

2.4 Оценка адекватности имитационной модели сети
В общем случае под адекватностью понимают степень соответствия модели тому реальному явлению или объекту, для описания которого она строится.
Вместе с тем, создаваемая модель ориентирована, как правило, на исследование определенного подмножества свойств этого объекта. Поэтому можно считать, что адекватность модели определяется степенью ее соответствия не столько реальному объекту, сколько целям исследования. В наибольшей степени это утверждение справедливо относительно моделей проектируемых систем (то есть в ситуациях, когда реальная система вообще не существует).
Процедура оценки адекватности основана на сравнении измерений на реальной системе и результатов экспериментов на модели и может проводиться различными способами. Наиболее распространенные из них:
по средним значениям откликов модели и системы;
по дисперсиям отклонений откликов модели от среднего значения откликов системы;
по максимальному значению относительных отклонений откликов модели от откликов системы.
Названные способы оценки достаточно близки между собой, поэтому ограничимся рассмотрением первого из них. При этом способе проверяется гипотеза о близости среднего значения наблюдаемой переменной Y среднему значению отклика реальной системы Yр. В результате N опытов на реальной системе получают множество значений (выборку) Yр. Выполнив N экспериментов на модели, также получают множества значений наблюдаемой переменной Y.
Затем вычисляются оценки математического ожидания и дисперсии откликов модели и системы, после чего выдвигается гипотеза о близости средних значений величин Yр и Y (в статистическом смысле). Основой для проверки гипотезы является t-статистика (распределение Стьюдента). Ее значение, вычисленное по результатам испытаний, сравнивается с критическим значением tкр, взятым из справочной таблицы. Если выполняется неравенство tн<tкр, то гипотеза принимается.
Поскольку на проектируемой системе провести измерения не представляется возможным, то в этом случае в качестве эталонного объекта принимают концептуальную модель проектируемой системы. Тогда оценка адекватности программно реализованной модели заключается в проверке того, насколько корректно она отражает концептуальную модель.
2.5 Эксплуатация программной имитационной модели сети
2.5.1 Назначение и условия применения программы.
Программная имитационная модель сети предназначена для оценки показателей эффективности технологического процесса прокатки полос металла. Данная программная модель выполняет следующие функции:
- расчет средних коэффициентов использования участков цеха;
- определение средних значений: числа полос в очередях на участки цеха и времен их ожидания;
- производительность цеха по прокатке полос;
- формирование стандартного отчета;
- гистограмм распределения: времен прокатки, времен ожидания, числа полос в очередях.
Программный продукт предназначен для работы в 32-разрядных операционных системах Windows 95/98/2000/XP.
Минимальные аппаратные требования составляют:
- процессор Pentium 100;
- 64MB оперативной памяти;
- объем дисковой памяти, необходимый для хранения базы данных, должен быть не менее 50 MB, для приложения – 5 MB;
- монитор SVGA с разрешением 800х600 точек;
- манипулятор типа «мышь».
2.5.2 Характеристики программы
Программная имитационная модель сети разработана в системе моделирования общего назначения GPSS World. Поэтому сначала необходимо установить пакет моделирования дискретных систем GPSS World (рис 2.10) и затем скопировать программу имитации сети с жесткого диска в предварительно открытый файл модели среды GPSS.

Рисунок 2.10 – Главное окно системы GPSS World
Ввод исходных данных: характеристики потока полос указываются в полях оператора блока GENERATE; средняя длительность обработки полос на участках – в полях оператора блока ADVANCE; емкость очереди – в поле оператора STORAGE; параметры гистограмм распределения – в полях операторов TABLE, QTABLE.
2.5.3 Выполнение программы
Для запуска программы необходимо:
командой CREATE SIMULATION меню COMMAND создать процесс моделирования, появляется окно - журнал Model 2.1.sim – JOURNAL (рисунок 2.11);
вызвать окно команды START, в поле команды записать число прогонов (START1000) и клавишей ОК запустить модель.
После выполнения заданного числа прогонов появляется стандартный отчет Model 2.1.1 – REPORT с результатами моделирования, который автоматически формируется системой GPSS World.

Рисунок 2.11 – Запуск программы имитации сети
На рисунке 2.12 представлен фрагмент отчета, содержащий фазу с большим числом полос в очереди, в данном случае это четвертая фаза имитирует прокатку полос.

Рисунок 2.12 – Фрагмент отчета программы имитации сети
Средние характеристики участков (фаз) располагаются в средней части стандартного отчета программы имитации технологического процесса (рисунок 2.13). Из этих данных видно, что коэффициент использования каналов (UTIL) на фазе прокатки близок к единице, что указывает на узкое место в технологической цепочке прокатки полос.
Гистограммы распределения: числа полос в очереди к прокатке и времени ожидания в ней можно вызвать для анализа командами меню WINDOW (рисунки 2.14, 2.15).

Рисунок 2.13 – Фрагмент отчета программы с характеристиками участков, очередей к ним и гистограмм их распределения
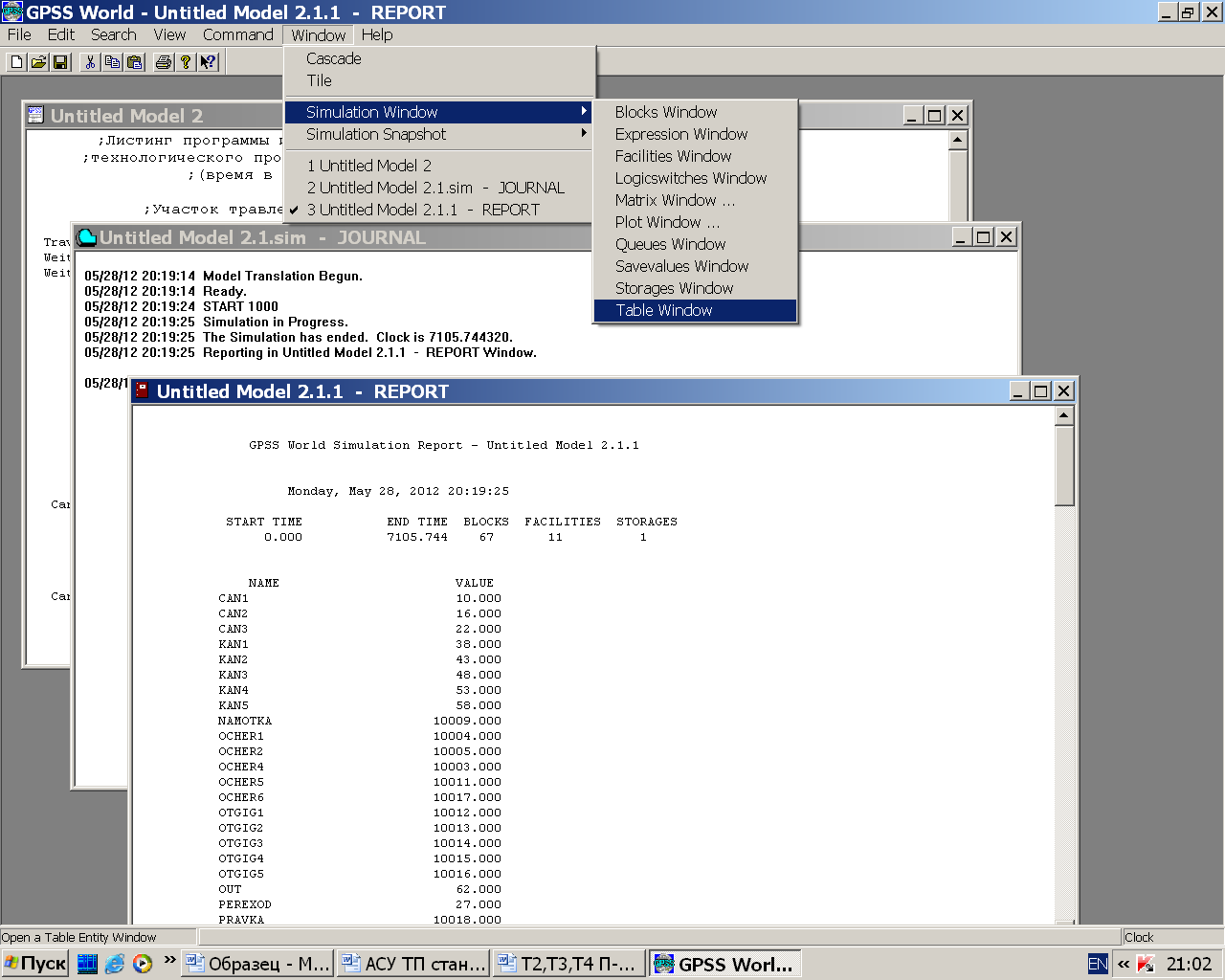
Рисунок 2.14 – Вызов гистограмм распределения
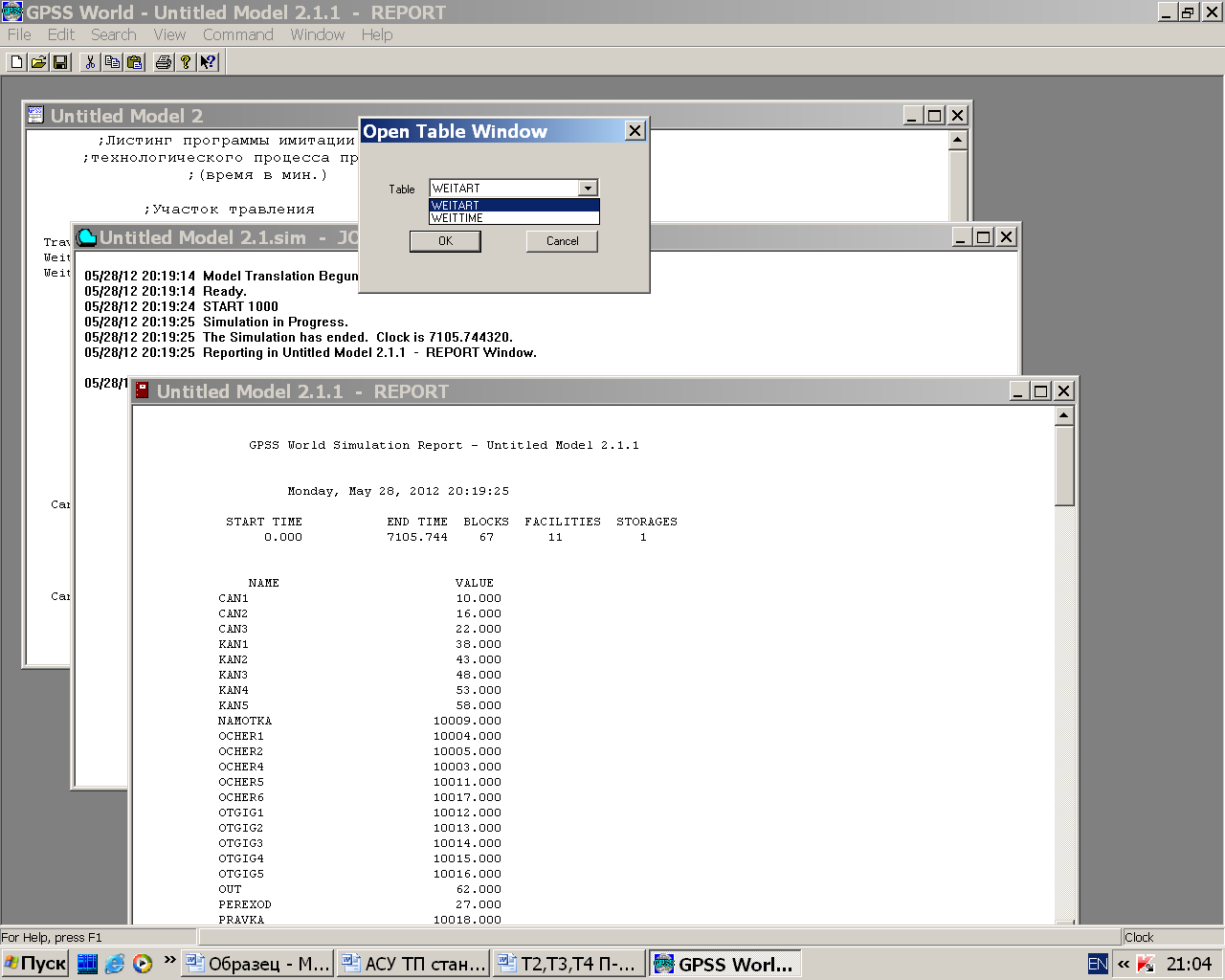
Продолжение рисунка 2.14
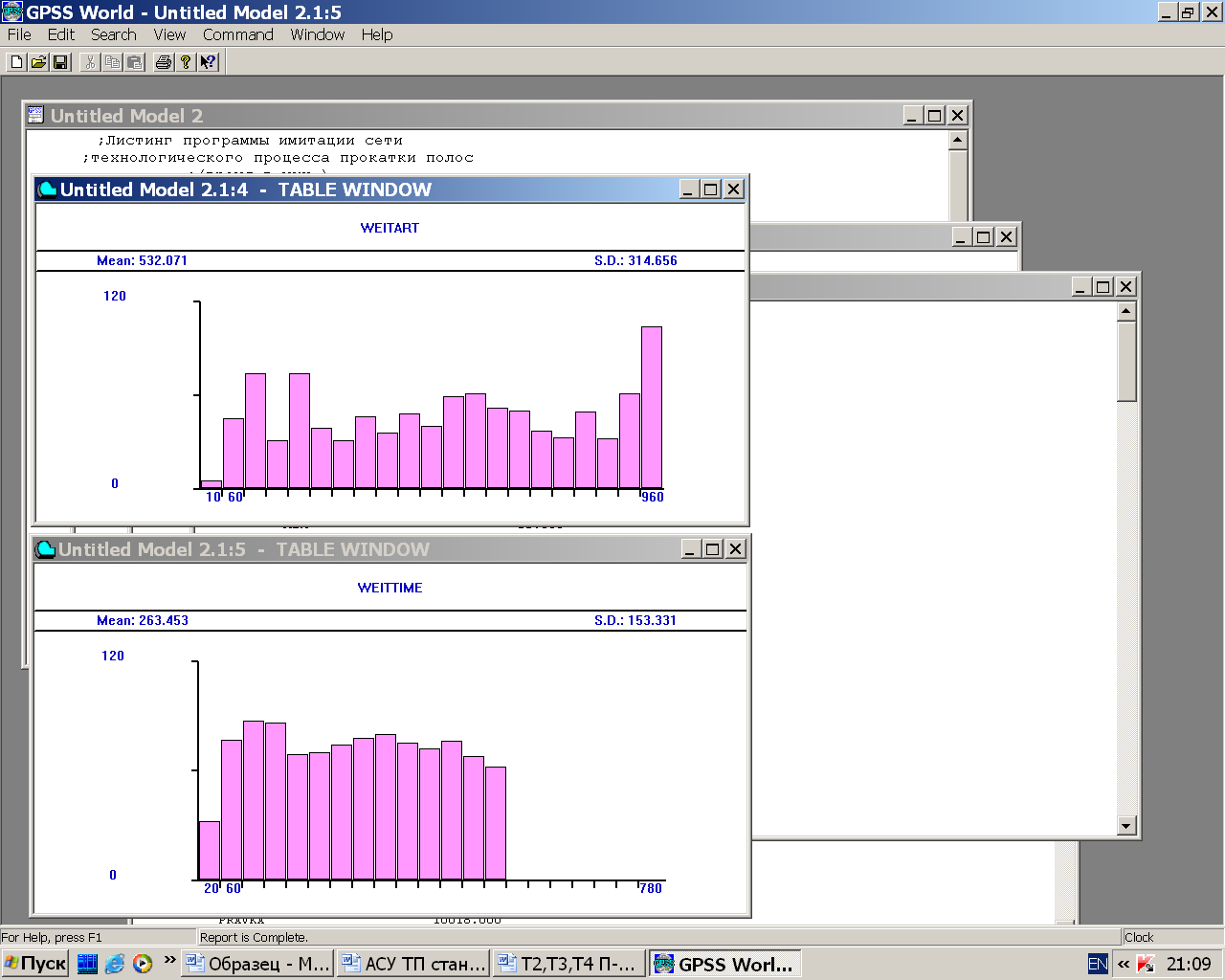
Рисунок 2.15 – Гистограммы распределения: числа полос в очереди на прокатку и времени ожидания в ней
Приложение А
(обязательное)
;Листинг программы имитации сети
технологического процесса прокатки полос
;(время в мин.)
;Участок травления
Travlen STORAGE 20 ;Устройство на 20 каналов.
WeitTime TABLE QT$Ocher4,20,40,21 ;Гистограмма времени ожидания.
WeitArt QTABLE Ocher4,10,50,21 ;Гистограмма числа транзактов
;в очереди рулонов на прокатку.
GENERATE (POISSON(1,1.2)) ;Генерация транзактов.
QUEUE Ocher1 ;Стать в очередь1.
ENTER Travlen ;Войти на участок травления.
DEPART Ocher1 ;Выйти из очереди1.
ADVANCE 22,4 ;Задержать на 18…26 мин.
LEAVE Travlen ;Выйти из участка травления.
;Участок сварки
ADOPT 2000 ;Присвоить номер семейства.
QUEUE Ocher2 ;Стать в очередь2.
TRANSFER ALL,Can1,Can3,6 ;Передать лист на одно из трех
;мест (Can1…Can3) участка сварки.
Can1 SEIZE Svarka1 ;Занять место Svarka1.
DEPART Ocher2 ;Выйти из очереди2.
ADVANCE (Normal(3,2.4,0.4)) ;Задержать на 2.4 мин.
RELEASE Svarka1 ;Выйти из участка Svarka1.
ASSEMBLE 5 ;Объединить 5 листов в полосу.
TRANSFER ,Perexod ;Передать полосу по метке.
Can2 SEIZE Svarka2 ;Занять место Svarka2.
DEPART Ocher2 ;Выйти из очереди 2.
ADVANCE (Normal(3,2.4,0.4)) ;Задержать на 2.4 мин.
RELEASE Svarka2 ;Выйти из участка Svarka2.
ASSEMBLE 5 ;Объединить 5 листов в полосу.
TRANSFER ,Perexod ;Передать полосу по метке.
Can3 SEIZE Svarka3 ;Занять место Svarka3.
DEPART Ocher2 ;Выйти из очереди 2.
ADVANCE (Normal(3,2.4,0.4)) ;Задержать на 2.4 мин.
RELEASE Svarka3 ;Выйти из участка Svarka3.
ASSEMBLE 5 ;Объединить 5 листов в полосу.
Perexod SEIZE Namotka ;Занять место намотки полосы.
ADVANCE 3 ;Задержать на 3 мин.
RELEASE Namotka ;Освободить участок намотки.
;Участок прокатки
QUEUE Ocher4 ;Стать в очередь4 на прокатку.
SEIZE Prokatka ;Занять прокатный стан.
DEPART Ocher4 ;Выйти из очереди 2.
ADVANCE (Normal(4,7.1,1.4)) ;Задержаться на 7.1 мин.
RELEASE Prokatka ;Освободить прокатный стан.
TABULATE WeitTime ;Занести время ожидания в таблицу.
;Участок отжига
QUEUE Ocher5 ;Стать в очередь5 на отжиг.
TRANSFER ALL,Kan1,Kan5,5 ;Передать рулон на одно из пяти
;мест (Kan1…Kan5) участка отжига.
Kan1 SEIZE Otgig1 ;Занять место Отжиг1.
DEPART Ocher5 ;Выйти из очереди5.
ADVANCE 24,3 ;Задержаться на 21…27 мин.
RELEASE Otgig1 ;Освободить место Отжиг2.
TRANSFER ,Out ;Передать рулон по метке Out.
Kan2 SEIZE Otgig2 ;Занять место Отжиг2.
DEPART Ocher5 ;Выйти из очереди5.
ADVANCE 24,3 ;Задержаться на 21…27 мин.
RELEASE Otgig2 ;Освободить место Отжиг2.
TRANSFER ,Out ;Передать рулон по метке Out.
Kan3 SEIZE Otgig3 ;Занять место Отжиг3.
DEPART Ocher5 ;Выйти из очереди5.
ADVANCE 24,3 ;Задержаться на 21…27 мин.
RELEASE Otgig3 ;Освободить место Отжиг3.
TRANSFER ,Out ;Передать рулон по метке Out.
Kan4 SEIZE Otgig4 ;Занять место Отжиг4.
DEPART Ocher5 ;Выйти из очереди5.
ADVANCE 24,3 ;Задержаться на 21…27 мин.
RELEASE Otgig4 ;Освободить место Отжиг4.
TRANSFER ,Out ;Передать рулон по метке Out.
Kan5 SEIZE Otgig5 ;Занять место Отжиг5.
DEPART Ocher5 ;Выйти из очереди5.
ADVANCE 24,3 ;Задержаться на 21…27 мин.
RELEASE Otgig5 ;Освободить место Отжиг5.
;Участок правки и раскроя
Out QUEUE Ocher6 ;Стать в очередь6.
SEIZE Pravka ;Занять место Правка.
DEPART Ocher6 ;Выйти из очереди6.
ADVANCE (Exponential(6,0,5)) ;Задержаться на 5 мин.
RELEASE Pravka ;Освободить место Правка.
TERMINATE 1 ;Уничтожить транзакт.
;Листинг программы имитации сети ТП прокатки полос для проверки адекватности модели
;(время в мин.)
;Участок травления
Travlen STORAGE 20 ;
GENERATE (POISSON(1,1.2)) ;
QUEUE Ocher1 ;
ENTER Travlen ;
DEPART Ocher1 ;
ADVANCE (Exponential(2,0,23)) ;
LEAVE Travlen ;
;Участок сварки
ADOPT 2000 ;
QUEUE Ocher2 ;
TRANSFER ALL,Can1,Can3,6 ;
Can1 SEIZE Svarka1 ;
DEPART Ocher2 ;
ADVANCE (Exponential(2,0,2.4)) ;
RELEASE Svarka1 ;
ASSEMBLE 5 ;
TRANSFER ,Perexod ;
Can2 SEIZE Svarka2 ;
DEPART Ocher2 ;
ADVANCE (Exponential(3,0,2.4)) ;
RELEASE Svarka2 ;
ASSEMBLE 5 ;
TRANSFER ,Perexod ;
Can3 SEIZE Svarka3 ;
DEPART Ocher2 ;
ADVANCE (Exponential(4,0,2.4)) ;
RELEASE Svarka3 ;
ASSEMBLE 5 ;
Perexod SEIZE Namotka ;
ADVANCE (Exponential(4,0,5)) ;
RELEASE Namotka ;
;Участок прокатки
QUEUE Ocher4 ;
SEIZE Prokatka ;
DEPART Ocher4 ;
ADVANCE (Exponential(3,0,5.4)) ;
RELEASE Prokatka ;
;Участок отжига
QUEUE Ocher5 ;
TRANSFER ALL,Kan1,Kan5,5 ;
Kan1 SEIZE Otgig1 ;
DEPART Ocher5 ;
ADVANCE (Exponential(2,0,24)) ;
RELEASE Otgig1 ;
TRANSFER ,Out ;
Kan2 SEIZE Otgig2 ;
DEPART Ocher5 ;
ADVANCE (Exponential(3,0,24)) ;
RELEASE Otgig2 ;
TRANSFER ,Out ;
Kan3 SEIZE Otgig3 ;
DEPART Ocher5 ;
ADVANCE (Exponential(4,0,24)) ;
RELEASE Otgig3
TRANSFER ,Out ;
Kan4 SEIZE Otgig4 ;
DEPART Ocher5 ;
ADVANCE (Exponential(5,0,24)) ;
RELEASE Otgig4 ;
TRANSFER ,Out ;
Kan5 SEIZE Otgig5 ;
DEPART Ocher5 ;
ADVANCE (Exponential(6,0,24)) ;
RELEASE Otgig5 ;
; Участок правки и раскроя
Out QUEUE Ocher6 ;
SEIZE Pravka ;
DEPART Ocher6 ;
ADVANCE (Exponential(6,0,5)) ;
RELEASE Pravka ;
TERMINATE 1 ;