

6.5. Кислородная фурма.
Фурма служит для подачи кислорода в конвертор в процессе плавки стали. Каждый конвертор оборудован двумя фурмами, одна из которых – рабочая, а другая – резервная. Для продувки фурма опускается в горловину конвертора и располагается на определенном расстоянии от зеркала металла. Фурма охлаждается проточной водой. Максимальная скорость перемещения фурмы 1 м/с. при подходе фурмы к зеркалу металла скорость снижается до 0,2 м/с. полный ход фурмы в конверторе 250 т составляет 14 м.
Требования к приводу фурмы: диапазон изменения скорости подъема и опускания 1:15, высокая точность останова фурмы, ограничение ускорений величиной 2 м/с2. Таким требованиям удовлетворяет электропривод постоянного тока по системе ТП-Д с замкнутой системой регулирования скорости и обратной связью по ЭДС двигателя. К приводу предъявляют жесткие требования по надежности и многие элементы, в том числе силовые тиристорные преобразователи, дублируются.
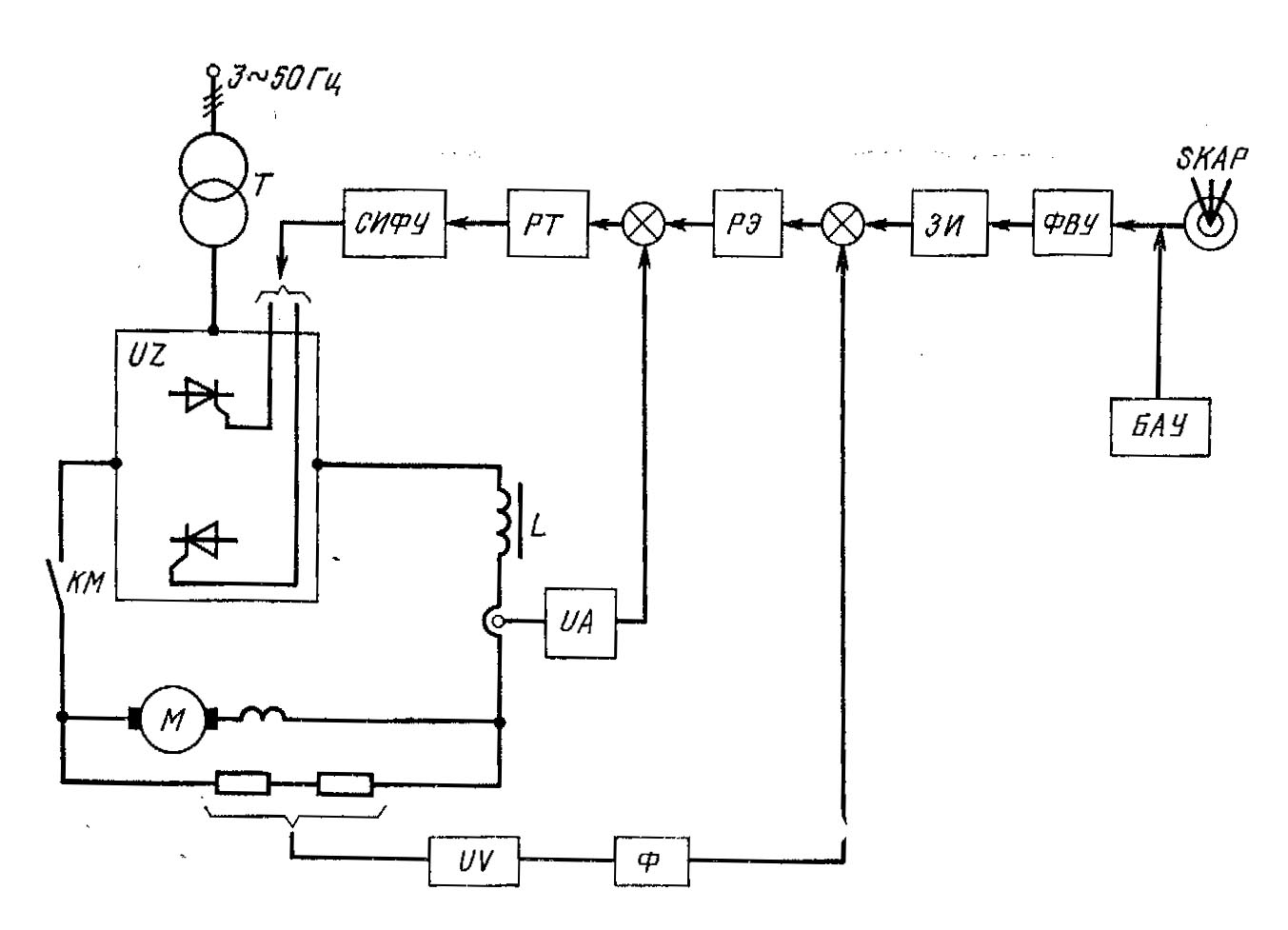
Рис. 6.4. Схема электропривода перемещения фурмы.
Схема электропривода перемещения фурмы показана на рис. 6.4. Здесь: Т – силовой трансформатор; UZ – реверсивный тиристорный преобразователь; M – двигатель; СИФУ – система импульсно-фазового управления; РТ – регулятор тока; РЭ – регулятор скорости (ЭДС); ЗИ – задатчик интенсивности; ФВУ – фазовыпрямительное устройство; SKAP – сельсинный командоаппарат; БАУ – блок автоматического управления; L – сглаживающий дроссель; UA – датчик тока; UV – датчик напряжения; Ф – фильтр; КМ – линейный контактор.
Основным контуром регулирования является контур ЭДС (скорости), ему подчинен контур регулирования тока. В ручном режиме задание скорости осуществляется с поста управления сельсинным командоаппаратом. В автоматическом режиме сигнал управления формируется блоком БАУ, построенном с использованием цифровых элементов.
6.6. Машины непрерывного литья заготовок.
Сущность работы МНЛЗ заключается в том, что жидкую сталь непрерывно подают в охлаждаемый кристаллизатор, из нижней части которого вытягивается полузатвердевший слиток. Движущийся слиток затвердевает и режется на мерные заготовки. При этом из жидкого металла можно получать заготовки требуемой конфигурации, исключая из производства обжимные прокатные станы (слябинги, блюминги). Есть несколько конструкций МНЛЗ. В последнее время строят как вертикальные, так и криволинейные машины, в которых металл двигается по выхолаживающейся кривой. В одной машине может быть несколько самостоятельных параллельных ручьев. МНЛЗ – сложный многодвигательный агрегат с большим числом электроприводов. Суммарная мощность двигателей одноручьевой машины составляет почти 2000 кВт при числе двигателей до 100 и числе регулируемых преобразователей 14 – 15.
Основное требование к электроприводу – надежность, так как даже кратковременная остановка может привести к потере всей плавки.
Главными электроприводами криволинейной МНЛЗ являются приводы шагающих балок зоны вторичного охлаждения (после кристаллизатора), приводы кристаллизатора, приводы тянущеправильных валков, роликов и рольганга и привод машины для газовой резки. В вертикальной МНЛЗ к ним добавляются электроприводы механизма передвижения стола газорезки и подъемника слябов. Почти все они выполнены на базе управляемых по системе ТП-Д двигателей постоянного тока с замкнутыми системами регулирования. Эти приводы должны обеспечивать большой (до1:20) диапазон регулирования скорости, очень плавный пуск; точность поддержания и синхронизации скоростей не ниже 2 % во всем диапазоне. Приводы роликов и рольгангов должны обеспечить регулирование темпа ускорения и замедления, а также равномерного распределения нагрузок между двигателями.
В приводах МНЛЗ широко используется тиристорные преобразователи, бесконтактные аналоговые и цифровые регуляторы.
Кратко рассмотрим некоторые из главных электроприводов вертикальной МНЛЗ.
Механизм качания кристаллизатора предназначен для сообщения кристаллизатору возвратно-поступательного движения. Скорость движения кристаллизатора изменяется по синусоидальному закону. Амплитудное значение скорости превышает скорость разливки, что необходимо для устранения зависания слитка: при ходе вниз стенки кристаллизатора опережают движение слитка и не сцепляются с ним. Электромеханический привод механизмов качания кристаллизатора выполняется по системе ТП—Д постоянного тока.
На рис. 6.5 представлена схема электроприводов тянущей клети и механизма качания кристаллизатора. Для питания двигателя M1 тянущей клети применен реверсивный тиристорный преобразователь UZ1, При вытягивании слитка двигатель M1 работает в направлении «Вперед», при вводе затравки — в направлении «Назад». Для получения высокой точности работы двигателя тянущей клети применены: интегрально-пропорциональный регулятор скорости PC и обратная связь по скорости через тахогенератор BR, Так как высокой точности воспроизведения задающего сигнала не требуется, то для снижения тока двигателя при разгоне и торможении на вход регулятора скорости включено инерционное звено ИЗ, а для получения линейного изменения скорости в этих режимах применен задатчик интенсивности ЗИ. На регулятор тока РТ поступает сигнал от датчика тока UА, подключенного к шунту Ш1 в цепи якоря двигателя М1.
Двигатель М2 механизма качания кристаллизатора получает питание от реверсивного тиристорного преобразователя UZ2. К электроприводу качания кристаллизатора не предъявляют требований получения высокой жесткости механической характеристики, поэтому здесь используется обратная связь по э. д. с. двигателя и применен пропорционально-интегральный регулятор э. д. с. РЭ. Для согласования скорости вытягивания слитка (скорости тянущих роликов) и средней скорости кристаллизатора на вход систем управления клети и кристаллизатора подается общий сигнал от контроллера К.
Электропривод механизма передвижения стола газорезки обеспечивает синхронное со слитком опускание резаков, а по окончании реза — ускоренное возвращение стола в исходное верхнее положение. Скорость рабочего хода стола равна скорости разливки (т. е. скорости вытягивания слитка) и может плавно изменяться при изменении скорости привода тянущей клети в диапазоне 10 : 1.
Синхронное со слитком опускание стола газорезки обеспечивает строго прямолинейный рез, перпендикулярный продольной оси слитка. Для ускоренного подъема стола, необходимого для своевременного возвращения газорезки в исходное положение перед началом резки следующего сляба, используют более высокую скорость.
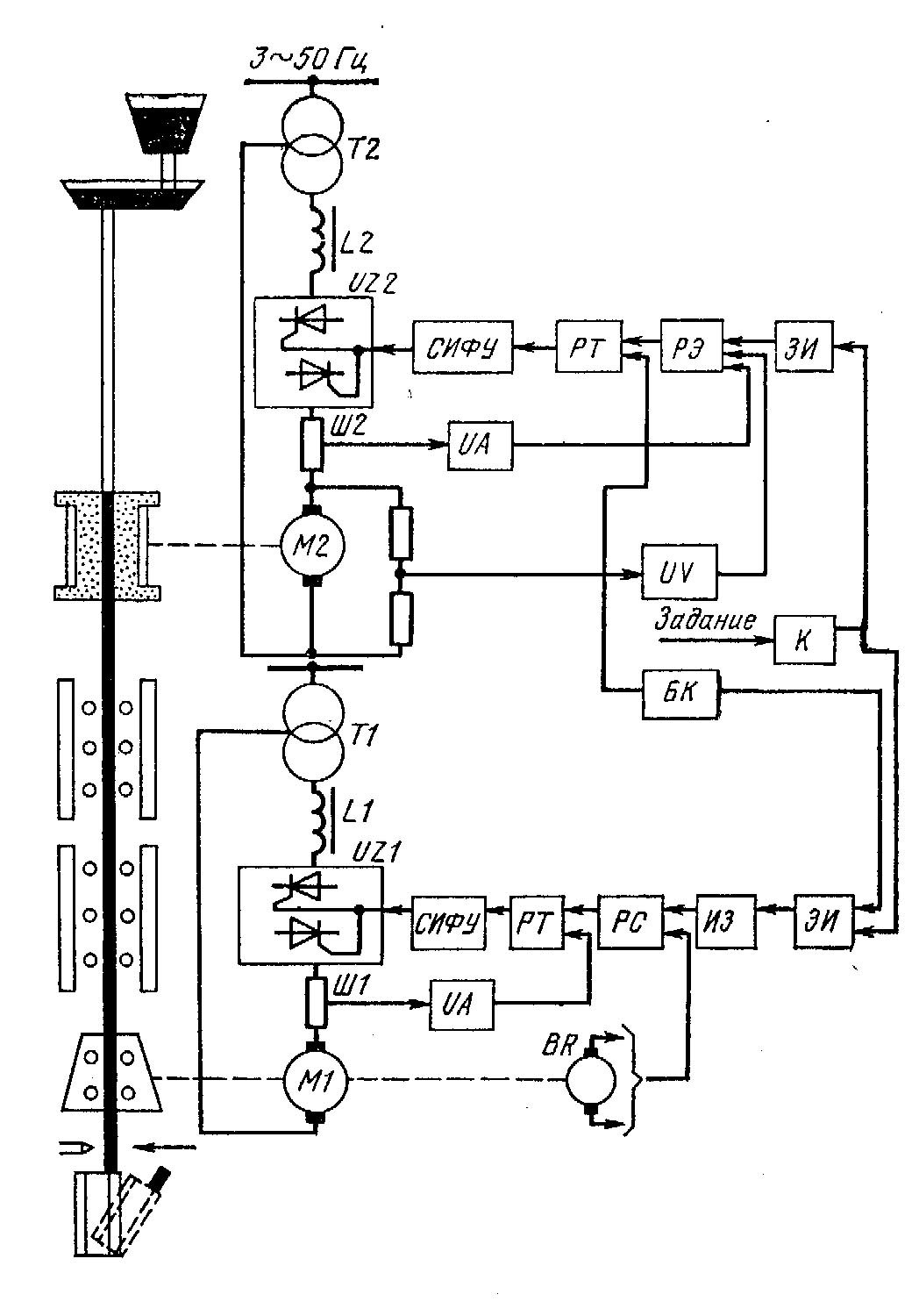
Рис. 6.5. Схема электропривода тянущей клети и механизма качения кристаллизатора.
В конце хода стола вверх привод переводится на малую скорость с целью точного останова, так как мерная длина отрезаемых слитков должна выдерживаться с высокой точностью. Электропривод стола газорезки выполняется по схеме ТП-Д. Отрицательные обратные связи по скорости и току якоря с отсечкой обеспечивают требуемую жесткость механических характеристик и защиту от перегрузки в различных ситуациях. Для согласования скоростей стола и слитка применяются сельсинные следящие системы.
На подвижном столе газорезки расположен механизм перемещения резаков в направлении, перпендикулярном перемещению слитка. Резка слябов осуществляется одновременно двумя резаками, движущимися навстречу друг другу. Узкие слябы могут перерезаться одним резаком. Механизм перемещения резака имеет сложную тахограмму, состоящую из семи периодов: разгон до низкой скорости, подвод резака к слитку и врезание; увеличение скорости до рабочей, резка на рабочей скорости, плавное снижение скорости; окончание резки на малой скорости, возврат в исходное положение. Значение скоростей выбирают в зависимости от сечения слитка и марки стали. Диапазон регулирования скорости 1:10. привод механизма перемещения резаков выполняется по системе ТП-Д с системой подчиненного регулирования.
Электропривод подъемника слябов. Важнейшим технологическим требованием к приводу является обеспечение точной остановки тележки (от 10 до 50 мм), что необходимо для нормальной работы подъемника, сталкивателей и других механизмов подачи и уборки слитков и затравок. Обычно более высокая точность остановки требуется на МНЛЗ с вертикальными подъемниками. На вертикальных подъемниках со скоростями движения 0,6 – 1 м/с, а также на наклонных подъемниках при средних за цикл скоростях, превышающих 0,6 – 0,7 м/с, используется система Г-Д с тиристорным возбуждением или система ТП-Д. На наклонных подъемниках при малых скоростях 0,2 – 0,5 м/с может использоваться электропривод переменного тока.
Для приводов многочисленных насосов и вентиляторов используется асинхронные двигатели. Широко применяется в МНЛЗ гидравлический привод.
В приводах МНЛЗ применяют электродвигатели металлургического исполнения с теплостойкой кремнийорганической изоляцией, защищенные от пыли и воды.
Все электроприводы основных механизмов имеют режим автоматического и ручного дистанционного управления. Часто имеется не один, а два или даже три поста ручного управления. Специальные меры применяют для исключения неправильных действия оператора, которые могли бы привести к аварии. Работа механизмов МНЛЗ отображается на центральной мнемосхеме.
Актуальными являются проблемы оптимального управления технологическими процессами на МНЛЗ с применением микропроцессоров и ЭВМ для решения следующих задач: регулирование уровней металла в промежуточном ковше и кристаллизаторе; оптимизация безостаточной резки металла на мерные длины; автоматическое регулирование расходов охлаждающей воды и смазки; определение оптимальной скорости вытягивания слитка; оптимизация охлаждения кристаллизатора; поддержание прямолинейности слитка; обеспечение безударной встречи слитка с тележкой подъемника; автоматическое адресование слябов; непрерывный контроль и регистрация всех технологических параметров, определение и сигнализация о неисправности оборудования и выхода параметров за граничные значения; оптимизация процесса с целью уменьшения энергопотребления. ЭВМ позволяет построить адаптивные системы с переменной структурой, которые повысят качество металла благодаря формированию заданных законов изменения усилия в кристаллизующемся слитке, минимизации вынужденных колебаний скорости электроприводов, поддержанию текущей оптимальной разности скоростей движения кристаллизатора и слитка и т. д.