

Ориентировочные нормы выхода сдобных сухарей
Сдобные сухари |
Ориентировочный выход изделий, % |
Сдобные сухари |
Ориентировочный выход изделий, % |
Детские |
104–106 |
Украинские |
116,5 |
Любительские |
120 |
Киевские |
119,5 |
Ванильные |
118–120 |
Горчичные |
105–108 |
Лимонные |
110 |
Пионерские |
114 |
Ореховые |
138,5 |
Кофейные |
107–109 |
Молочные |
116 |
Московские |
105–107 |
Школьные |
110 |
Дорожные |
105 |
С маком |
125 |
Барнаульские |
95–100 |
Сливочные |
120–122 |
Туристические |
107 |
Осенние |
138 |
Юбилейные |
105 |
С изюмом |
153 |
Рязанские |
110 |
Юбилейные |
127,5 |
Городские |
110 |
Особые |
105 |
|
|
1.2. Технологические схемы производства сдобных сухарей
Технологическая схема производства сдобных сухарей, характеризуется способом приготовления теста и технологическим оборудованием, на базе которого организована выработка продукции. В настоящее время в производстве сдобных сухарей наиболее распространен опарный способ приготовления теста:
– с порционным замесом теста в две стадии, включая отсдобку, в месильных машинах периодического действия;
– с непрерывным замесом опары и теста при применении тестоприготовительных агрегатов с брожением теста до разделки;
– с непрерывным замесом опары и теста при использовании дополнительной механической обработки теста, без брожения его до разделки;
– использование большой густой опары и усиленной механической обработки теста.
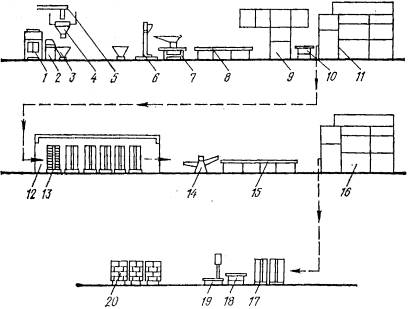
Аппаратурно–технологическая схема производства сдобных сухарей с порционным замесом теста:
1 – автоматическая дозировочная станция ВНИИХП–О–1; 2 – тестомесильная машина периодического действия; 3 – дежа; 4 – автомукомер; 5 – питательный шнек; 6 – подъемно–опрокидывательная машина для дежи; 7 – формовочная машина; 8 – ленточный транспортер для подачи сухарных плит в шкаф расстойки; 9 – конвейерный шкаф для расстойки; 10 – стол для смазки и отделки тестовых заготовок сухарных плит; 11 – конвейерная люлечно–подиковая печь для выпечки сухарных плит; 12 – стационарная камера для выдержки сухарных плит; 13 – шпилечная вагонетка; 14 – хлеборезальная машина; 15 – ленточный транспортер для укладки на листы ломтей; 16 – конвейерная люлечно–подиковая печь для сушки ломтей; 17 – шпилечная вагонетка для листов с сухарями; 18 – стол для укладки сухарей в тару; 19 – весы; 20 – стеллажи готовой продукции.
1-я схема. Тесто замешивается в машинах периодического действия с подкатными дежами в две стадии, так как применяется большое количество сдобящего сырья, затрудняющего его брожение. Разделка и формование теста механизированы. Расстойка тестовых заготовок происходит в конвейерных шкафах. Выпечка плит и сушка осуществляются в конвейерных люлечно–подиковых, тупиковых печах; выдержка (черствение) плит – на вагонетках в стационарных камерах.
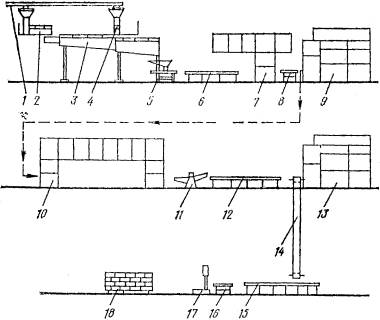
Аппаратурно–технологическая схема производства сдобных сухарей с применением тестоприготовительных агрегатов непрерывного действия:
1 – питательный шнек; 2 – тестомесильная машина непрерывного действия для замеса опары; 3 – емкость для брожения; 4 – тестомесильная машина непрерывного действия для замеса теста; 5 – формовочная машина; 6, 12, 14, 15 – ленточные транспортеры; 7 – конвейерный шкаф расстойки; 8 – стол для смазки и отделки тестовых заготовок; 9 – конвейерная люлечно–подиковая печь для выпечки сухарных плит; 10 –конвейерный шкаф для выдержки сухарных плит; 11 – хлеборезальная машина; 13 – конвейерная люлечно–подиковая печь для сушки ломтей; 16 – стол для упаковки сухарей в тару; 17 – весы; 18 – стеллажи готовой продукции.
2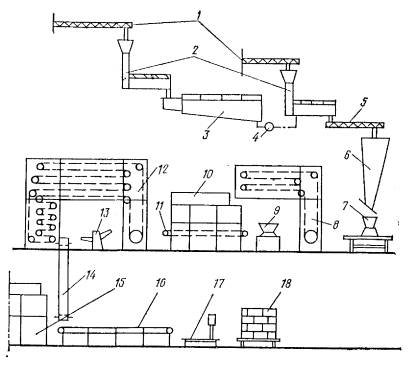 –я
схема. Тесто приготовляется в
тестоприготовительных агрегатах
непрерывного действия. Все остальные
производственные процессы аналогичны
процессам в 1–й схеме, за исключением
выдержки плит, которая осуществляется
в конвейерных шкафах (кулерах),
оборудованных приточно–вытяжной
вентиляцией.
–я
схема. Тесто приготовляется в
тестоприготовительных агрегатах
непрерывного действия. Все остальные
производственные процессы аналогичны
процессам в 1–й схеме, за исключением
выдержки плит, которая осуществляется
в конвейерных шкафах (кулерах),
оборудованных приточно–вытяжной
вентиляцией.
Аппаратурно–технологическая схема производства сдобных сухарей с применением тестоприготовительных агрегатов непрерывного действия и дополнительной механической обработкой теста:
1 – питательные шнеки; 2 – тестомесильные машины непрерывного действия; 3 – емкость для брожения опары; 4 – насос для подачи опары в тестомесильную машину; 5 – шнек для дополнительной обработке теста; 6 – бункер для теста; 7 – формовочная машина; 8 – конвейерный шкаф для расстойки; 9 – машина для смазки тестовых заготовок; 10 – конвейерная люлечно–подиковая печь; 11,14,16 – ленточные транспортеры; 12 – конвейерный шкаф для выдержки сухарных плит; 13 – хлеборезальная машина; 15 – конвейерная люлечно–подиковая печь для сушки ломтей; 17 – весы; 18 – стеллажи готовой продукции.
3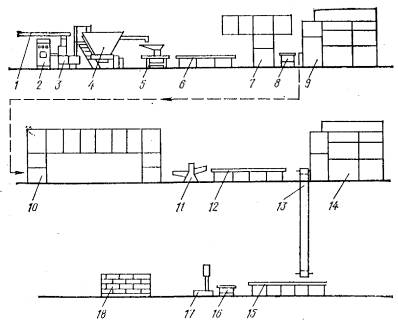 –я
схема. Тесто готовится опарным способом
в тестоприготовительных агрегатах
непрерывного действия с применением
дополнительной механической обработки
его, что исключает стадию брожения теста
до разделки. Процессы разделки, формования
и расстойки тестовых заготовок
производятся аналогично этим процессам
в 1–й схеме. Выпечка плит и сушка сухарей
осуществляются в конвейерных, тупиковых
или туннельных печах с ленточным и
сетчатым подом. Выдержка сухарных плит
в конвейерных шкафах с приточно–вытяжной
вентиляцией и укладка плит на фанерные
листы с отверстиями позволяют значительно
сократить продолжительность черствения
– до 6 – 7 ч вместо 24 ч.
–я
схема. Тесто готовится опарным способом
в тестоприготовительных агрегатах
непрерывного действия с применением
дополнительной механической обработки
его, что исключает стадию брожения теста
до разделки. Процессы разделки, формования
и расстойки тестовых заготовок
производятся аналогично этим процессам
в 1–й схеме. Выпечка плит и сушка сухарей
осуществляются в конвейерных, тупиковых
или туннельных печах с ленточным и
сетчатым подом. Выдержка сухарных плит
в конвейерных шкафах с приточно–вытяжной
вентиляцией и укладка плит на фанерные
листы с отверстиями позволяют значительно
сократить продолжительность черствения
– до 6 – 7 ч вместо 24 ч.
Аппаратурно–технологическая схема производства сдобных сухарей на большой густой опаре:
1 – питательный шнек; 2 – автоматическая дозировочная станция ВНИИХП–О–6; 3 – тестомесильная машина непрерывного действия; 4 – шестисекционный бункер для брожения опары; 5 – формовочная машина; 6,12,13,15 – ленточные транспортеры; 7 – конвейерный шкаф для расстойки; 8 – стол для смазки и отделки тестовых заготовок; 9,14 – конвейерные люлечно–подиковые печи; 10 – конвейерный шкаф для выдержки сухарных плит; 11 – хлеборезальная машина; 16 – стол для упаковки сухарей; 17 – весы; 18 – стеллажи готовой продукции
4–я схема. Тесто на большой густой опаре готовится в бункерных или в других агрегатах аналогичных конструкций. Тесто поступает на разделку без брожения. Остальные процессы производства осуществляются так же, как в 3–й схеме. Однако при данном способе обязательна дополнительная интенсивная механическая обработка теста перед его разделкой, в результате чего улучшаются структурно–механические свойства теста.