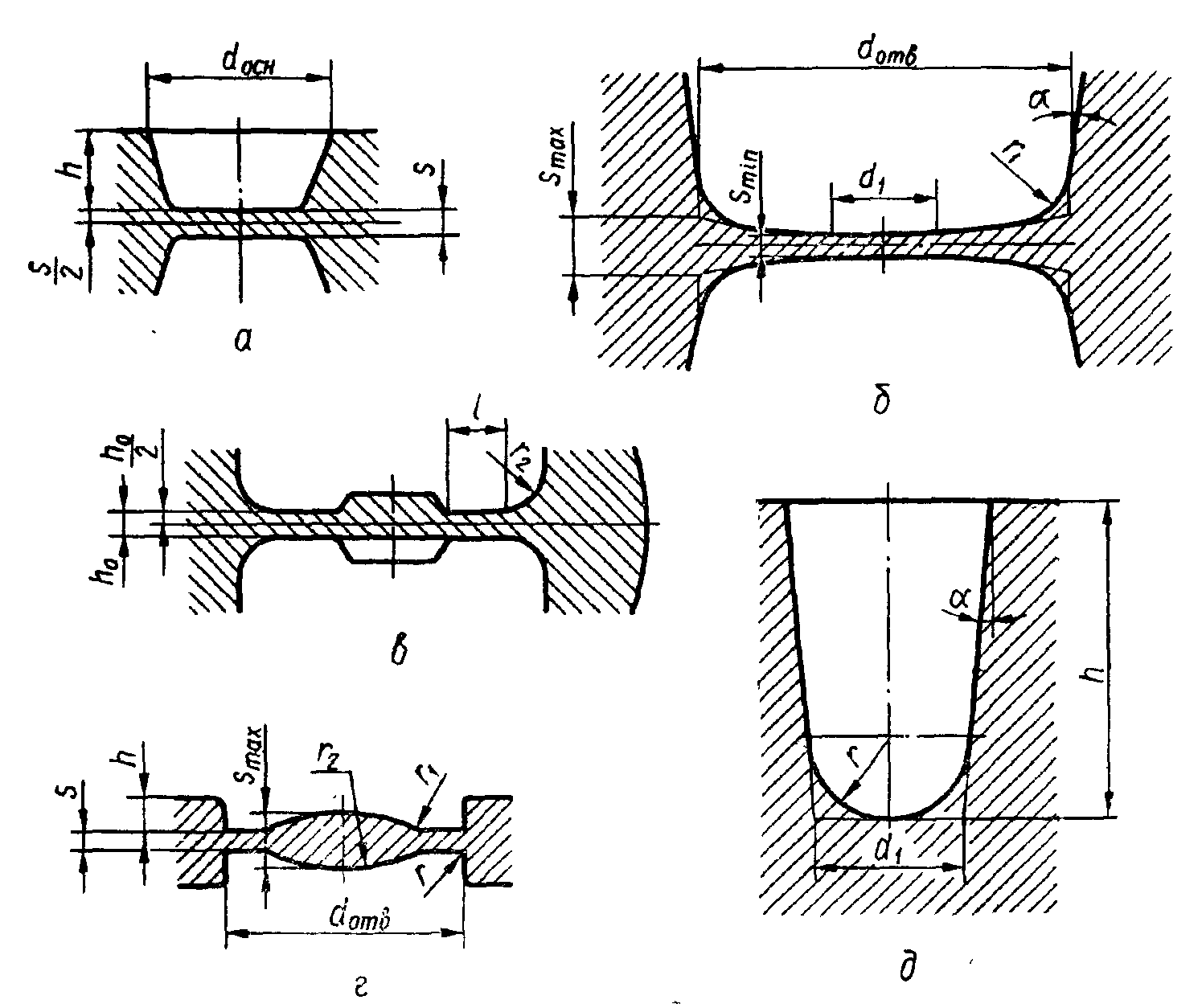
Рис. 8.9.1 Перемычки в наметках отверстий:
а — плоская; б — с раскосом; в — с магазином; г — с карманом;
д — глухая наметка
8.9.1 Плоская наметка
Основной конструкторский параметр S. При малом S удельное усилие велико и выступы, образующие наметку, могут быстро «подсаживаться», получая форму гриба.
При малой толщине пленка остывает, и усилие увеличивается еще больше, а сами выступы, находясь в окружении раскаленного металла, быстро нагреваются и теряют твердость и прочность.
Но, если толщина пленки слишком большая, то требуется большие усилия для последующей прошивки пленки, которые могут сильно деформировать поковку и затруднить прошивку.
Практически установлено, что S = 0,1 .
Однако, толщина пленки не должна быть менее 4 мм.
Плоскую наметку применяют при <80 мм.
Если есть предварительный ручей, то плоскую наметку применяют до диаметра <55 мм.
8.9.2 Наметка с раскосом
Для диаметров >80 мм при отсутствии предварительного ручья и для наметок в предварительном ручье любых диаметров принимают наметку с раскосом, облегчающим течение металла.
Предварительно рассчитывают: S =0,1 и вычисляют Smax=1,35S и Smin = 0,65 S.
8.9.3 Наметка с магазином
Применяют при >55 мм и наличии предварительного ручья для наметки с раскосом. В наметке с магазином уменьшается толщина среза при прошивке пленки и не возникает больших удельных усилий, т.к. металл обжимается в полость магазина
S
=
![]() .
.
8.9.4 Наметка с карманом
Применяют при >155 мм и низких поковках со сравнительно малым отношением
![]() ;
;
S1=
0,4![]() .
.
Данную наметку применяют в основном при штамповке в окончательном ручье предварительно осаженных плоских заготовок.
8.9.5 Глухая наметка
![]() .
.
Применяют с целью экономии металла, когда глухая наметка получается относительно большой с большими радиусами 1, в результате чего прошивка не целесообразна и отверстие в дальнейшем получают сверлением.
8.10 Другие вопросы конструирования поковок
В чертеже детали указывают расположение волокон в поковке (или указывают требования).
В общем случае расположение волокон должно соответствовать действию максимальных сил, возникающих в детали при ее работе.
При проектировании чертежа поковки необходимо учитывать также удобство штамповки, например, удобство выема поковок из штампа.
В качестве базы механической обработки поковки принимают обычно участки с небольшим диаметром или участки, удобные для захвата и фиксации поковки при обработке. Иногда на поковке делают специальные выступы, служащие в качестве баз механической обработки.
При проектировании чертежа поковки следует учитывать возможность и рациональность:
упрощения или улучшения поковки;
унификации поковок для получения из них разных деталей;
разбивку детали на две или более поковок для штамповки их порознь с последующей сваркой или иным креплением;
штамповку по две или более деталей в одной поковке с последующей разрезкой;
штамповку развернутой поковки с последующей гибкой после обрезки заусениц;
применение калибровки или чеканки
Рентабельность конструкции поковки и технологии определяется следующими факторами:
программой производства данной детали;
ответственностью деталей по назначению;
стоимостью изготовления штампов;
производительностью штамповки;
стоимости последующей обработки резанием.