

3 Долбяк
3.1 Назначение, область применения и типы долбяков
Долбяки применяют для обработки зубьев колес с прямыми и винтовыми (наклонными) зубьями, с внешним и внутренним их расположением [3].
Порядок проектирования долбяка:
- выбор конструкции долбяка и определение его основных размеров;
- определение смещения исходного сечения А (коэффициента смещения исходного контура х0);
- определение конструктивных размеров долбяка и геометрических параметров его режущих кромок;
- разработка рабочего чертежа и технических требований [3].
 Долбяки
зуборезные чистовые по ГОСТ 9323 – 79
изготовляют пяти типов и трех классов
точности. Долбяки класса точности АА
предназначены для нарезания колес 6-1
степени точности, класса точности А –
для колес 7-й степени точности и класса
точности В – для колес 8-й степени
точности. Тип 1 - дисковые прямозубые
долбяки классов точности АА, А и В. Тип
2 – дисковые косозубые долбяки классов
точности А и В. Долбяки обоих типов
предназначены для обработки цилиндрических
колес внешнего зацепления. Тип 3 –
чашечные прямозубые долбяки классов
точности АА, А и В номинальными делительными
диаметрами 50, 80, 100, 125 мм предназначены
для нарезания закрытых зубчатых венцов.
Чашечные долбяки жестче, чем хвостовые,
поэтому их применяют для обработки
более точных зубчатых колес внутреннего
зацепления. Тип 4 – хвостовые прямозубые
долбяки классов точности А и В и тип 5 –
хвостовые косозубые долбяки класса
точности В применяют для колес внутреннего
зацепления малого размера [4].
Долбяки
зуборезные чистовые по ГОСТ 9323 – 79
изготовляют пяти типов и трех классов
точности. Долбяки класса точности АА
предназначены для нарезания колес 6-1
степени точности, класса точности А –
для колес 7-й степени точности и класса
точности В – для колес 8-й степени
точности. Тип 1 - дисковые прямозубые
долбяки классов точности АА, А и В. Тип
2 – дисковые косозубые долбяки классов
точности А и В. Долбяки обоих типов
предназначены для обработки цилиндрических
колес внешнего зацепления. Тип 3 –
чашечные прямозубые долбяки классов
точности АА, А и В номинальными делительными
диаметрами 50, 80, 100, 125 мм предназначены
для нарезания закрытых зубчатых венцов.
Чашечные долбяки жестче, чем хвостовые,
поэтому их применяют для обработки
более точных зубчатых колес внутреннего
зацепления. Тип 4 – хвостовые прямозубые
долбяки классов точности А и В и тип 5 –
хвостовые косозубые долбяки класса
точности В применяют для колес внутреннего
зацепления малого размера [4].
3.2 Задание на проектирование долбяка
Спроектировать инструмент
для обработки прямозубо й
шестерни с числом зубьев z1,
которая должна зацепляться с колесом,
имеющим число зубьев z2.
Нормальный исходный контур по ГОСТ
18755-80. Вариант 16 ([1], с.35, табл.5.1)
й
шестерни с числом зубьев z1,
которая должна зацепляться с колесом,
имеющим число зубьев z2.
Нормальный исходный контур по ГОСТ
18755-80. Вариант 16 ([1], с.35, табл.5.1)
3.3 Расчет дискового долбяка
Исходные данные:
а) инструмент – долбяк;
б) модуль m = 5,5 мм;
в) число зубьев шестерни: z1 = 17 мм;
г) коэффициент смещения для шестерни: х1 = 0 мм;
д) число зубьев колеса: z2 = 27 мм;
е) коэффициент смещения для колеса: х2 = +0,2 мм;
ж) степень точности по ГОСТ 1643 – 72: 6-7-8-Ва.
Расчет параметров нарезаемого колеса и долбяка
Диаметры делительных окружностей:
![]() мм;
(3.1)
мм;
(3.1)
![]() мм.
(3.2)
мм.
(3.2)
Угол профиля и модуль по торцу:
 ;
m = 5,5 мм.
;
m = 5,5 мм.Диаметры основных окружностей:
![]() мм; (3.3)
мм; (3.3)
![]() мм. (3.4)
мм. (3.4)
Угол зацепления:
![]() ;
(3.5)
;
(3.5)
![]() .
.
Межосевое расстояние:
![]() мм. (3.6)
мм. (3.6)
Коэффициент уравнительного смещения:
 мм.
(3.7)
мм.
(3.7)
Высота головки зубьев колес:
![]() мм; (3.8)
мм; (3.8)
![]() мм. (3.9)
мм. (3.9)
Диаметры вершин зубьев колес:
![]() мм; (3.10)
мм; (3.10)
![]() мм. (3.11)
мм. (3.11)
Высота зубьев колес:
![]() мм. (3.12)
мм. (3.12)
Высота ножки зубьев:
![]() мм;
(3.13)
мм;
(3.13)
![]() мм.
(3.14)
мм.
(3.14)
Диаметр впадин зубьев колес:
![]() мм; (3.15)
мм; (3.15)
![]() мм. (3.16)
мм. (3.16)
Толщина зуба нарезаемого и сопряженного колеса на делительном диаметре:
![]() мм; (3.17)
мм; (3.17)
![]() мм. (3.18)
мм. (3.18)
Наибольш
 ий
радиус кривизны профиля зуба нарезаемого
колеса:
ий
радиус кривизны профиля зуба нарезаемого
колеса:
![]() мм. (3.19)
мм. (3.19)
Радиус кривизны в точке начала активной части профиля зуба нарезаемого колеса:
![]() мм.
мм.
Длина активной части линии зацепления:
 (3.21)
(3.21)
Для прямозубого долбяка
 без
учета имеющегося копира на зубодолбежном
станке:
без
учета имеющегося копира на зубодолбежном
станке:
|
В, мм |
Визн, мм |
Вр, мм |
125 |
28 |
8 |
20 |
где В – высота нового долбяка;
Визн – высота изношенного долбяка;
Вр – высота рабочей части долбяка.
![]() .
(3.22)
.
(3.22)
Расчет номинального диаметра:
![]() мм. (3.23)
мм. (3.23)
Диаметр основной окружности долбяка и торцовой профильный угол нарезаемого колеса:
![]() мм. (3.24)
мм. (3.24)
При условии шлифования зубьев долбяка с набором эвольвентных копиров необходимо определить возможность использования имеющихся копиров:
![]() мм.
мм.
Угол установки салазок зубошлифовального станка:
![]() (3.25)
(3.25)
Для равномерного износа шлифовального круга необходимо выдержать условие:
![]()
![]() .
.
Так как условие выполняется,
то в дальнейших расчетах используем
принятое значение
![]() .
.
Параметры долбяка в исходном сечении
Диаметр наружной окружности в исходном сечении:
![]() мм. (3.26)
мм. (3.26)
Толщина зуба по нормали в исходном сечении на делительной окружности:
![]() мм. (3.27)
мм. (3.27)
Торцовый профильный угол на окружности вершин:
 .
(3.28)
.
(3.28)
Толщина зуба на вершине в исходном сечении:
 мм. (3.29)
мм. (3.29)
Минимально допустимая толщина зуба при вершине у нового долбяка:
![]() мм. (3.30)
мм. (3.30)
Передний угол долбяка и задний угол при вершине принимаем в соответствии с ГОСТом:
 ;
;
 .
.Расстояние, лимитирующее заострение зуба долбяка:
 ;
(3.31)
;
(3.31)
 (3.32)
(3.32)
Станочный угол зацепления нового долбяка:
 (3.33)
(3.33)
Положительное исходное расстояние, определяющее полную обработку рабочей части профиля зуба колеса:
 .
(3.34)
.
(3.34)
Принимаем величину положительного исходного расстояния наименьшее из 2-х величин
 и
и
 :
:
 .
.Станочный угол зацепления переточенного долбяка, гарантирующий отсутствие срезания или неполной обработки профиля у вершины зубьев колеса:
![]() (3.35)
(3.35)
Так как условие
 выполняется, то рассчиты
выполняется, то рассчиты ваем
станочный угол зацепления переточенного
долбяка, определяющий начало подрезки
ножки зуба колеса:
ваем
станочный угол зацепления переточенного
долбяка, определяющий начало подрезки
ножки зуба колеса:
 (3.36)
(3.36)
Принимаем станочный угол зацепления переточенного долбяка, наибольший из углов
 и
и
 :
:

Отрицательное исходное расстояние:
 (3.37)
(3.37)
Максимально возможная величина стачивания:
![]() (3.36)
(3.36)
Определение величины исходного расстояния А:
![]() (3.37)
(3.37)
Определение чертежных размеров долбяка
Станочный угол зацепления по торцу нового долбяка:
![]() (3.38)
(3.38)
![]() (3.39)
(3.39)
![]() (3.40)
(3.40)
Станочный угол зацепления по торцу станочного долбяка и колеса:
Принятая величина стачивания,
при
![]() :
:
![]() .
.
 (3.41)
(3.41)
![]()
 (3.42)
(3.42)
Высота долбяка, при Н > Вр:
![]() мм. (3.43)
мм. (3.43)
Толщина зуба на делительной окружности по нормали к направлению зуба:
![]() мм. (3.44)
мм. (3.44)
Наружный диаметр нового долбяка:
![]() мм. (3.45)
мм. (3.45)
Толщина зуба по верху долбяка:
 (3.46)
(3.46)

 (3.47)
(3.47)
Высота головки зуба по передней поверхности:
![]() мм. (3.48)
мм. (3.48)
Полная высота зуба долбяка:
![]() мм. (3.49)
мм. (3.49)
Боковой задний угол на делительном цилиндре:
![]() (3.50)
(3.50)
Корригированный торцовый профильный угол долбяка при шлифовании его зубьев:
![]() (3.51)
(3.51)
Диаметры основных окружностей долбяка при шлифовании профиля его зубьев:
![]() мм. (3.52)
мм. (3.52)
Угол профиля в граничной точке профиля зуба долбяка и радиус кривизны профиля в этой точке:
 (3.53)
(3.53)
![]() (3.54)
(3.54)
Угол развернутости в граничной точке профиля:
![]() (3.55)
(3.55)
Разность углов развернутости на вершине зуба и в граничной точке профиля в градусах:
![]() (3.56)
(3.56)
Задний угол в нормальном сечении:
![]() (3.57)
(3.57)
 3.4
Проектирование дискового долбяка
3.4
Проектирование дискового долбяка
Таблица № 3.1
Номинальный диаметр долбяка d0, мм |
Модуль m, мм |
Размеры посадочного отверстия, мм |
Размеры выточки, мм |
Диаметр боковой поверхности для закрепления |
Высота долбяка (справ.) |
||
dотв |
b1 |
Д |
b2 |
Д2 |
B |
||
80 |
1-5 |
31,75 |
8 |
50 |
9 |
0,7da0 с округлением с кратностью 5 мм в меньшую сторону |
12-17 |
100 |
1-1,75 2-5 6-8 |
44,45 44,45 44,45 |
8 10 12 |
70 70 70 |
9 11 13 |
17 20 22 |
|
125 |
2-4,5 5-10 |
44,45 44,45 |
10 14 |
80 80 |
11 15 |
22-24 28 |
|
160 |
6-7 8-10 |
88,9 88,9 |
16 20 |
120 120 |
17 21 |
30 32 |
|
200 |
8-12 |
101,6 |
25 |
140 |
26 |
40 |
|
По таблице № 3.1 определяем геометрические параметры долбяка:
- Номинальный диаметр d0 = 125 мм;
- Модуль m = 5,5 мм;
- Размеры посадочного отверстия: dотв = 44,45 мм, b1 = 14 мм;
- Размеры выточки: Д = 80 мм, b2 = 15 мм;
- Диаметр боковой поверхности для закрепления:
![]()
Принимаем Д2 = 100 мм.
- Высота долбяка: B = 28 мм.
Остальные конструктивные
параметры назначаем в соответствии с
рисунком 3.1.
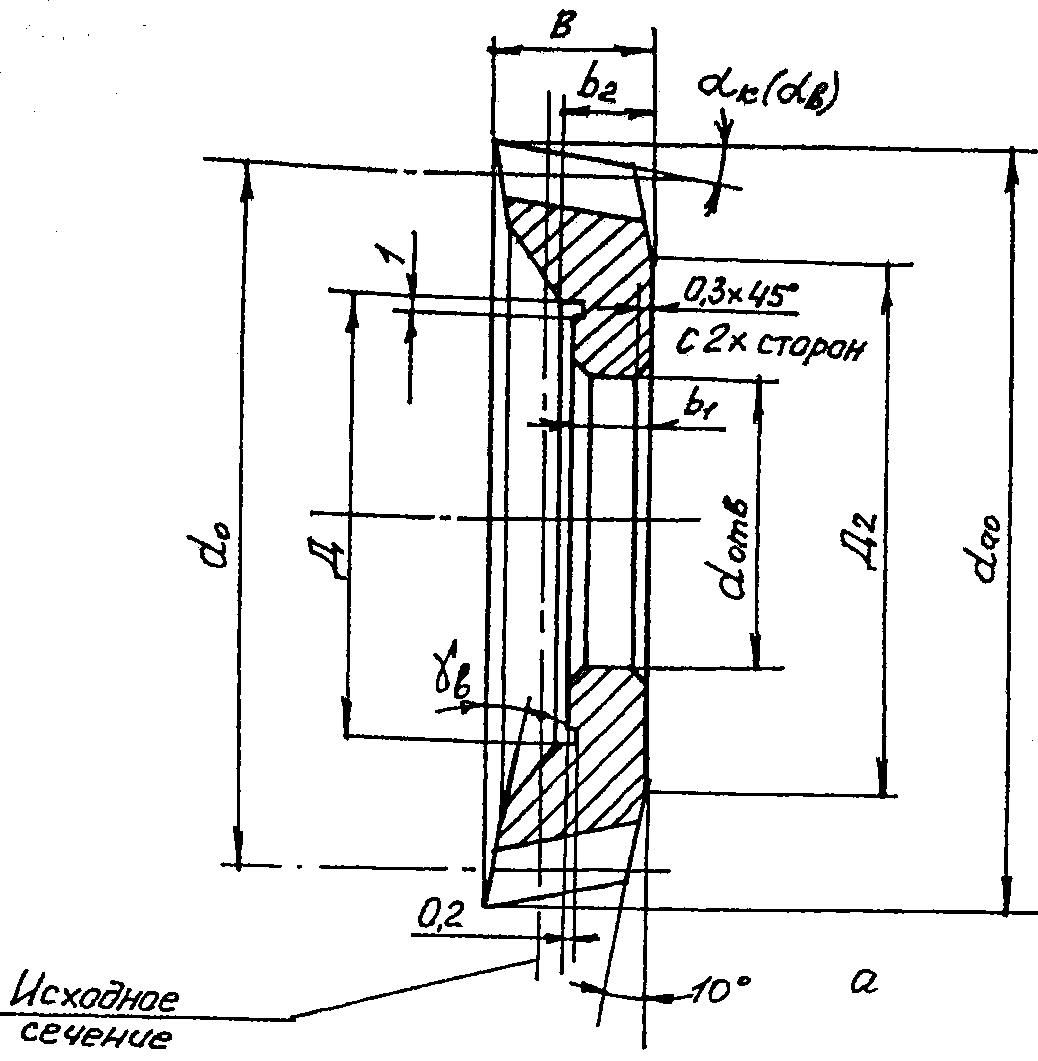
Рисунок 3.1. Долбяк дисковый
Долбяк изготавливается из быстрорежущей стали Р6М5. Класс точности долбяка: В.
Предельные отклонения размеров долбяка указываем в соответствии с таблицами № 3.3, 3.4, 3.5 и 3.6 [5].
На рабочем чертеже при помощи условных обозначений в соответствии с ГОСТ 2308-79 указываем:
- отклонение от перпендикулярности внешней опорной поверхности к поверхности посадочного отверстия в соответствии с таблицей № 3.7, [5]:
Перпендикулярность внешнего опорного торца и поверхности посадочного отверстия при d = 125 мм, В, m = 5,5 мм: предельное отклонение 12 мкм.
- отклонение от параллельности опорных поверхностей в соответствии с таблицей № 3.8, [5]:
Непараллельность опорных торцов при d = 125 мм, В, m = 5,5 мм: предельное отклонение 12 мкм.
- торцевое биение передней поверхности в соответствии с табл. № 3.9, [5]:
Торцевое биение передней поверхности при d = 125 мм, В, m = 5,5 мм: предельное отклонение 40 мкм.
- биение окружности вершин зубьев в соответствии с таблицей № 3.10, [5]:
Биение окружности вершины при d = 125 мм, В, m = 5,5 мм: предельное отклонение 40 мкм.
- радиальное биение зубчатого
венца в соответствии с таблицей № 3.11,
[5] :
:
Радиальное биение зубчатого венца при d = 125 мм, В, m = 5,5 мм: предельное отклонение 36 мкм.
Диаметр посадочного отверстия dотв при d = 125 мм, В, m = 5,5 мм: допуск 12 мкм ([5], табл. № 3.3).
Передний угол
:
предельное отклонение
![]() ,
задний угол
,
задний угол
![]() :
предельное отклонение
:
предельное отклонение
![]() ([5], табл. № 3.4)
([5], табл. № 3.4)
Диаметр окружности вершин
зубьев da0
при m = 7 мм,
АА: предельное отклонение
![]() 500
мкм ([5], табл. № 3.5).
500
мкм ([5], табл. № 3.5).
Высота головки зуба ha0:
предельное отклонение
![]() мкм.
мкм.
Таблица № 3.2
Наименование поверхности |
Класс точности |
Шероховатость Ra, мкм |
Передние и задние поверхности зубьев |
B |
0,4 |
Опорная поверхность |
B |
0,2 |
Посадочные отверстия |
B |
0,2 |
Внутренняя опорная поверхность |
B |
0,8 |