

6. Требования к оформлению расчета
6.1. Выполненное задание оформляется на стандартных листах формат А4. Первый лист титульный (см. приложение 1)
Пример выполнения задания
Вариант № 31
Задание: На зубофрезерном станке 53А50 нарезают червячной фрезой цилиндрическое зубчатое одновенцовое колесо с плоскими обработанными торцами с числом зубьев Z, модулем m, шириной венца b и углом наклона зубьев β0.
Необходимо: выбрать режущий инструмент; назначить режим резания по таблицам нормативов; определить основное время (см. слайд 1 приложение 9.1).
Таблица 24
№ варианта |
Материал заготовки |
Обработка, параметр шероховатости поверхности Ra, мкм |
Число одновременно обрабатываемых заготовок |
Зубчатое колесо |
m, мм |
b, мм |
Z |
β0 |
31 |
Сталь 20Х 170 НВ |
Черновая (под последующую обработку) |
4 |
Прямозубое
|
4,5 |
50 |
42 |
0 |
1. Выбираем режущий инструмент: фреза червячная (см. слайд 2 приложение 9.2)
Dо = 90 мм, L = 140 мм, Z = 10 ГОСТ 9324-80
Материал фрезы Р6М5 [1.таб. 106стр. 193]
Углы заточки
γВ=8°; αВ = 10°; α = 20° [3. приложение 2.лист 9.стр.160]
(см. слайд 3 приложение 9.3)
2. Определяем глубину резания
t= 1,4 • m;
t= 1,4 • 4,5 = 6,3 мм.
3. Определяем класс точности фрезы и число заходов.
Класс точности «С», число заходов - 2 [3. ч. 2карта 1стр.11]
4. Определяем группу станков
Группа станков III [3. ч. 2 карта 1стр.25]
по мощности N = 8 кВт.
5. Назначаем подачу
S1 = 2 мм/об. [3. ч. 2 карта 3 стр.27]
Корректируем поправочными коэффициентами
Кмs = 1; Кβ= 1.
Sо=2 мм/об
по паспорту станка
S0д = 2 мм/об.
6. Назначаем количество осевых перемещений
ω = 3 [3. ч. 2 карта 11стр.36]
Ks = 0,9; Kt = 1,2;
ω ск=3 • 0,9 • 1,2 = 3,24
7. Назначаем скорость резания
V = 30,5 м/мин [3. ч. 2 карта 5стр.30]
Кми = 0,9; Кw = 1,3; Кβ = 1
Vск = 30,5 • 0,9 • 1,3 = 35,7 м/мин.
8. Назначаем мощность, потребленную на резание
Nрез = 2 кВт [3. ч.2 карта 5стр.30]
Nшп = Nдв • x • η;
Nдв = 8 кВт • η = 0,65
Nшп = 8 • 0,65 = 5,2 кВт.
Nрез < Nшп - обработка возможна
9. Определяем число оборотов
 об/мин n∂=
125 об/мин.
об/мин n∂=
125 об/мин.
10. Определяем действительную скорость резания.
 м/мин;
м/мин;
11. Определяем машинное время
L=В+l1, - длина рабочего хода; l1- не учитывается. [3. прил.4 стр.168]
В= b • q =50•4=200 мм
 мин,
мин,
 мин.
(см. слайд 4 приложение 9.4)
мин.
(см. слайд 4 приложение 9.4)
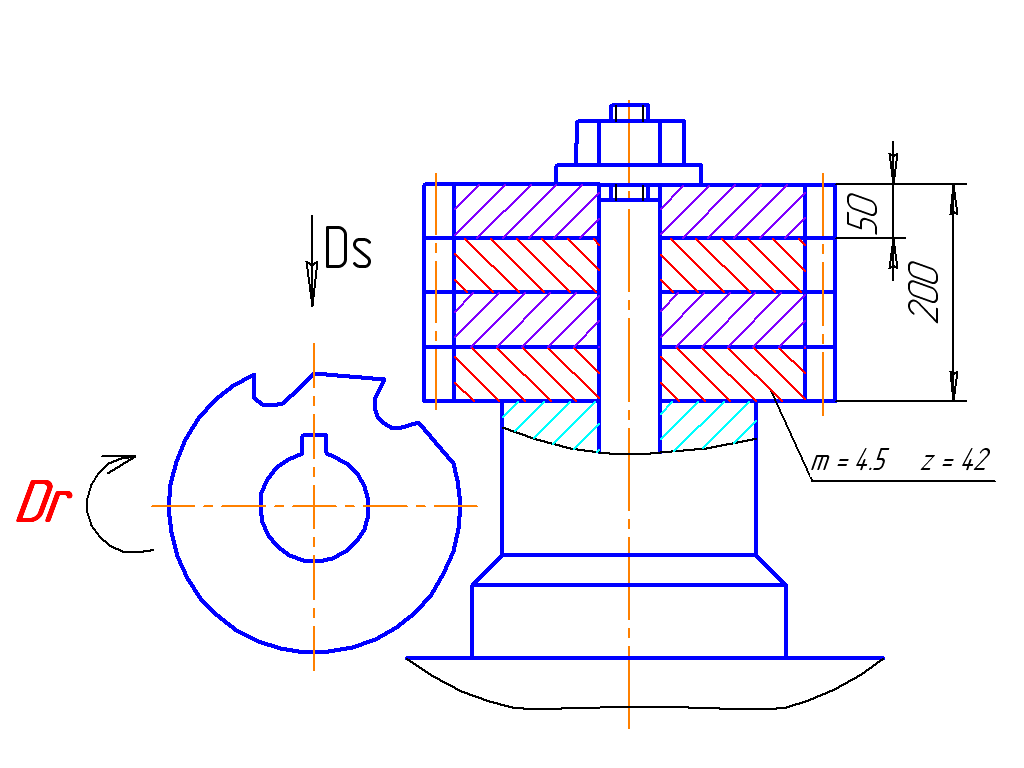
Рис. 17 (см. слайд 5 приложение 9.5)
Задание: На зубофрезерном станке 53А50 нарезают червячной фрезой цилиндрическое зубчатое одновенцовое колесо с плоскими обработанными торцами с числом зубьев Z, модулем m, шириной венца b и углом наклона зубьев β0.
Необходимо: выбрать режущий инструмент; назначить режим резания по таблицам нормативов; определить основное время
Таблица 25
№ варианта |
Материал заготовки |
Обработка, параметр шероховатости поверхности Ra, мкм |
Число одновременно обрабатываемых заготовок |
Зубчатое колесо |
m, мм |
b, мм |
Z |
β0 |
1
|
Сталь 10 σв=35 кгс/мм2
|
Чистовая (по сплошному металлу); 2,0
|
11
|
Прямозубое
|
2
|
25
|
20
|
0
|
2
|
Сталь 40 σв=45 кгс/мм2
|
Чистовая (по предв. прорез. зубу); 2,0
|
10
|
Косозубое
|
1
|
39
|
30
|
15
|
3
|
Серый чугун 200НВ
|
Черновая (под послед. обработку)
|
4
|
Косозубое
|
5
|
42
|
40
|
30
|
4
|
Сталь 40Х 200НВ
|
Черновая (под послед. обработку)
|
5
|
Прямозубое
|
4
|
37
|
3
|
0
|
5
|
Сталь 20Х 170НВ
|
Чистовая (по сплошному металлу); 2,0
|
6
|
Прямозубое
|
2
|
60
|
20
|
0
|
6
|
Серый чугун 210НВ
|
Чистовая (по сплошному металлу) ; 2,0
|
3
|
Косозубое
|
1
|
24
|
35
|
30
|
7
|
Сталь 40ХН 210НВ
|
Черновая (под послед. обработку) |
8
|
Прямозубое
|
2,5
|
12
|
30
|
0
|
8
|
Сталь 35Х σв=45 кгс/мм2
|
Черновая (под послед. обработку )
|
10
|
Прямозубое
|
4
|
32
|
15
|
0
|
9
|
Серый чугун 170НВ
|
Чистовая (по предв. прорез. зубу); 2,0 |
9
|
Косозубое
|
6
|
40
|
30
|
15
|
10
|
Сталь 20 170НВ
|
Чистовая (по сплошному металлу); 2,0
|
2
|
Косозубое
|
1,25
|
18
|
60
|
15
|
11
|
Сталь 45 200НВ
|
Черновая (под послед. обработку)
|
б
|
Прямозубое
|
4
|
48
|
30
|
0
|
12
|
Сталь 20Х 170НВ
|
Чистовая (по сплошному металлу); 2,0
|
10
|
Косозубое
|
2,5
|
55
|
25
|
15
|
13
|
Сталь 40Х 200НВ
|
Чистовая (по пред в. прорез. зубу); 2,0
|
3
|
Косозубое
|
4
|
40
|
50
|
30
|
14
|
Серый чугун 170НВ
|
Черновая (под послед. обработку)
|
8
|
Прямозубое
|
6
|
44
|
20
|
0
|
15
|
Серый чугун 200НВ
|
Черновая (под послед. обработку)
|
4
|
Прямозубое
|
3
|
32
|
40
|
0
|
16
|
Сталь 30ХГТ 200НВ
|
Черновая (под послед. обработку)
|
10
|
Прямозубое
|
2
|
48
|
20
|
0
|
17
|
Сталь 35Х 185НВ
|
Черновая (под послед. обработку)
|
6
|
Косозубое
|
4
|
38
|
45
|
30
|
18
|
Серый чугун 200НВ
|
Чистовая (по сплошному металлу) ; 2,0
|
8
|
Прямозубое
|
2
|
25
|
40
|
0
|
19
|
Сталь 45 215НВ
|
Чистовая (по пред. прорез. зубу); 2,0
|
5
|
Прямозубое
|
5
|
36
|
50
|
0
|
20
|
Сталь ХГТ 200НВ
|
Чистовая (по предв. прорез. зубу); 2,0
|
4
|
Косозубое
|
4,5
|
40
|
35
|
15
|
21
|
Серый чугун 210НВ
|
Чистовая (по сплошному металлу); 2,0
|
2
|
Косозубое
|
1
|
40
|
25
|
30
|
22
|
Серый чугун 175НВ
|
Чистовая (по сплошному металлу) ; 2,0
|
8
|
Прямозубое
|
2
|
50
|
20
|
0
|
23
|
Сталь 40Х 205НВ
|
Черновая (под послед. обработку)
|
4
|
Прямозубое
|
4
|
52
|
40
|
0
|
24
|
Сталь 35Х 185НВ
|
Чистовая (по сплошному металлу); 2,0
|
3
|
Прямозубое
|
1,25
|
32
|
30
|
0
|
25
|
Сталь 20 170НВ
|
Черновая (под послед. обработку)
|
6
|
Прямозубое
|
5
|
58
|
25
|
0
|
26
|
Сталь 45 215НВ
|
Черновая (под послед. обработку)
|
8
|
Прямозубое
|
6
|
36
|
20
|
0
|
27
|
Серый чугун 200НВ
|
Чистовая (по сплошному металлу) ; 2,0
|
4
|
Косозубое
|
1,25
|
60
|
25
|
15
|
28
|
Сталь 12ХН4А 160НВ
|
Черновая (под послед. обработку)
|
8
|
Косозубое
|
4
|
52
|
40
|
30
|
29
|
Сталь 5ХНМ 210НВ
|
Черновая (под послед. обработку)
|
10
|
Прямозубое
|
8
|
48
|
15
|
0
|
30
|
Сталь 18ХНВА 230НВ
|
Чистовая (по сплошному металлу); 2,0
|
6
|
Прямозубое
|
1
|
39
|
24
|
0
|