

5.3. Расчет и анализ продолжительности производственного цикла сложного процесса
Производственный цикл сложного (сборочного) процесса; представляет собой общую продолжительность комплексе координированных во времени простых процессов, входящий в сложный процесс изготовления изделия или его партий.
В условиях машиностроительного (радиоэлектронного) производства наиболее характерными примерами сложногс процесса являются процессы создания машины, телевизора, металлорежущего станка, ЭВМ или узлов, блоков, мелких сборочных единиц, из которых они состоят.
Производственный цикл сложного процесса включает производственные циклы изготовления всех деталей, сборку все) сборочных единиц, генеральную сборку изделия, контроль, регулировку и отладку. В сложном производственном процессе могут использоваться все рассмотренные выше виды движения предметов труда по операциям: последовательный, последовательно-параллельный и параллельный. Для условий единичного производства в единый цикл, как правило, включают не только процессы изготовления и сборки, но и процессь проектирования изделия и подготовки его производства.
Сложный производственный процесс обычно состоит и; большого числа сборочных, монтажных, регулировочно-на-строечных операций, операций простых процессов, поэтому определение и оптимизация производственного цикла требуют не только больших затрат времени, но и нередко применения ЭВМ для выполнения расчетов. Построение сложного производственного процесса во времени осуществляется для того, чтобы определить продолжительность производственного цикла, координировать выполнение отдельных простых процессов, получить необходимую информацию для оперативно-календарного планирования и расчета операции запуска-выпуска предметов труда. Целью координации производственных процессов, составляющих сложный процесс, является обеспечение комплектности и бесперебойности хода производства при полной загрузке оборудования, рабочих мест и рабочих.
Структура производственного цикла сложного процесса определяется составом операций и связей между ними. Состав операций зависит от номенклатуры деталей, сборочных единиц и технологических процессов их изготовления. Взаимосвязь операций и процессов обусловливается веерной схемой сборки изделия и технологией его изготовления. Предположим, что необходимо рассчитать продолжительность производственного цикла сборки изделия "А" (рис. 5.5).
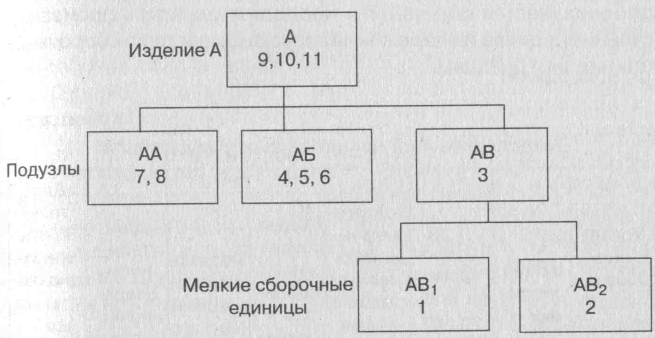
Рис. 5.5. Веерная схема сборки изделия "А"
Веерная схема сборки изделия показывает, какие узлы, подузлы или мелкие сборочные единицы можно изготавливать параллельно независимо друг от друга, а какие - только последовательно.
Нормы времени выполнения операций по сборке изделия "А" приведены в табл. 5.1 (графы 6-8 заполняются походу расчета).
Месячная программа выпуска Nв = 700 шт. Число рабочих Дней в месяце Др = 21, режим работы участка Ксм = 2 смены. Потери рабочего времени на плановые ремонты Ар = 2% номинального фонда времени.
Так как изделия на сборку запускаются партиями, то прежде чем приступить к расчету продолжительности производственного цикла, необходимо определить следующие календарно-плановые нормативы: размер партии изделий; удобо, планируемый ритм; число партий, запускаемых в течение планового периода; время операционного цикла партии изделий продолжительность операционного цикла партии изделий сборочным единицам; количество рабочих мест, необходима для изготовления изделий; построить цикловой график сборк. изделий без учета загрузки рабочих мест; закрепить операций за рабочими местами; составить стандарт-план сборки изделий; построить уточненный цикловой график с учетом загрузк рабочих мест и определить продолжительность произвоственного цикла и опережения запуска-выпуска по сборочны» единицам и деталям.
Таблица 5.|1