

7.7. Моталки реверсивных станов холодной прокатки.
Электропривод моталок реверсивных станов служит для намотки и смотки прокатываемой ленты и поддержания постоянного натяжения во всех режимах работы. Для постоянства натяжения необходимо, чтобы линейная скорость наматывания или разматывания полосы оставалась равной скорости выхода (входа) металла из валков, поэтому угловую скорость моталки надо менять в соответствии с изменением диаметра навивки и скорости прокатки.
Ц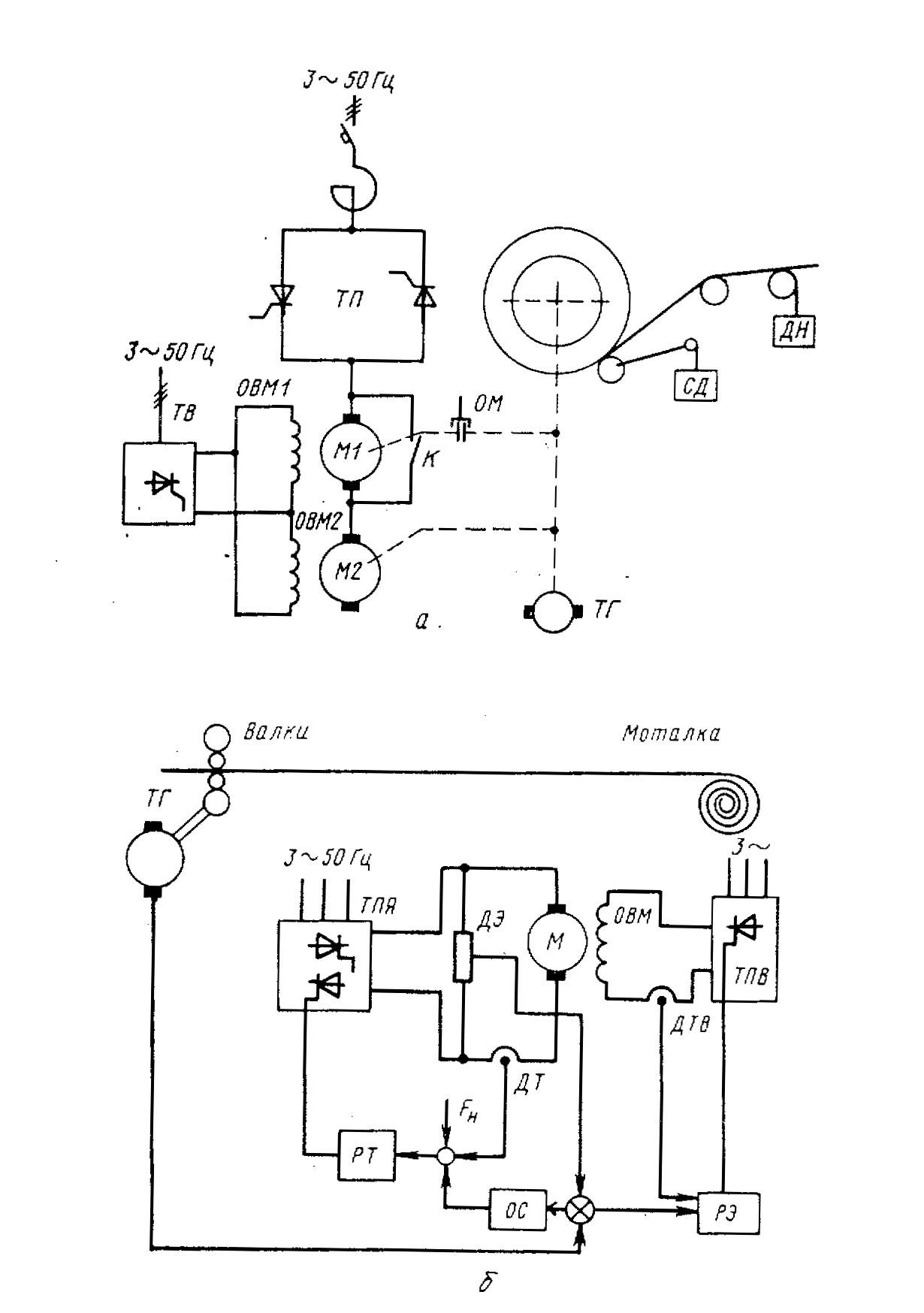 икл
работы двигателя моталки реверсивного
стана включает заправку полосы, разгон,
работу при скорости намотки и торможение.
При исчезновении напряжения необходимо
автоматически останавливать моталку
и весь стан. Диапазон регулирования
скорости составляет 1:30, а точность
поддержания заданной скорости 3 %. Для
выполнения всех этих условий требуется
привод постоянного тока ТП-Д, регулируемый
изменением напряжения якоря и потока
возбуждения двигателя. Регулирование
скорости, обусловленное изменением
диаметра навивки, производится изменением
потока, а регулирование, необходимое в
связи с изменением скорости прокатки
– изменением якорного напряжения.
икл
работы двигателя моталки реверсивного
стана включает заправку полосы, разгон,
работу при скорости намотки и торможение.
При исчезновении напряжения необходимо
автоматически останавливать моталку
и весь стан. Диапазон регулирования
скорости составляет 1:30, а точность
поддержания заданной скорости 3 %. Для
выполнения всех этих условий требуется
привод постоянного тока ТП-Д, регулируемый
изменением напряжения якоря и потока
возбуждения двигателя. Регулирование
скорости, обусловленное изменением
диаметра навивки, производится изменением
потока, а регулирование, необходимое в
связи с изменением скорости прокатки
– изменением якорного напряжения.
Очень важно контролировать степень натяжения полосы. При прямом контроле используют специальные датчики натяжения, при косвенном – датчики тока, ЭДС и напряжения для проверки условия постоянства натяжения (мощности, расходуемой на натяжение): EIЯ=const. Может использоваться многодвигательный привод, причем якори двигателей могут запитываться как от общего преобразователя напряжения, либо от индивидуального.
Рис. 7.7. Электропривод моталки реверсивного стана холодной прокатки.
На рис. 7.7, а показана схема привода моталки стана 700, предназначенного для холодного проката полосы шириной 400 – 800 мм и толщиной 0,5 – 1,0 мм. Моталка приводится в движение двумя двигателями М1, М2 с независимым возбуждением мощностью по 70 кВт. Якори двигателей соединены последовательно и питаются от реверсивного тиристорного преобразователя ТП. При прокатке с малыми натяжениями один двигатель М1 механически отключается при помощи муфты ОМ; его якорь шунтируется контактором К. Обмотки возбуждения также соединены последовательно и питаются от нереверсивного преобразователя ТВ.
Регулятор натяжения полосы состоит из двух узлов: регулятора тока, воздействующего на напряжение якорных цепей, регулятора ЭДС, воздействующего на поток возбуждения. При этом регулятор ЭДС изменяет возбуждение пропорционально изменению диаметра рулона и обеспечивает выравнивание нагрузок двигателей, а регулятор тока поддерживает заданное натяжение полосы. Тем самым обеспечивается комбинированное (двухзонное) управление. Прокатку рулона осуществляют при постоянной линейной скорости. По мере увеличения диаметра навивки поток возбуждения увеличивается до номинального. Таким образом, в первой зоне регулирование скорости достигается изменением потока возбуждения. Ток якоря и ЭДС двигателей в этой зоне поддерживаются постоянными. Скорость двигателя уменьшится с ростом диаметра рулона.
Вторая зона управления – регулирование скорости двигателя изменением напряжения якоря.
На рис. 7.7, б приведена функциональная схема системы регулирования электропривода моталки. В системе используются два регулятора: тока РТ и ЭДС двигателя РЭ.
На вход РТ подаются сигналы: уставки натяжения Fн, обратной связи по току якоря от датчика тока ДТ и сигнал ограничения скорости ОС. Выходной сигнал РТ управляет реверсивным преобразователем ТПЯ обычным образом через СИФУ, изменяя его выходное напряжение и, как следствие, скорость двигателя. Выходной сигнал РЭ воздействует на тиристорный преобразователь возбуждения ТПВ.
При намотке рулона линейная скорость ленты увеличивается, вследствие чего возрастает натяжение и нагрузка на двигатель. Поскольку механическая характеристика привода не абсолютно жесткая, с увеличением нагрузки падает угловая скорость двигателя, что приводит к рассогласованию сигналов, поступающих от датчика ЭДС ДЭ и от тахогенератора клети ТГ. Сигнал рассогласования поступает на вход РЭ и в результате ток возбуждения увеличивается. Увеличение возбуждения снижает скорость двигателя. При этом ЭДС, ток и электромагнитная мощность якорной цепи остаются неизменными, что обеспечивает постоянство натяжения полосы. Регулятор натяжения по ЭДС работает до тех пор, пока магнитный поток не достигнет номинального значения, соответствующего заданному диаметру рулона D0. Дальнейшее увеличение диаметра рулона уже не увеличивает поток двигателя вследствие режима насыщения РЭ. Намотка рулона диаметром более D0 увеличивает натяжение, а следовательно ток якоря, поскольку скорость двигателя неизменна. При этом в работу вступает регулятор тока РТ. Ток двигателя увеличивается, ЭДС снижается, а мощность и натяжение остаются постоянными.
Узел ограничения скорости ОС действует при обрыве полосы как отрицательная обратная связь по скорости с отсечкой; он не дает скорости превысить максимально допустимое значение.