


Содержание
-
Введение
4
1
Общая часть
5
1.1
Назначение и характеристика изделия – объекта курсового проекта. Его конструктивно-технологический анализ
5
1.2
Анализ базового (заводского) варианта технологического процесса по сборке и сварке узла
5
1.3
Литературный обзор и результаты патентного поиска по темам
5
1.4
Направление совершенствования технологического процесса по сравнению с существующим вариантом
8
1.5
Технические условия на заготовку, сборку и сварку изделия
7
1.6
Обоснование выбора материала изделия, расход материала на изделие
10
1.7
Проверочный расчет сварных швов на прочность
11
2
Заготовительные операции
12
2.1
Выбор и обоснование выбора оборудования для заготовки деталей и транспортировки
12
2.2
Расчет норм времени заготовительных операций
12
2.3
Маршрутная технология заготовки деталей
13
3
Технология сварки
14
3.1
Выбор и технико-экономическое обоснование способа сварки
14
3.2
Выбор и обоснование сварочных материалов
14
3.3
Выбор, обоснование и расчет режимов сварки
16
3.4
Выбор и обоснование сварочного оборудования
17
3.5
Способы предотвращения деформаций и уменьшения остаточных напряжений
19
4
Конструирование, расчет и описание средств технологического оснащения
21
4.1
Выбор установочных баз и разработка теоретической схемы базирования деталей и узлов
21
4.2
Разработка принципиальной схемы приспособлений
22
4.3
Выбор и обоснование типа установочных и прижимных элементов
23
4.4
Расчет усилий прижатия и конструктивных параметров прижимных устройств
23
4.5
Расчет силовых элементов приспособлений на прочность и жесткость
23
4.6
Описание принципа работы технологического оснащения
23
5
Технологический раздел
25
5.1
Расчет норма времени сборочно-сварочных операций
25
5.2
Синхронизация операций
26
5.3
Разработка маршрутной технологии сборки и сварки изделия
26
5.4
Разработка, описание методов контроля качества сварных соединений и организация технического контроля
26
5.5
Методы исправления дефектов сварных швов
27
5.6
Мероприятия по охране труда и противопожарной технике
27
5.7
Предложения по промышленной реализации
29
Заключение
30
Список литературы
31
Приложения А. Чертежи
Приложение Б. Спецификации
Приложение В. Технологический процесс
Введение
Сварочное производство, как совокупность процессов, образующих самостоятельную законченную технологию изготовления сварной продукции, является одним из ведущих в современном машиностроении.
Такое положение сварочного производства обусловлено универсальностью этого технологического процесса получения неразъемных соединений, возможностью экономии металла, повышением прочности соединений, возможностью создания уникальных конструкций, которые при других способах создать невозможно.
Перед всеми областями науки и техники, в том числе и перед сварочным производством стоят большие задачи по улучшению качества продукции, экономии ресурсов, разработке и внедрению новейших технологий и оборудования в целях поднятия уровня экономии страны на качественно новую ступень.
В последние годы сварку все более используют в различных отраслях машиностроения, в строительстве, на транспорте, в энергетике, разрабатывают новые и совершенствуют известные методы сварки, расширяют перечень свариваемых материалов, номенклатуру изготовляемых с помощью сварки изделий.
Создание новых, отвечающих современным требованиям, сварных конструкций, сварочного оборудования, сварочных приспособлений экономичных при изготовлении и надежных в эксплуатации, представляет собой комплексную задачу, которая включает проектирование, исследование прочности, расчет, рациональное построение технологии изготовления с применением средств механизации и автоматизации.
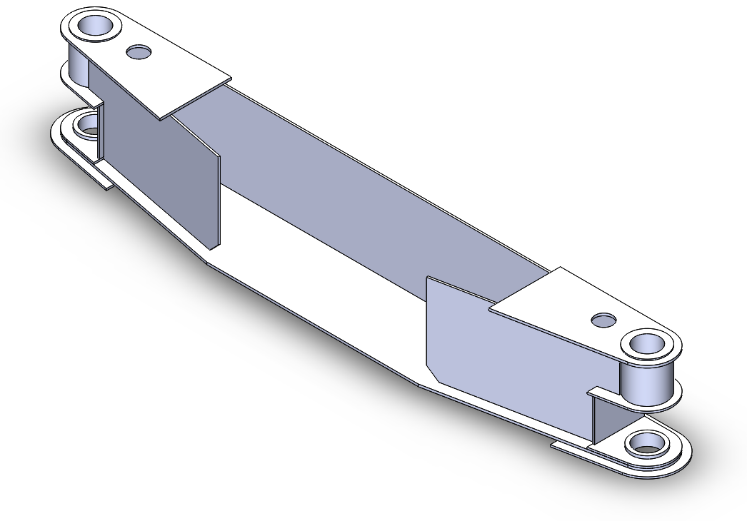
В данном курсовом проекте рассмотрена технология заготовки, сборки, сварки и контроля балки рамы нижней поворотной автокрана КС-3579, выпускаемого на заводе «Могилевтрансмаш».
Производство автокрана является актуальным, так как он предназначен для постоянно необходимых погрузочно-разгрузочных и строительно-монтажных работ.

Рисунок 1 - Аксонометрическое изображение балки
1 Общая часть
1.1 Назначение и характеристика изделия – объекта курсового проекта. Его конструктивно-технологический анализ
Рассматриваемая балка является несущей частью рамы поворотной автокрана КС-3579. Автокран КС-3579 – это автокран грузоподъёмностью 15 тонн, предназначенный для выполнения погрузочно-разгрузочных и строительно-монтажных работ с обычными грузами на рассредоточенных объектах.
Балка представляет собой достаточно объемную пространственную конструкцию. Одним из главных требований является способность воспринимать динамические нагрузки. Поэтому входящие в состав сварной конструкции заготовки соединяют друг с другом жестко либо непосредственно, либо с помощью вспомогательных элементов.
В связи с тем, что балка испытывают воздействие динамических нагрузок, для надежной работы сварной конструкции требуется такое конструктивное оформление и технология сборки и сварки, которое обеспечивает минимальную концентрацию напряжений.
Для изготовления деталей балки используется сталь 10ХСНД. Данная сталь является низколегированной, при сварке они обычно образуют сварные швы перлитной структуры, обладает хорошими механическими свойствами, что важно при изготовлении ответственных конструкций.
1.2 Анализ базового (заводского) варианта технологического процесса по сборке и сварке узла
В заводском варианте технологического процесса в заготовительные операции входят: зачистка на деталях мест под сварку от загрязнений;
в сборочные: установка деталей в приспособлении и их прихватка;
в сварочные: полуавтоматическая и ручная сварка деталей в CO2, некоторых узлов кантованием с помощью крана;
в отделочные: зачистка швов и околошовных зон от брызг наплавленного металла;
в контрольные: визуальный осмотр, проверка некоторых размеров и некоторых катетов швов с помощью шаблона, линейки и штангенциркуля.
1.3 Литературный обзор и результаты патентного поиска по темам
В ходе литературного обзора и патентного поиска были рассмотрены и сравнены различные типы кранов – самоходные, башенные, стационарные и краны специального назначения.
Самоходные краны. По типу ходового устройства самоходные краны делятся на гусеничные и автомобильные.

Рисунок 2 - Пример гусеничного крана
 Гусеничные
краны в отличие от автокранов обладают
большей грузоподъемностью и проходимостью.
Гусеницы оказывают меньшее удельное
давление на грунт, что обусловлено
большой поверхностью опоры. Также
гусеницы позволяют с легкостью
преодолевать бездорожье и передвигаться
по слабому грунту. Вес гусеничного крана
больше, чем у автокрана, но это дает
преимущество в грузоподъемности.
Поэтому, если на стройке необходимо
перемещать тяжелые грузы, выбирают
именно гусеничный тип кранов. Преимущества
гусеничного крана являются также и его
недостатками. Ввиду своей сложной и
тяжелой конструкции гусеничный кран
обладает плохой маневренностью и
неудобен в перемещении с объекта на
объект. Тяжелые и сложные по конструкции
гусеницы (40% веса всей машины) подвержены
быстрому износу деталей.
Гусеничные
краны в отличие от автокранов обладают
большей грузоподъемностью и проходимостью.
Гусеницы оказывают меньшее удельное
давление на грунт, что обусловлено
большой поверхностью опоры. Также
гусеницы позволяют с легкостью
преодолевать бездорожье и передвигаться
по слабому грунту. Вес гусеничного крана
больше, чем у автокрана, но это дает
преимущество в грузоподъемности.
Поэтому, если на стройке необходимо
перемещать тяжелые грузы, выбирают
именно гусеничный тип кранов. Преимущества
гусеничного крана являются также и его
недостатками. Ввиду своей сложной и
тяжелой конструкции гусеничный кран
обладает плохой маневренностью и
неудобен в перемещении с объекта на
объект. Тяжелые и сложные по конструкции
гусеницы (40% веса всей машины) подвержены
быстрому износу деталей.

Рисунок 3 - Пример автокрана
 Автокраны
в отличие от гусеничных обладают высокими
скоростными характеристиками и
маневренностью. Эти качества позволяют
использовать их для выполнения
рассредоточенных по строительной
площадке работ. Конструкция крана
выглядит следующим образом: вместо
кузова на шасси автомобиля монтируется
ходовая и поворотная рамы. На поворотной
раме крепятся механизмы подъема и
опускания стрелы, поворотный механизм,
стрела, кабина и противовес.
Автокраны
в отличие от гусеничных обладают высокими
скоростными характеристиками и
маневренностью. Эти качества позволяют
использовать их для выполнения
рассредоточенных по строительной
площадке работ. Конструкция крана
выглядит следующим образом: вместо
кузова на шасси автомобиля монтируется
ходовая и поворотная рамы. На поворотной
раме крепятся механизмы подъема и
опускания стрелы, поворотный механизм,
стрела, кабина и противовес.
Самым большим недостатком автокранов является их небольшая устойчивость. Для того чтобы кран мог беспрепятственно выполнять свои обязанности, в конструкции данного типа кранов предусмотрены механические, гидравлические или пневматические опоры. В рабочем состоянии с применением выносных опор кран становится стационарным.
Башенные краны. Башенные краны применяются в строительстве производственных объектов, многоэтажных зданий. Основное назначение башенных кранов – поднятие и перемещение грузов на большую высоту.
Конструкция башенного крана включает в себя башню, стрелу, опорную раму, поворотное устройство, противовес.
П о
типу передвижения башенные краны бывают
передвижными,
стационарными
и приставными.
Широкое распространение получили
башенные краны на
рельсовом ходу.
Они обеспечивают большую безопасность
по сравнению с другими типами кранов.
о
типу передвижения башенные краны бывают
передвижными,
стационарными
и приставными.
Широкое распространение получили
башенные краны на
рельсовом ходу.
Они обеспечивают большую безопасность
по сравнению с другими типами кранов.

Рисунок 4 - Пример башенного крана
При выборе башенного крана делают выбор в пользу одного из видов конструкции стрелы. Это может быть плоская стрела (устанавливается на моделях малой и средней грузоподъемности) либо стрела с оголовком, подъемная либо балочная. Первый тип по всем основным характеристикам уступает кранам с оголовком башни, однако более прост при монтаже и позволяет работать в условиях ограниченного пространства. Краны с подъемной стрелой могут перемещать груз как в вертикальном, так и в горизонтальном положении, но обладают небольшим вылетом стрелы. У кранов с балочной стрелой перемещение груза осуществляется с большей точностью.
Еще один вид кранов – нулевики. Они, как и башенные краны, передвигаются по рельсам. Основное их отличие – отсутствие башни. Данный тип кранов используется для строительных работ, которые проводятся ниже нулевой отметки.

Рисунок 5 - Пример мачтового крана
С тационарные
краны. К
стационарным кранам строительного
назначения можно отнести мачтовые,
кабельные, козловые.
тационарные
краны. К
стационарным кранам строительного
назначения можно отнести мачтовые,
кабельные, козловые.
Мачтовые краны используются в строительстве достаточно редко. Однако если требуется монтаж сверхтяжелых конструкций, тяжелого оборудования на ограниченном пространстве и на большую высоту, то именно этот тип кранов подходит как нельзя лучше. Конструкция мачтового крана включает мачту, стрелы, стойки, поворотную платформу, рабочие и грузозахватные механизмы.

Рисунок 6 - Пример кабельного крана
П рименение
кабельных
кранов обусловлено необходимостью
перемещения грузов на большие расстояния,
для обслуживания больших строительных
площадей. Конструкция кабельного крана
выглядит следующим образом: между
кранами, состоящими из двух башен,
натягивается канат, по которому
впоследствии перемещают грузы.
Грузоподъемность и длина перемещения
груза данного типа кранов зависит от
их назначения.
рименение
кабельных
кранов обусловлено необходимостью
перемещения грузов на большие расстояния,
для обслуживания больших строительных
площадей. Конструкция кабельного крана
выглядит следующим образом: между
кранами, состоящими из двух башен,
натягивается канат, по которому
впоследствии перемещают грузы.
Грузоподъемность и длина перемещения
груза данного типа кранов зависит от
их назначения.

Рисунок 7 - Пример козлового крана
К озловые
краны строительного назначения являются
кранами мостового типа, мост которых
установлен на опоры. Козловые краны
применяются для монтажа тяжелого
оборудования, а также при возведении
протяженных монолитных сооружений.
озловые
краны строительного назначения являются
кранами мостового типа, мост которых
установлен на опоры. Козловые краны
применяются для монтажа тяжелого
оборудования, а также при возведении
протяженных монолитных сооружений.
Краны специального назначения. Один и подтипов кранов специального назначения – плавучие краны.
Плавучие краны представляют собой краны стрелового типа, размещенные на самоходном и несамоходном понтоне. Требования, предъявляемые к данному типу кранов: прочность конструкции, устойчивость, плавучесть. Основное назначение плавучих кранов в строительстве – монтажные работы при возведении гидротехнических сооружений, а также прокладка трубопровода под водой.
Летающий кран (кран-вертолет) применяется для транспортировки груза на дальние расстояния и на значительную высоту. Ввиду того что груз у таких кранов размещается на внешнем подвесе, "вертолету" не требуется специальная грузовая кабина.