

8.7 Штамповочные уклоны
На все вертикальные поверхности поковки назначают штамповочные уклоны, которые облегчают удаление ее из штампа.
Штамповочные уклоны облегчают заполнение полости штампа при осаживании.
Различают наружные и внутренние штамповочные уклоны.
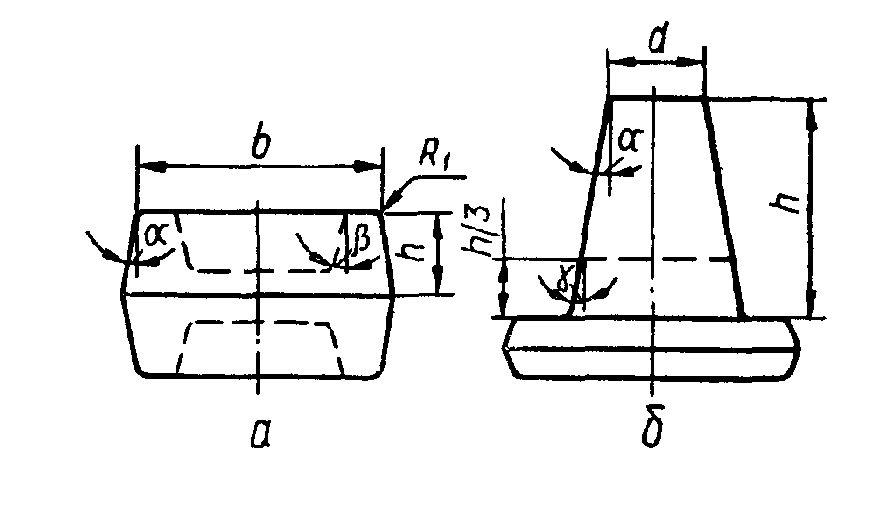
Рис.8.7.1 Штамповочные уклоны:
а обычные; б двойные; наружный; внутренний; входой
При охлаждении внутренних поверхностей последние сжимаются и охватывают выступы штампа, что затрудняет снятие заготовки. Поэтому ГОСТом 7505-89 установлено, что внутренние штамповочные уклоны должны быть больше наружных на 2-3, а для наружных штамповочных уклонов достаточна величина 5-7.
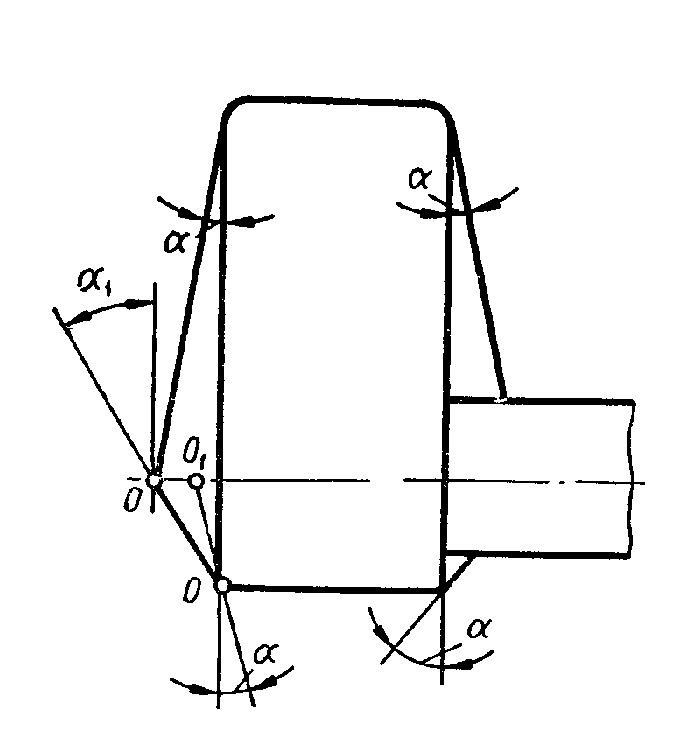
Рис.8.7.2 Штамповочные уклоны при несимметричной поковке
Величина наружного штамповочного уклона зависит от отношения глубины соответствующей полости к ее ширине.
Кроме этого, наружный штамповочный уклон зависит от формы полости в плане, от отношения длины к ширине. Чем больше это соотношение, тем меньше влияние торцевых стенок полости и меньше может быть выбран штамповочный уклон.
Внутренний штамповочный уклон зависит от тех же факторов, что и наружный, только вместо полости следует рассматривать выступ в штампе.
На величину уклона влияет коэффициент трения (материал, смазка и т.п.) Чем ниже коэффициент трения, тем меньше можно сделать штамповочные уклоны.
Уклон стремятся брать меньше с целью уменьшения напусков и веса поковки.
Кроме того, стремятся унифицировать уклоны, выбирают для одной поковки не более двух-трех штамповочных уклонов.
Штамповочные уклоны имеют стандартное значение: 3, 5, 7, 10, 12 и 15.
Уклоны больше 15 не применяют.
Выбор штамповочных уклонов производят по таблицам.
После назначения штамповочных уклонов проводят их корректировку с тем, чтобы линия разъема в верхнем и нижнем штампах была одинаковой. Этого требует обрезка заусенца
![]() н>
н
н>
н
Если скорректированный уклон н равен стандартному, то дальнейшей корректировки не требуется, а если не равен – то его уменьшают до ближайшего стандартного и проводят его вниз из точки О до пересечения с плоскостью дна полости.
8.8 Радиусы закруглений
Все пересекающиеся поверхности поковки сопрягаются по радиусам.
Радиусы закруглений подразделяют на наружный и внутренний.
Наружный «![]() »
– на выступающие части поковки и углы
полости штампа. Внутренний «
»
– на выступающие части поковки и углы
полости штампа. Внутренний «![]() »
– на впадины поковки и выступы в полости
штампа.
»
– на впадины поковки и выступы в полости
штампа.
Если не назначать радиусы или делать их недостаточно большими, то в местах их расположения в штампе возникает большая концентрация напряжений при ТО штампа и при штамповке, что приводит к быстрому разрушению штампа.
Кроме этого, заполнение полости металлом значительно затруднено и требуется большие удельные усилия, что снижает стойкость штампа. При малых радиусах появляются разгарные трещины, разрушающие штамп.

Рис.8.8.1 Радиусы закруглений поковки и штампа
Если внутренние радиусы малы или совсем не сделаны, то при ТО угол выкрошится или сотрется при штамповке. При малом угол быстро нагревается и может «подсесть».
При этом резко затрудняется выемка поковки. При малом могут перерезаться волокна заготовки и получаются зажимы заготовки.
Наружные радиусы
закруглений назначают по ГОСТ 7505-89 в
зависимости от массы поковки. Это
рекомендуемые радиусы. В принципе
радиусы закруглений должны зависеть
от тех же факторов, что и штамповочный
уклон. Радиусы выбирают по таблицам в
зависимости от отношения глубины
прилегающей плоскости к ее ширине
и дополнительно от отношения
![]() и
и
![]() .
.
Внутренние радиусы закруглений примерно в три раза больше соответствующих наружных радиусов
![]() .
.
После того, как радиусы закруглений выбраны, их надо согласовать с припусками.
В наружных и внутренних углах поковки должны оставаться припуски, не меньше, чем на прилегающих участках поковки.

Рис.8.8.2 Радиусы закруглений
Если в углу детали
не сделан радиус закругления, то для
получения нормального
![]() или большего припуска в углу поковки
достаточно, чтобы
.
Уменьшение радиуса
приводит к увеличению припуска в углу
поковки.
или большего припуска в углу поковки
достаточно, чтобы
.
Уменьшение радиуса
приводит к увеличению припуска в углу
поковки.
Если центры радиусов детали д и поковки совпадают, то
= +
и для получения нормального или увеличенного припуска достаточно, чтобы
д+ .
В случае, когда д сравнительно мало, а радиус поковки сравнительно велик, для получения нормального или увеличенного припуска необходимо, чтобы
д+ .
Однако, это неравенство не удовлетворяется и приходится увеличивать припуск до величины Пу, т.е.
д+![]() .
.
Внутренние радиусы поковки согласуются с припусками по неравенству
д+ ,
т.к. увеличение радиуса приводит к увеличению припуска в углу поковки.