

5.12 Припуски на механическую обработку
1. Основные припуски выбираются в зависимости от допусков на соответствующий размер и ряды припусков.
2. Из двух значений припуска:
меньшее – для более грубых квалитетов точности обрабатываемых поверхностей;
большее – более точный квалитет точности;
возможно увеличение основного припуска до ближайшего значения из того же ряда.
3. Дополнительный припуск – для компенсации отклонений расположения элементов отливки:
коробление;
смещение по плоскости разъема;
назначают по таблице ГОСТ 26645-85 в том случае, если наибольшее из предельных отклонений превышает ½ допуска на соответствующий размер отливки (табл.7).
4. Предельные отклонения элементов отливок:
смещение по плоскости разъема – табл.2;
коробление – табл.3.
5. Общий припуск = сумма основного и дополнительного припусков.
5.13 Формовочные уклоны
1. На вертикальных стенках по ГОСТ 3212-80 в зависимости от высоты, способа литья и вида моделей:
на обрабатываемой поверхности;
уклон сверх припуска;
на необрабатываемых в + и –.
2. На чертежах заготовки уклоны необходимо показывать.
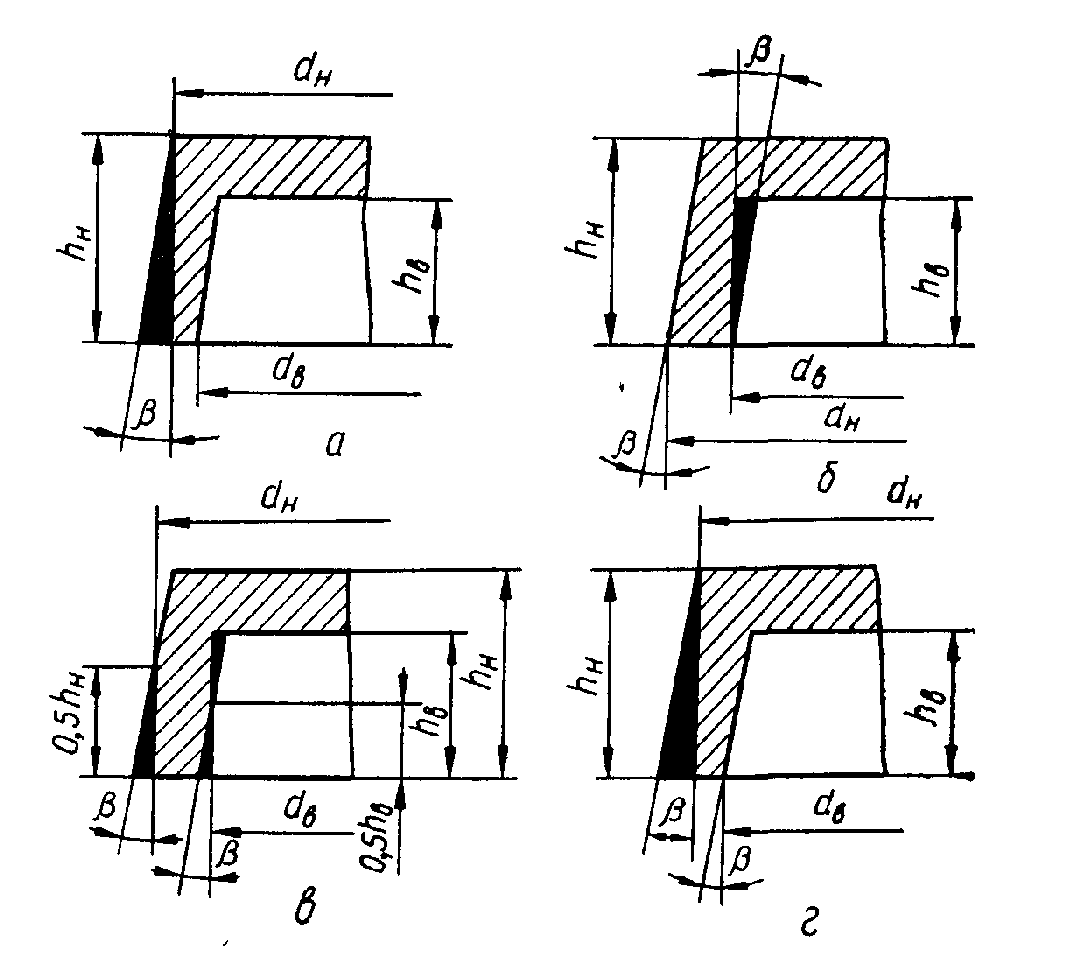
Рис.5.13.1 Формовочные уклоны
3. Радиусы закруглений:
определяют качество литой заготовки;
выбирают в зависимости от:
- материала отливки;
- толщины сопрягаемых стенок;
- выбирают по графикам или из справочников.
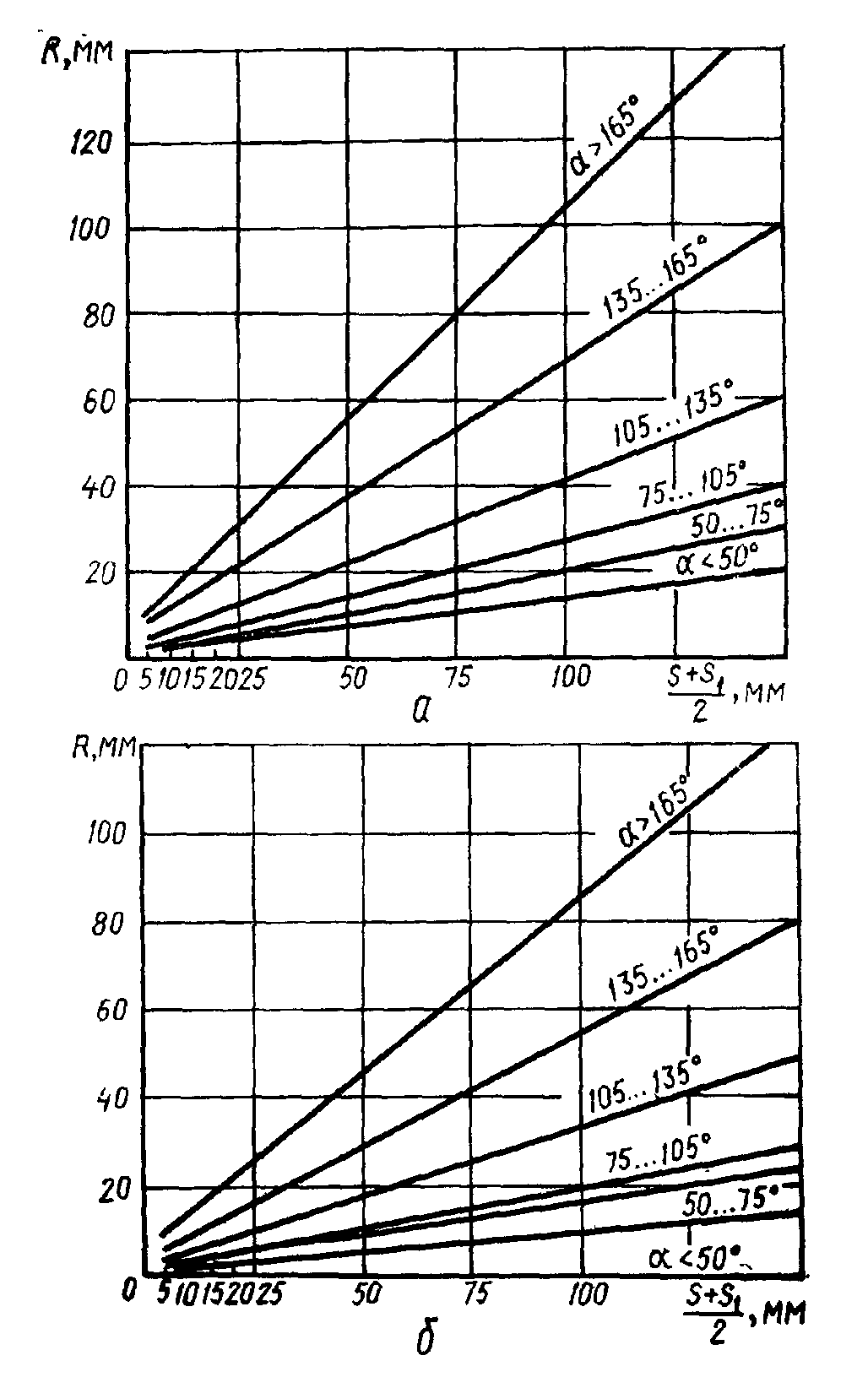
Рис.5.13.2 Определение радиусов закруглений: а сталь и медные сплавы;
б чугун, алюминиевые и магниевые сплавы
5.14 Положение отливки в форме
Обеспечить спокойное заполнение формы.
Направленная кристаллизация снизу вверх (усадочные раковины, примеси, неметаллические включения должны быть вверху и удаляются при механической обработке).
Массивные и ответственные элементы отливок располагают в нижней форме или вертикально.
Поверхности, связанные точными размерами – в одной половине формы, желательно, в нижней, чтобы исключить влияние смещения формы на точность.
Элементы отливок с малой и равномерной толщиной стенок – в верхней части формы – для хорошего подвода металла.
Тонкостенные элементы – вертикально или наклонно – во избежание раковин и газовых пузырей.
Детали, тела вращения – вертикально.
Общая высота формы min, а полуформы одинаковую высоту.
5.15 Правила выбора баз
База – поверхность, ось, точка, принадлежащие заготовке и используемые для базирования, т.е. придания ей требуемого положения относительно выбранной системы координат.
Черновая база – необрабатываемые поверхности или их оси. От этих баз проставляются размеры до остальных необрабатываемых или базовых обрабатываемых поверхностей.
Требования к выбору баз для первой операции – черновой обработки:
размерыmin (min коробления и допускаемые отклонения);
точность сборки литейной формы не должна влиять на точность положения черновой базы;
не должны пересекаться линией разъема полуформ;
база для выполнения максимального числа операций.
5.16 Оформление чертежа отливки
Правила ЕСКД.
Исходный документ – чертеж готовой детали.
В единичном производстве – совмещенный чертеж. Элементы отливки – красный цвет.
Чертеж заготовки выполняется основными линиями b с учетом припусков, напусков и уклонов.
Линиями b/2 указывают контур обрабатываемых поверхностей, а также отверстий, впадин, выточек, не выполняемых литьем.
Остатки питателей, выпоров, прибылей, если они не удаляются полностью, изображают на чертеже отливки.
Простановка размеров
связь черновых баз с необрабатываемыми поверхностями;
избегать простановку размеров цепочками;
связать черновую базу с чистовой одним размером, в противном случае допуски суммируются;
замыкающее звено – фланец, прилив (неответственный элемент);
все обрабатываемые поверхности необходимо связать с базой чистовой механической обработки;
необрабатываемые поверхности с чистовой базой не связывают.

Рис.5.16.1 Пример оформления чертежа отливки