

8.3. Особенности технологии формы в зависимости от свойств специальных чугунов
Технологический процесс изготовления деталей из специальных чугунов, несмотря на разнообразие применяемых составов и большое число марок, имеет много общих черт. Это сходство определяется количественной близостью основных литейно-технологических свойств этих чугунов и проблем, которые возникают в связи с низкой теплопроводностью, большой усадкой, малой пластичностью и затрудненной обрабатываемостью резанием белых износостойких чугунов.
Технологические ограничения зачастую являются главным тормозом в применении белых износостойких чугунов для изготовления деталей сложной конфигурации; часто требуется коренной пересмотр конструкции детали.
Отливки из специальных чугунов склоны к пригару.
Пригар – это дефект в виде трудно отделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического и химического взаимодействия формовочного материала с металлом и его оксидами. Это один из самых часто встречающихся дефектов отливок, увеличивающий трудоемкость и себестоимость изготовления отливок и ухудшающий санитарно-гигиенические условия труда.
Пригар представляет собой зерна формовочной смеси, сцементированные жидкостью, которая проникла в пространства между этими зернами и затем затвердела.
Меры борьбы с пригаром на отливках приведены в табл. 8.10.
Таблица 8.10
Причины образования механического пригара и меры по его предотвращению
Группа
|
Основные причины
|
Меры по предотвращению пригара
|
1 |
Хорошее смачивание жидким чугуном стенок форм и стержней
|
Уменьшить окисление чугуна при планке и заливке в форму. Ограничить содержание вредных примесей в чугуне (сера, фосфор и др.). Использовать формовочные и стержневые материалы, несмачиваемые или плохо смачиваемые чугуном. Использовать формовочные и стержневые смеси с низкой теплоаккумулирующей способностью. |
2
|
Большое давление жидкого чугуна на стенки формы
|
Уменьшить силу удара струи жидкого металла. Уменьшить высоту прибылей до допустимой. Заливать высокие отливки в горизонтальном или наклонном положении. Смягчить удар поднимающегося жидкого металла в верхнюю стенку формы. |
Окончание табл. 8.11
Группа
|
Основные причины
|
Меры по предотвращению пригара
|
3
|
Высокая пористость формы и стержня
|
Уменьшить зернистость песка. Применять рассредоточенный песок. Ввести в смесь пылевидные материалы, снижающие пористость (без ущерба для газопроницаемости). Повысить степень уплотнения формы. Предохранять поверхность формы от повреждений. Повысить поверхностную прочность формы. Покрывать форму и стержни противопригарными покрытиями (краски, насты, припылы).
|
4
|
Продолжительное время нахождения чугуна в форме в жидком состоянии
|
Ускорить затвердевание отливки. Использовать формовочные смеси с высокой теплоаккумулирующей способностью. Улучшить технологичность отливки, в частности, пересмотреть конструкцию тепловых узлов. Снизить температуру заливки.
|
Белые чугуны также имеют большую склонность к образованию усадочных раковин, и поэтому при отливке из этих сплавов следует устанавливать прибыли так, как при отливке из стали. Применяются верхние и боковые прибыли. По возможности металл следует заливать через прибыли, что гарантирует направленное его затвердевание. Учитывая трудность любой обработки белых чугунов, прибыли должны быть легкоотделяемыми, путем «пережима». Для этого тонкий стержень помещают между прибылью и отливкой (рис. 8.4).
Разделительные стержни изготовляют из стержневой жидко-стекольной смеси. Для массивных прибылей применяют раздели- тельные стержни, изготовленные из шамотоглинистых, хромомаг-незитоглинистых смесей. Установка нескольких прибылей вместо одной большой позволяет выровнять скорость охлаждения различных частей отливки, что способствует уменьшению термических напряжений.
Литниковая система отливок из белых чугунов, учитывая их меньшую жидкотекучесть, должна иметь большую (на 20-40%) площадь сечения, чем у отливок из серого чугуна. Питатели, как и прибыли, должны иметь пережимы в месте их соединения с отливкой, чтобы они легко отбивались. Как уже отмечалось, желательно подводить питатель непосредственно в прибыль.
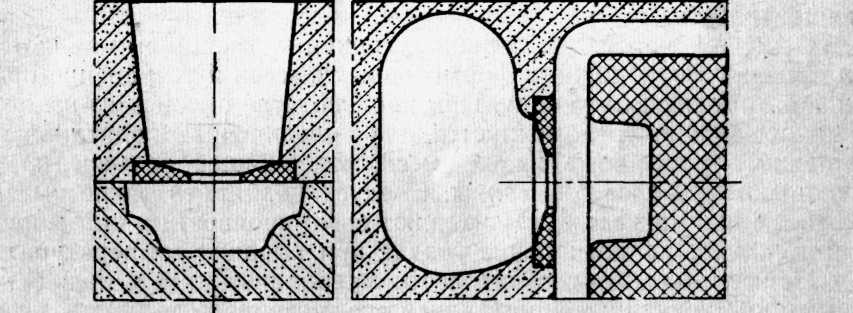
а б
Рис. 8.4. Легкоотделяемые прибыли: а — верхняя; б — боковая
Для получения минимальных термических напряжений необходимо подводить питатели в тонкие части отливки и рассредоточивать подвод металла.
Во избежание затрудненной усадки литниковая система не должна образовывать жесткой связи с отливкой. Этого можно достичь, заливая металл через два стояка.
Технология формы. Поскольку белые чугуны склонны к образованию трещин, то нужно применять технологию, обеспечивающую получение отливок с минимально возможными напряжениями. Снизить напряжения можно путем уменьшения скорости охлаждения отливки в форме, выравнивания температуры различных частей отливки, уменьшения механического торможения усадки.
Применение песчаных форм вместо металлических позволяет получить более медленное и равномерное охлаждение отливки, уменьшает механическое торможение усадки, чем обеспечивает получение меньших напряжений. Сухие формы лучше, чем сырые, обеспечивают медленное охлаждение отливки, но в то же время создают большее механическое сопротивление усадке. Поэтому сухие формы способствуют устранению холодных трещин и увеличивают (по сравнению с сырыми) опасность появления горячих трещин.
Основной мерой для борьбы с горячими трещинами является повышение податливости формовочных смесей и устранение причин, затрудняющих усадку. При производстве отливок из износостойких сплавов рекомендуется для увеличения податливости стержней изготовлять их из смеси, содержащей не менее 20% опилок и не более 5% глины. Следует подбирать такие смеси, которые при нагреве быстро теряют свою прочность и оказывают минимальное сопротивление усадке при высоких температурах.
Применение форм, в частности металлических и с холодильниками, ускоряющих кристаллизацию, позволяет получать высокую износостойкость и прочность массивных отливок.
Установка специальных наружных и внутренних холодильников в массивных частях отливок способствует выравниванию температур по сечению детали и, следовательно, уменьшению напряжений в отливках.
Продолжительность выдержки отливок в форме. Увеличение времени выдержки отливок в форме способствует уменьшению напряжений. Продолжительность выдержки зависит от геометрии и массы отливок.