

6. Требования к оформлению расчета
6.1. Выполненное задание оформляется на стандартных листах формат А4. Первый лист титульный (см. приложение 1)
Пример выполнения задания
Вариант № 31
Задание: На горизонтально-фрезерном станке 6Т82Г производится цилиндрическое фрезерование плоской поверхности шириной В и длиной l: припуск на обработку h. Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время (см. слайд 1 приложение 4.1).
Таблица 15
Материал заготовки |
Заготовка
|
Обработка; параметр шероховатости поверхности, мкм
|
В
|
l
|
h
|
мм
|
|||||
Сталь 35 σв=60 кгс/мм2
|
Прокат
|
Черновая с охлаждением, Rz 40
|
80
|
150
|
4
|
1. Выбор режущего инструмента (см. слайд 2 приложение 4.2)
Фреза цилиндрическая с пластинами твердого сплава Т15К6: Dн = 90, Z=4
Углы заточки γ = 15° α [1. прил.2 стр.369]
(см.слайд 2 приложение 4.2)
2. Глубина резания t = h = 4 мм.
3. Подача
Sz = (0,09 – 0,18), мм/зуб [4. табл.33 стр.283]
Sz = 0,18 мм/ зуб
So = Sz Z = 0,18 4 = 0,72мм/об
4. Скорость резания (см. слайд 3 приложение 4.3)
V
=
 ,
м/мин
,
м/мин
Значения коэффициента Сv и показателей степени
Сv = 700; q = 0,17; х = 0,38; y = 0,28; u = 0,08; p = 0,1; m= 0,3 [4. табл. 39 стр.286]
Значение периода стойкости Т = 180мин [4. табл. 40 стр.290]
Общий поправочный коэффициент на скорость резания
Км = Кr Kr = 1 n=1 Км = 1,25
[4 табл. 1-2 стр. 261-262]
Кп = 1[4. табл. 5 стр.263] – коэффициент, учитывающий состояние поверхности заготовки
Ки= 1 [4. табл. 6 стр.263] - коэффициент, учитывающий материал инструмента

V
=
 134,71м/мин
134,71м/мин
5. Число оборотов шпинделя
 об/мин
об/мин
n∂ = 400 об/мин (по паспорту станка)
6. Определяем действительную скорость резания
 м/мин
м/мин
7. Минутная подача
 мм/мин
мм/мин
8. Определяем главную составляющую силы резания
Pz = Kмр Км = ( ) Км = 0,85
Значения коэффициента Ср и показателей степени
Ср = 101; х= 0,88; y = 0,75; u = 1,0; q = 0,87; w = 0 [4. табл. 41 стр.291]
Pz
=
 * 0,85 = 5200Н = 520кгс
* 0,85 = 5200Н = 520кгс
9. Определяем мощность, потребную на резание
Nрез. = , кВт
Nрез.
=
 кВт
кВт
10. (мин.)
L=l+y+Δ y+Δ=23 мм [3. прил.4 стр.377]
 мин.
(см. слайд 4 приложение 4.4)
мин.
(см. слайд 4 приложение 4.4)
Эскиз обработки (см. слайд 5 приложение 4.5)
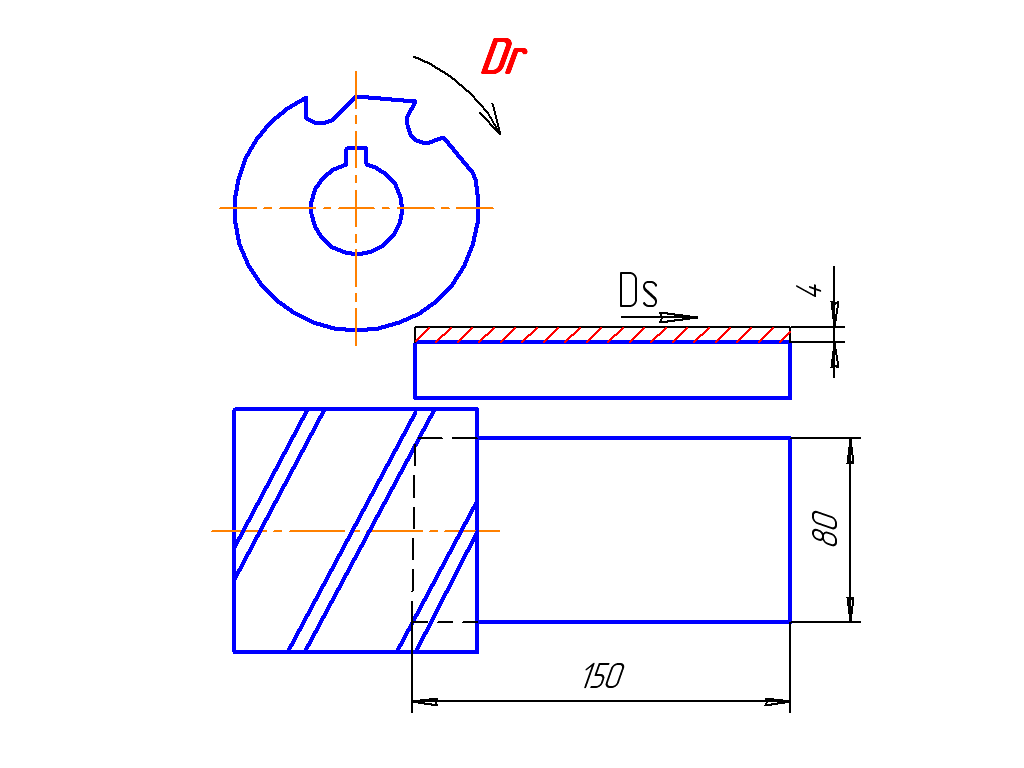
Рис. 13
Задание: На горизонтально-фрезерном станке 6Т82Т проводится цилиндрическое фрезерование плоской поверхности шириной В и длиной l; припуск на обработку h. Необходимо: выбрать режущий инструмент, назначить элементы режима резания; определить основное время.
Таблица 16
№
|
Материал заготовки
|
Заготовка
|
Обработка; параметр шероховатости поверхности, мкм
|
В
|
l
|
h
|
мм
|
||||||
1
|
Серый чугун 220НВ
|
Отливка
|
Черновая по корке без охлаждения
|
60
|
300
|
2,5
|
2
|
Сталь 10 σв=50кгс/мм2
|
Прокат
|
Черновая с охлаждением
|
80
|
220
|
2,8
|
3
|
Сталь 45 σв=55кгс/мм2
|
Отливка
|
Черновая по корке с охлаждением
|
70
|
300
|
2,5
|
4
|
Серый чугун 220НВ
|
Отливка
|
Черновая без корки
|
75
|
200
|
3
|
5
|
Бронза БрАЖ 9-4 120НВ
|
Отливка
|
Получистовая (окончательная) без охлаждения Rа=2,0
|
100
|
150
|
1
|
6
|
Сталь СТ5 σв=60кгс/мм2
|
Поковка
|
Черновая с охлаждением
|
62
|
170
|
2,5
|
7
|
Латунь ЛК 80-3 110НВ
|
Отливка
|
Получистовая (окончательная) без охлаждения Ra=2,0
|
55
|
150
|
1
|
8
|
Серый чугун 220НВ
|
Отливка
|
Черновая по корке без охлаждения
|
70
|
350
|
3,5
|
9
|
Сталь ст3 σв=60кгс/мм2
|
Поковка
|
Черновая
|
60
|
200
|
3,5
|
10
|
Серый чугун 160НВ
|
Отливка
|
Черновая
|
90
|
250
|
4
|
11
|
Алюминий АЛ5 НВ100
|
Отливка
|
Черновая
|
70
|
200
|
2,5
|
12
|
Сталь40Х σв=58кгс/мм2
|
Поковка
|
Получистовая (окончательная) Rа=2,0
|
55
|
170
|
1,3
|
13
|
Сталь ХВ2 σв=55кгс\мм2
|
Поковка
|
Получистовая (окончательная) Rа=2,0
|
80
|
240
|
1,5
|
14
|
Сталь 9ХС σв=58кгс/мм2
|
Прокат
|
Черновая
|
90
|
400
|
3
|
15
|
Сталь 20Х σв=50кгс/мм2
|
Прокат
|
Черновая
|
45
|
200
|
2,8
|
16
|
Сталь 65 Г σв=50кгс/мм2
|
Прокат
|
Получистовая (окончательная) Rа=2,0
|
50
|
300 .
|
1,2
|
17
|
Серый чугун 220НВ
|
Отливка
|
Черновая
|
75
|
100
|
3.5
|
18
|
Сталь 35 σв=60кгс/мм2
|
Прокат
|
Черновая
|
80
|
140
|
4
|
19
|
Сталь 40ХНМ σв=85кгс/мм2
|
Штампованная
|
Получистовая (окончательная) c охлаждением Rа=2,0
|
85
|
400
|
1,5
|
20
|
Серый чугун 220НВ
|
Отливка
|
Черновая по корке без охлаждения
|
70
|
290
|
4,2
|
21
|
Латунь ЛК 80
|
Отливка
|
Черновая
|
50
|
120
|
3
|
22
|
Сталь 95Х18 σв=68кгс/мм2
|
Поковка
|
Получистовая (окончательная) Rа=2,0
|
95
|
240
|
1,2
|
23
|
Сталь 50 σв=68 кгс/мм2
|
Штампованная
|
Черновая
|
45
|
300
|
5
|
24
|
Сталь 12Х18H9Т
|
Штампованная
|
Черновая
|
60
|
200
|
2,8
|
25
|
Сталь 30ХГС σв=75кгс/мм2
|
Штампованная
|
Черновая
|
70
|
230
|
2
|
26
|
Алюминий АК8 HB100 σв=49 кгс/мм2
|
Штампованная
|
Получистовая (окончательная) Rа=2,0
|
90
|
130
|
2,5
|
27
|
Сталь ЗВХНЮ σв=80кгс/мм2
|
Штампованная
|
Черновая
|
80
|
210
|
3
|
28
|
Сталь 10 δв=50кгс/мм2
|
Прокат
|
Черновая
|
60
|
340
|
3
|
29
|
Сталь 40 σв=52кгс/мм2
|
Прокат
|
Черновая
|
65
|
300
|
2,9
|
30
|
Серый чугун 220HВ
|
Отливка
|
Черновая
|
70
|
320
|
3,6
|