

4.8. Упорна різьба
Застосовується упорна різьба для гвинтів з великим однобічним осьовим навантаженням, наприклад, у вантажопідйомних механізмах, пресах, натискних пристроях прокатних станів та ін. Упорна різьба регламентована ГОСТ 10177-82 і має профіль нерівнобічної трапеції з кутами при вершині: β = 30о, γ = 3о. Западини зовнішньої різьби заокруглені (рис. 4.12, а).
Стандартизований ряд номінальних діаметрів упорної різьби починається з 10 мм і такий як у трапецеїдальної різьби (табл. 4.7, 4.8).
Упорна різьба позначається буквою S (рис. 4.12, б), номінальним діаметром і кроком різьби, наприклад: S 326-7h. У випадку застосування багатозахідної або лівої різьби, її позначення аналогічні наведеним в прикладах для трапецеїдальної різьби.
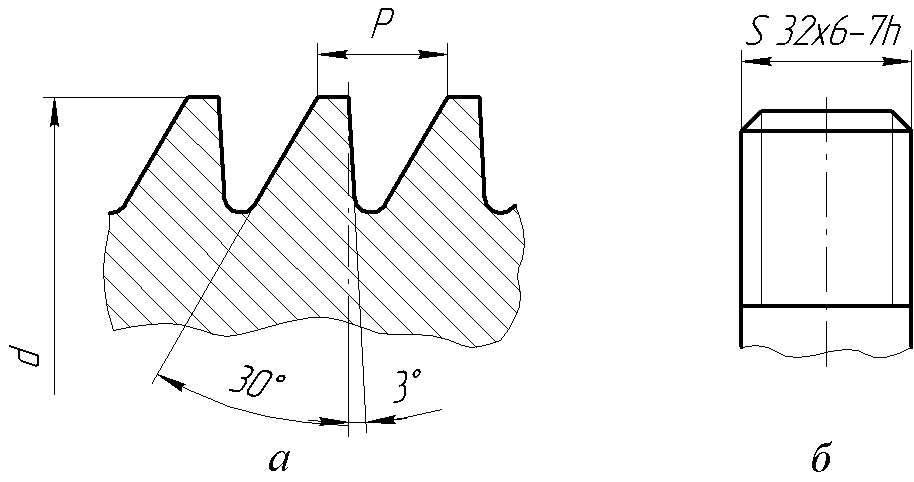
Рис. 4.12. Профіль (а) і приклади позначення (б) упорної різьби
17
4.9. Кругла різьба
Кругла різьба має заокруглений профіль (подібний до синусоїди) (рис. 4.13). Кругла різьба для санітарно-технічної арматури (шпинделі, вентилі, змішувачі, туалетні та водопровідні крани), що виготовляються за ГОСТ 13536-68 тільки з різзю d = 12 мм. Позначення: Кр 122,54 ГОСТ 13536-68, де 2,54 – крок різьби, мм.
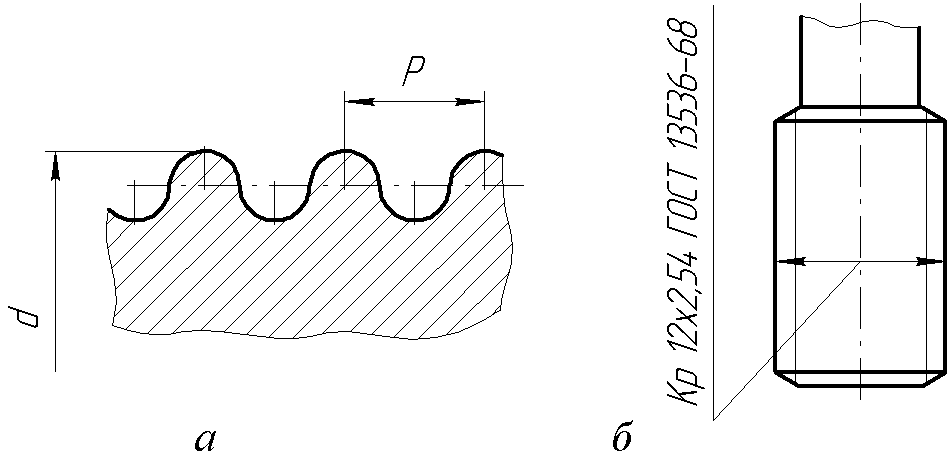
Рис. 4.13. Профіль (а) і приклад позначення (б) круглої різьби
4.10. Прямокутна різьба
Прямокутна різьба застосовується для передачі значних осьових навантажень, наприклад, у пресах. Широко розповсюджений даний вид різьби у виробництві металообробного устаткування для зворотно-поступального переміщення різних механізмів тощо.
Прямокутна різьба не стандартизована. Вона виконується на циліндричних поверхнях і може бути як правою, так і лівою, а також одно- і багатозахідною. Зовнішній діаметр прямокутної різьби слід вибирати з ряду номінальних діаметрів метричної різьби (табл. 4.2). Крок різьби звичайно приймають Р = 0,25d.
Нестандартну прямокутну різьбу зображують на кресленнях так само, як і стандартну, але з обов’язковим представленням її профілю (рис. 4.14). На стрижні профіль різьби може бути показаний згідно з рис. 4.14, а, а в отворі – згідно з рис. 4.14, б.
Умовної позначки прямокутна різьба не має. Звичайно на кресленні вказують зовнішній та внутрішній діаметри різьби, крок різьби і ширину западини або виступу. У випадку лівої або багатозахідної різьби до неї ставиться стрілка з лінією-виноскою, на якій ставиться запис “Різьба ліва” або “Різьба n-західна”, де n – кількість заходів (рис. 4.14, б).
18
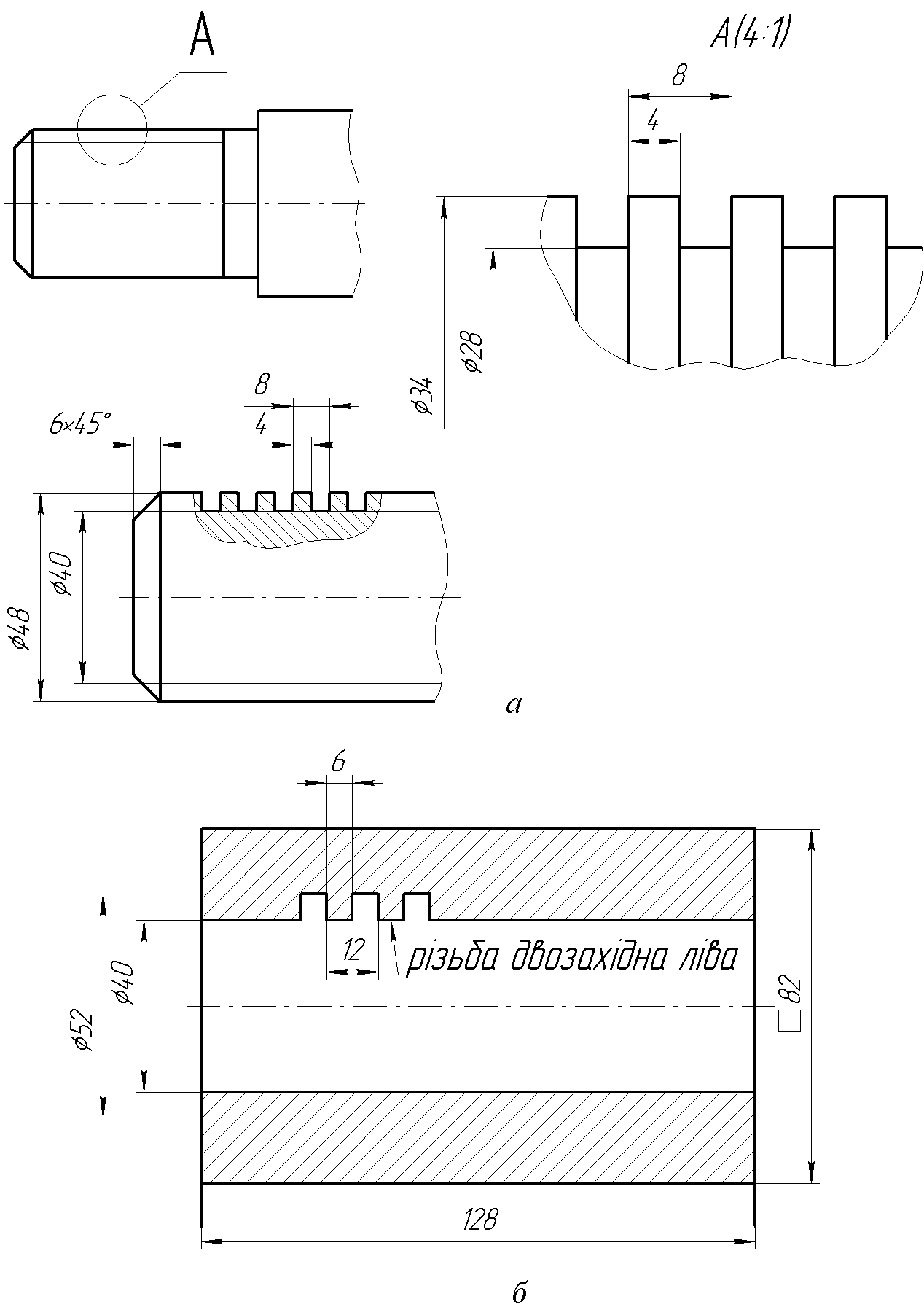
Рис. 4.14. Зображення прямокутної різьби на стрижні (а) і в отворі (б)
19
5. Способи виконання різьб
Різьби нарізають різцями, плашками, мітчиками, а також методом накатування. Різцями нарізають як зовнішню, так і внутрішню різьбу. Плашки застосовують для нарізування зовнішньої різьби на стрижнях (болтах, гвинтах та ін.), а мітчики – для нарізування внутрішньої різьби в глухих і наскрізних отворах (гайки, муфти та ін.).
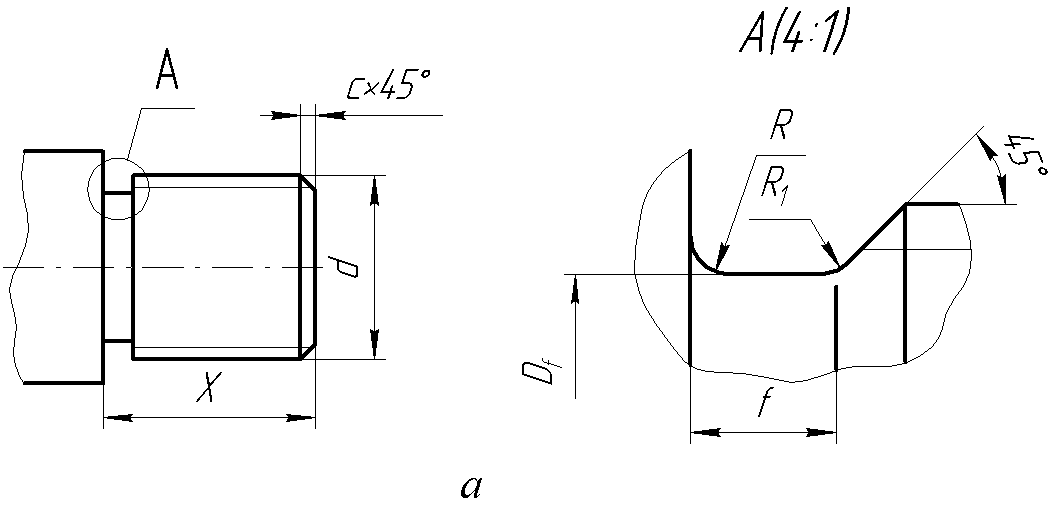
6. Технологічні елементи різьби
Технологічні елементи різьби – це фаски, збіги, проточки. Вони стандартизовані відповідно до ГОСТ 10549-80, в якому наведені таблиці їх розмірів залежно від кроку різьби.
Для полегшення нарізування і загвинчування стрижнів з різьбою (шпильки, болти та ін.) в отвори з різьбою (гайки, муфти та ін.) на початку різьби роблять конічні фаски (рис. 6.15).
Робоча (ріжуча) частина плашки починається і закінчується конусом, тому наприкінці зовнішньої різьби залишається неповноцінна ділянка різьби – збіг різьби (рис. 3.2, а). При застосуванні мітчика, у якого кінцева (забірна) частина теж має форму конуса, на кінці внутрішньої різьби також утворюється збіг (рис. 3.2, б).
Для того щоб різьбонарізний інструмента наприкінці процесу різьбонарізування вільно виходив із межі різання, на стрижнях і в отворах роблять кільцеві проточки діаметром, трохи меншим внутрішнього діаметру різьби (рис. 6.15).
Розміри проточок і фасок зовнішньої метричної різьби та внутрішньої метричної різьби наведені, відповідно, у табл. 6.9 і табл. 6.10. Розміри проточок і фасок трубної різьби наведені у табл. 11.
20
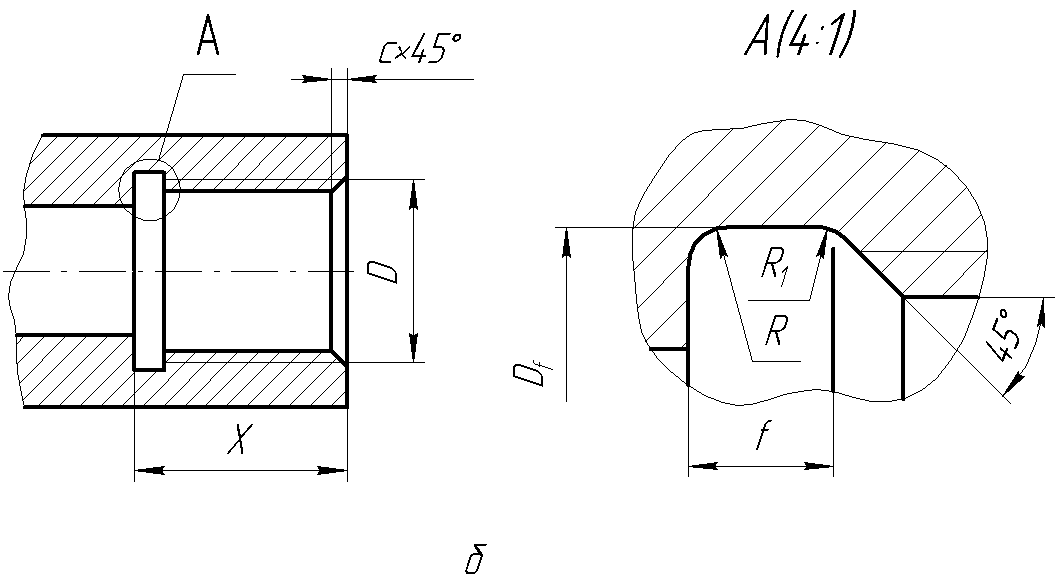
Рис. 6.15. Зображення проточок і фасок зовнішньої (а)