

7.4 Разработка технологического процесса ковки
Последовательность операций определяется формой поковки.
Поковки разделены условно на 9 групп.
Разработка технологического процесса ковки:
а) разработка чертежа поковки;
б) определение размеров заготовки;
в) выбор профиля и размеров исходной заготовки;
г) разработка операций ковки;
д) выбор оборудования.
7.5 Разработка чертежа поковки
1. На основании чертежа готовой детали с учетом припусков, напусков и допусков.
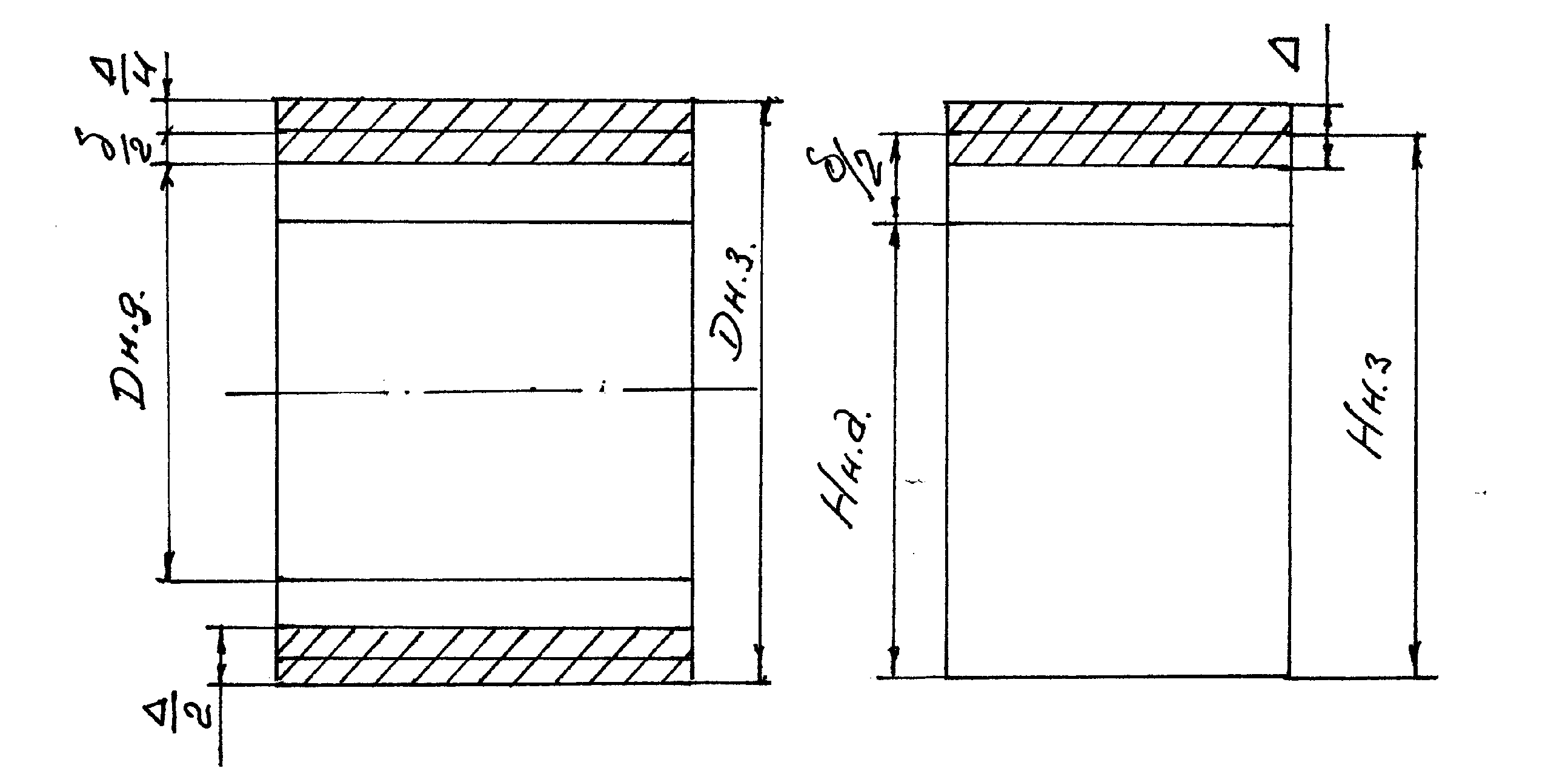
Рис.7.5.1 Схема расположения припусков и допусков
![]() ;
;
![]() ;
;
![]() .
.
2. Выбор припусков и предельных отклонений
а) ГОСТ 7829-70 – молоты; ГОСТ 7062-79 – прессы;
б) ГОСТ 7829-70;
в) по форме и соотношению размеров поковки разбиты на 17 групп (ГОСТ 7829-70);
г) припуски назначаются на номинальные размеры деталей;
д) величина припусков назначается с учетом обработки поковок с двух сторон;
е) предельные отклонения устанавливаются на номинальные размеры поковок;
ж) на необрабатываемые поверхности устанавливается только величина предельных отклонений;
з) для деталей,
обрабатываемых с одной стороны –
половина табличного припуска, величины
отклонений те же:
![]() ;
;
и) допускается округлять расчетные номинальные размеры до ближайших чисел в большую сторону;
к) объем и вес поковок определять исходя из номинальных размеров с учетом напусков на скосы, сферу и конусность отверстий;
л) припуски и предельные отклонения для гладких поковок рисунок по ГОСТ 7829-70.
м) припуски и предельные отклонения для поковок с уступами назначают основные и дополнительные.
Основные припуски
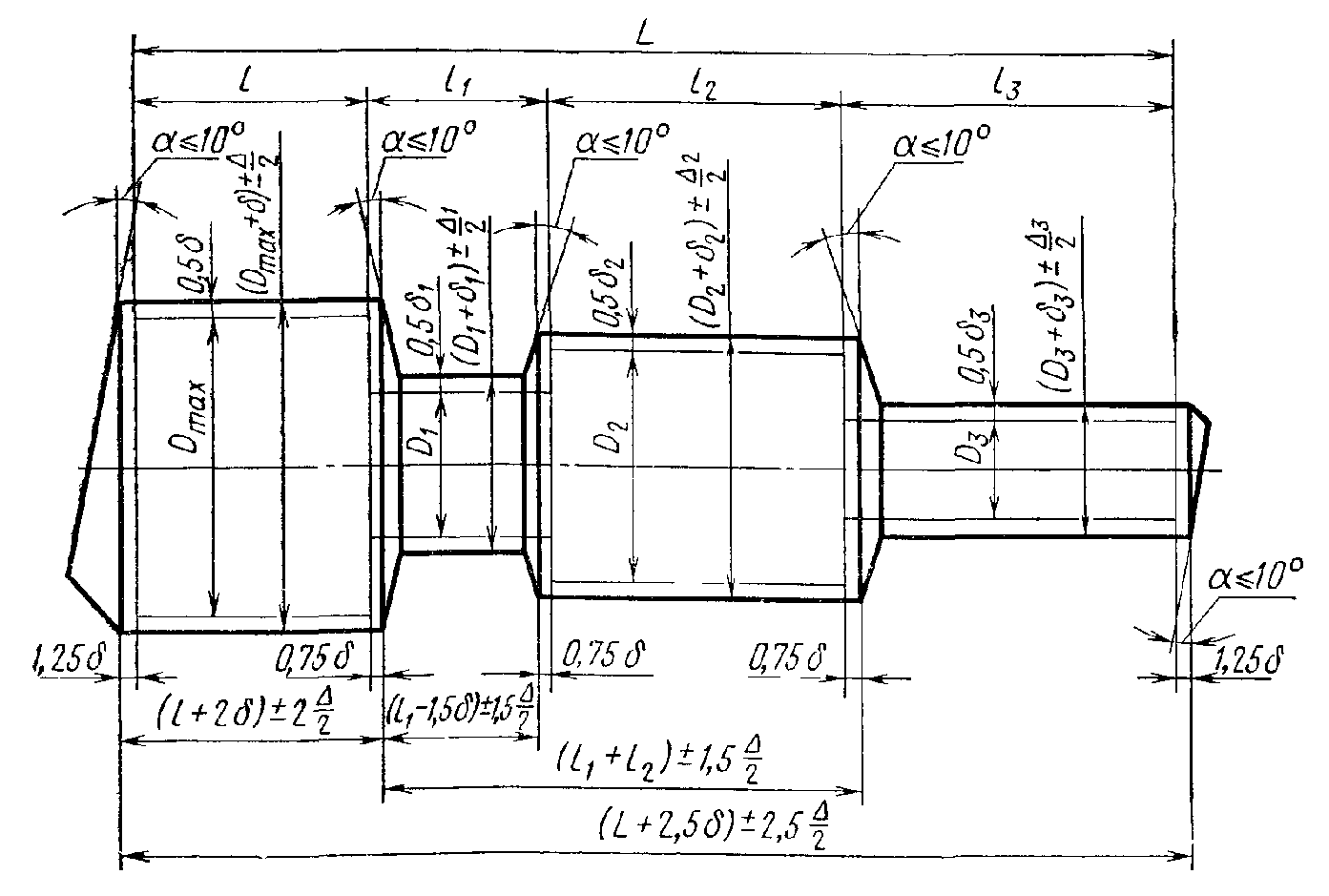
Рис.7.5.2 Основные припуски на обработку заготовок
Припуски
и отклонения
![]() на диаметр – по ГОСТ 7829-70.
на диаметр – по ГОСТ 7829-70.
Длину уступов и выемок указывают от одной базы – торец выступов наибольшего сечения.
Дополнительный припуск
а) на диаметры всех сечений, кроме основного в зависимости от разности диаметров наибольшего и рассматриваемого сечений с назначаемыми на нее основными припусками.
Разность
наибольший и рассматриваемый |
<40 |
40-80 |
80-100 |
100-120 |
120-140 |
140-160 |
160-180 |
>180 |
Дополнительный припуск 1, 2, 3 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Основное сечение
– если заготовка имеет ступень с необрабатываемой поверхностью – то это основное сечение;
– в противном случае – площадь продольных сечений ступеней
1![]() 1;
2
2:…
и сравнивают с площадью продольного
сечения выступа с наибольшим диаметром
max
;
1;
2
2:…
и сравнивают с площадью продольного
сечения выступа с наибольшим диаметром
max
;
– если все полученные значения 1 1; 2 2;… меньше, чем max , то за основное сечение принимают выступ с наибольшим диаметром;
– если есть значения 1 1; 2 2;… больше, чем max , то для значений 1 1; 2 2;, которые больше max , рассматривают величины
![]() ;
;
![]() и т.д.
и т.д.
и за основное сечение принимают сечение, для которого величина А имеет наибольшее значение;
– если за основное
сечение принят не выступ наибольшего
диаметра
![]() ,
то дополнительный припуск переносят
с основного сечения на выступ наибольшего
диаметра.
,
то дополнительный припуск переносят
с основного сечения на выступ наибольшего
диаметра.
Концевые и промежуточные уступы – назначают после установления основных и дополнительных припусков
Таблица 7.1
Диаметр уступа 1, 2, 3 |
до 100 |
100-180 |
180-250 |
>250 |
|
4 |
5 |
6 |
7 |
Таблица 7.2
Ширина бойка б |
до 150 |
150-300 |
>300 |
длина уступа 1, 2, 3 |
0,3 б |
0,4 б |
0,5 б |
б 350 мм.
– концевые и промежуточные уступы выполняются, если 1, 2, 3…> табл.4 и 1, 2, 3...> табл.7.2;
– если 1, 2, 3…< табл.7.1, уступ отковывают по соседнего выступа;
– если 1, 2, 3…< табл.7.2, уступ отковывают по соседнего выступа.
Выемка
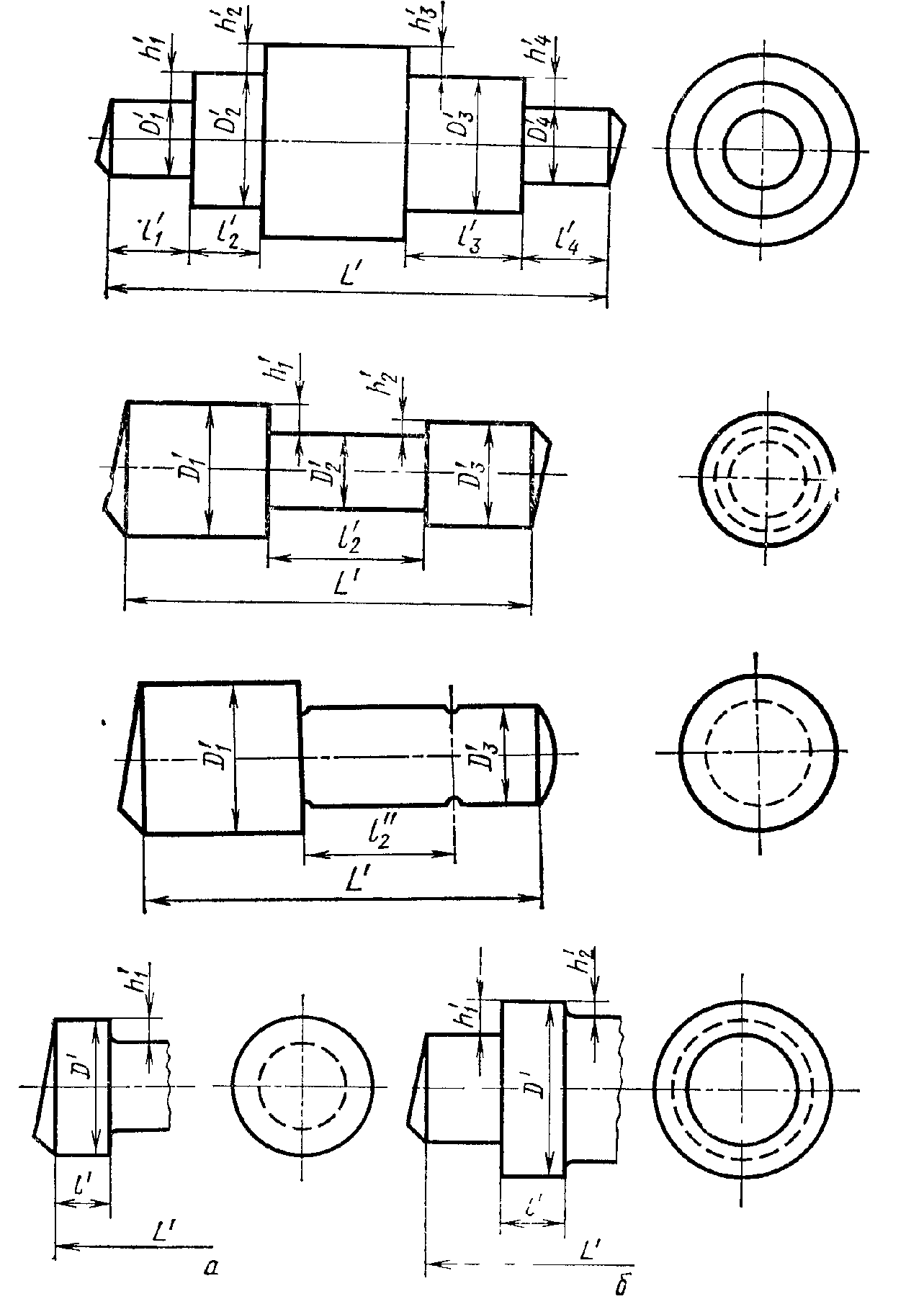
Рис.7.5.3 Схемы расположения уступов, выемок и фланцев
Таблица 7.3
Ширина бойка б |
до 300 |
300-400 |
>400 |
|
0,5 б |
0,7 б |
б |
Если > табл.7.3 – то выемку делают.
Номинальные размеры заготовки
№№ пов. |
Номинальный размер детали |
Основной припуск |
Допуск на поковку |
Дополнительный припуск |
Напуск |
Номинальный размер поковки
|
|
|
|
|
|
|
|
Отверстие прошивают >50…60 мм
Чертеж заготовки
Контуры поковки вычерчивают сплошными линиями толщиной .
Контуры деталей – линией /2.
Размеры с отклонениями показывают для поковки.
Размеры готового изделия – в скобках (номинальные).
Линейные размеры – от одной базы.
Технические условия – ГОСТ 8479-79
а) материал и ГОСТ;
б) масса;
в) вид термообработки и твердость;
г) методы очистки поковки от окалины;
д) глубина внешних дефектов (не более 0,5 от величины допуска);
е) допускаемая величина биений, перекосов, кривизны;
ж) процент выборочного контроля.

Рис.7.5.4 Чертеж поковки вала
Выбор профиля и размеров исходной заготовки
1. Профиль
а) прокат
б) слиток
2. Масса поковки
![]() ;
;
![]() ,
,
где ![]() –
число элементарных объемов;
–
число элементарных объемов;
![]() – удельный вес стали,
=7,85
г/см3.
– удельный вес стали,
=7,85
г/см3.
Объем исходной заготовки
![]() ,
,
где ![]() –
объем концевого отхода;
–
объем концевого отхода;
![]() – объем выдры;
– объем выдры;
![]() – потери на угар.
– потери на угар.
Круг = 0,23 d3;
Прямоугольник
= 0,3
![]() ;
;
![]() – сплошной;
– сплошной;
![]() –
полый;
–
полый;
![]() ;
;
![]() .
.
Масса исходной заготовки
![]()
а) если
![]() <800
кг – прокат;
<800
кг – прокат;
б) если > 800 кг – слиток.
Величина укова
а) протяжка ![]() ;
;
б) осадка ![]() ;
;
![]() ;
;
у = 1,25…1,60 – для проката.
Площадь исходной заготовки
а) протяжка ![]() ;
;
б) осадка ![]() .
.
ГОСТ 2590-88 –
 .
.Длина исходной заготовки
![]() .
.
Диаметр проката пр – ГОСТ 2590-88.
Осадка
Если
![]() >2,5
пр
берут из ГОСТ следующее большее значение
пр
до тех пор, пока
2,5
пр.
>2,5
пр
берут из ГОСТ следующее большее значение
пр
до тех пор, пока
2,5
пр.
Коэффициенты
а) выход годного ![]() ;
;
б) весовой
точности ![]() ;
;
в) использования
металла ![]() .
.