

8.5 Выбор поверхности разъема
Поверхностью разъема называется поверхность, по которой штампы соприкасаются между собой. Ее следует выбирать в виде плоскости или сочетания плоскостей и воздерживаться от выбора криволинейной поверхности (в дальнейшем – плоскость разъема).
Линия разъема – замкнутая линия (и ее проекция), образуемая по поверхности разъема в стыке двух частей полости окончательного ручья. Линия разъема проходит по наружному контуру поковки.
Требования, предъявляемые к выбору плоского разъема:
1. Свободная выемка поковки с верхней и нижней части штампа; для этого необходимо, чтобы плоскость разъема совпадала с плоскостью двух наиболее габаритных размеров, тогда третий наименьший будет высотой детали, а полости штампа будут иметь наименьшую глубину.
2. При несимметричной поковке глубокие полости должны располагаться в верхнем штампе, т.к. металл течет вверх лучше.
3. Необходимо учитывать возможность контролирования сдвига между верхним и нижним штампом и возможность получения наиболее простой формы линии разъема, что упрощает и удешевляет обрезной штамп.
4. Для возможности контроля сдвига необходимо, чтобы плоскость разъема пересекала вертикальную поверхность поковки, и тогда линия разъема будет одинакова и при обрезке заусенца сдвиг будет обнаружен.
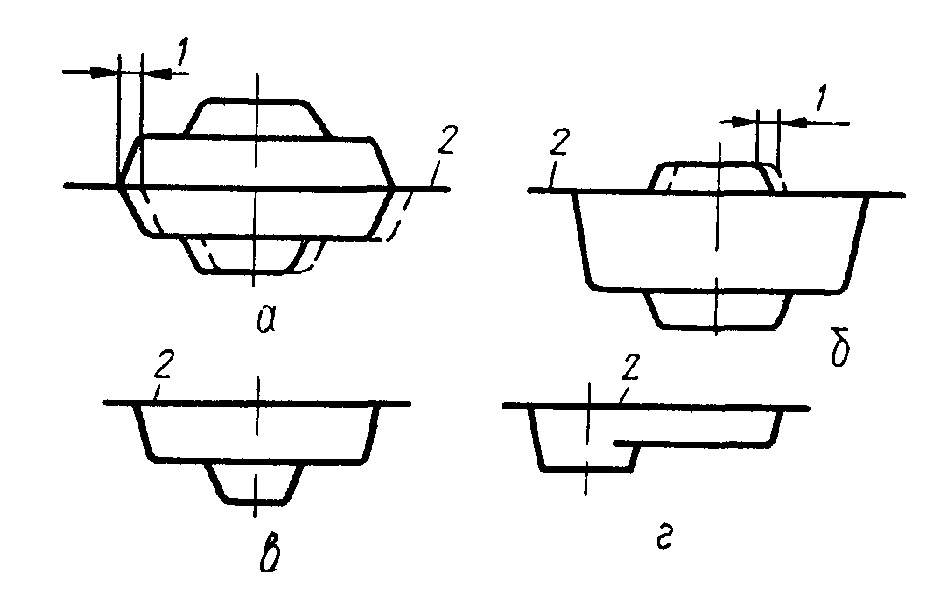
Рис. 8.5.1 Положение поверхности разъема:
а — правильное; б — неправильное,
в, г — смещенное для поковок с односторонней бобышкой;
1 — смещение половины штампа; 2 —поверхность разъема
5. Если на детали только одна бобышка, то поверхность верхнего штампа можно выбрать гладкой, а поковку расположить только в нижнем штампе.
6. Необходимо при выборе плоскости разъема учитывать удобство и качество обрезки заусенца, необходимость уравновешивания сдвигающих усилий, возникающих при штамповке изогнутых поковок.

Рис.8.5.2 Разъем штампов для длинноосных поковок:
І-І прямая и ІІ-ІІ ломаная линия разъема штампа
8.6 Установление припусков, допусков и напусков
Штамповкой нельзя получить абсолютно точные поковки, поэтому назначают допуски.
Допуски учитывают:
– недоштамповку поковки по высоте;
– износ ручья штампов;
– сдвиг штампов и т.п.
Если шероховатость поверхности и точность поковки удовлетворяют требованиям, предъявляемым к готовой детали, то припусков не назначают. Если нет, то назначают припуски под последующую механическую обработку.
В припуск входят:
1) дефектный слой металла;
2) вмятины от окалины;
3) искривление поковки;
4) обезуглероженный слой и т.д.
Этот дефектный слой удаляется при механической обработке.
Кузнечный припуск на сторону включает также и отрицательный допуск на сторону. Поэтому припуски и допуски взаимно связаны и зависят друг от друга.
Припуски и допуски при объемной штамповке из стали назначают по ГОСТ 7505-89, который предусматривает припуски и допуски на четыре группы точности в зависимости от требуемой точности детали и серийности ее изготовления.
Припуски и допуски по ГОСТ зависят от массы и размеров поковки, а также от применяемого оборудования.
Особое значение имеет допуск на недоштамповку, который определяет положительное отклонение допуска на вертикальные размеры поковки.
Это отклонение почти в два раза больше отрицательного отклонения на вертикальные размеры.
ГОСТ 7505-89 предусматривает допуск на массу поковок, что имеет особое значение для деталей, требующих балансировки в машинах (шатуны и т.п.).
ГОСТ 7505-89 регламентирует также кузнечные напуски. В частности, устанавливается напуск на отверстия при диаметре менее 30 мм, так как стойкость выступа для получения выемки в поковке диаметром менее 30 мм будет очень мала.
К кузнечным напускам относятся также напуски от штамповочных уклонов.
Припуски на стальные штамповочные поковки назначают по ГОСТ 7505-89.
Размеры на чертеж поковки наносят от исходных баз механической обработки (опорных точек и мест крепления поковки при начальной операции ее обработки резанием).
Базовые места, согласованные с механообрабатывающим цехом (потребителем, заказчиком), отмечают на чертеже поковки.
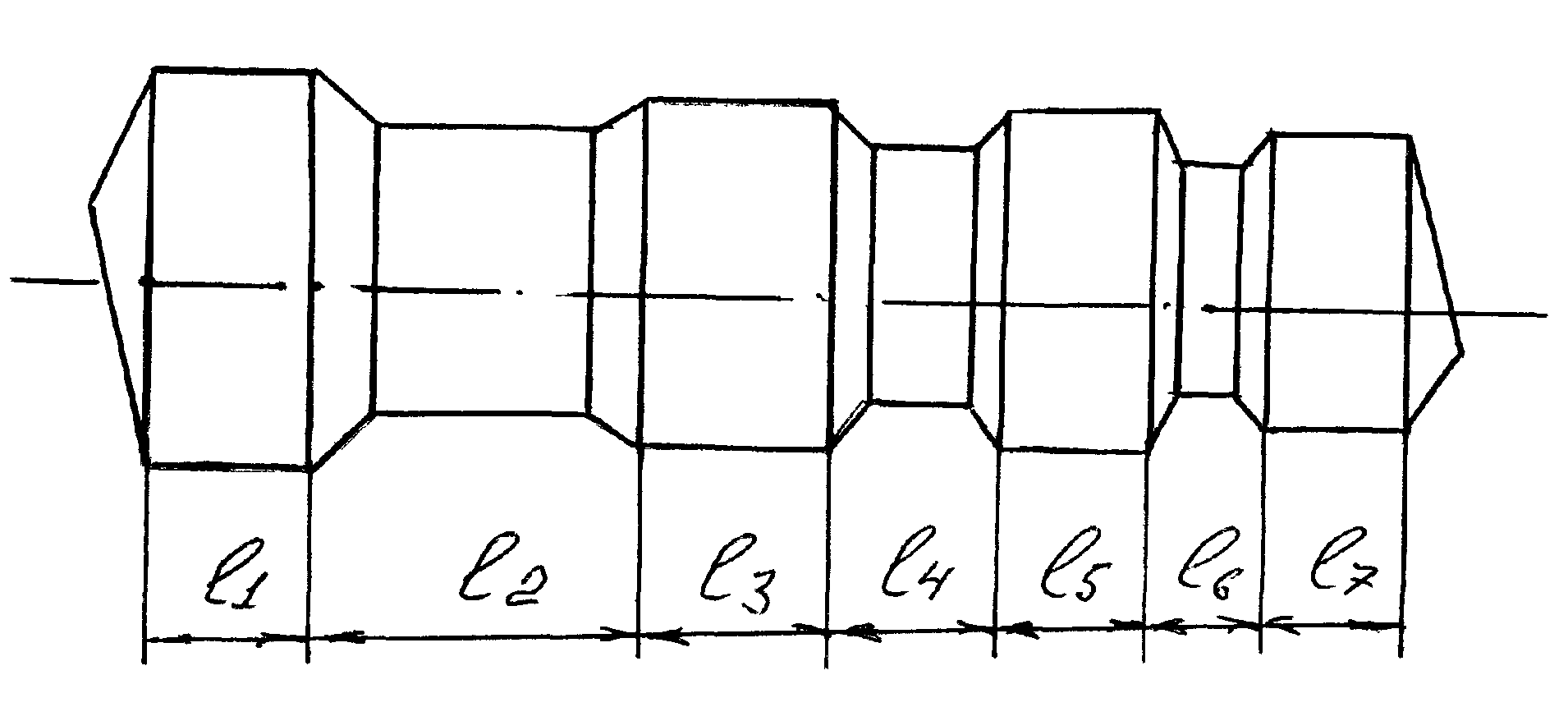
Два варианта простановки размеров:
І-й вариант
ІІ-й вариант
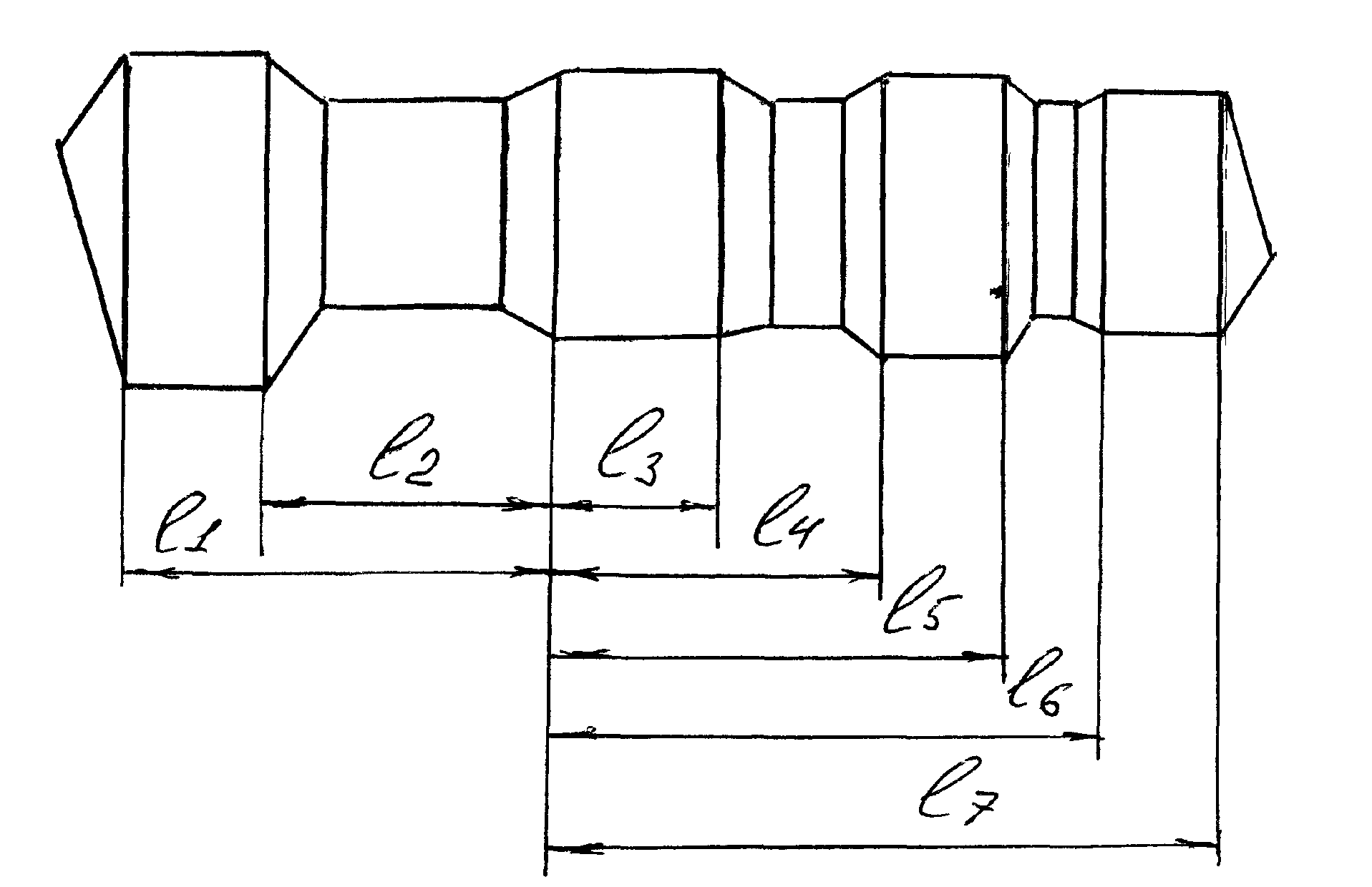
Рис.8.6.1 Варианты простановки размеров
При первом варианте неточности изготовления ручья штампа и самой поковки суммируются, и поэтому допускаемое отклонение по всей длине выдержать труднее. При ведении отсчета размеров от одной базы точность изготовления будет несомненно выше и условия контроля улучшаются.
Припуски на механическую обработку стальных штампованных поковок общего назначения массой до 400 кг устанавливаются ГОСТом 7505-89 с учетом следующих факторов:
массы поковки;
требуемой точности ее изготовления;
группы стали;
степени сложности поковки; размеров и качества поверхности (классов шероховатости по ГОСТ 22788-73).
При назначении припусков основной параметр (масса поковки) является неизвестной величиной, т.к. определяемый припуск является составной частью поковки. Некоторые авторы рекомендуют предварительно принимать массу поковки условно в 1,5 раза больше массы чистой детали с последующей корректировкой припусков.
По точности изготовления поковки подразделяют на два класса:
I – повышенной точности;
II – нормальной точности.
Специальный класс точности – более высокие требования по сравнению с I-м классом.
Группы стали М1 и М2, влияющие на величину припуска и допуска, различают в зависимости от их химического состава.
Все марки углеродистой стали, легированная сталь с содержанием углерода до 0,4% и легирующих элементов до 2% – М1.
Остальные легированные стали – М2.