

2 Протяжка
2.1 Назначение, область применения и типы протяжек
Протяжки являются многозубыми металлорежущими инструментами, осуществляющими снятие припуска без движения подачи за счет превышения высоты или ширины последующего зуба по отношению к высоте или ширине предыдущего. Они применяются для чистовой обработки различных по форме внутренних и наружных поверхностей деталей. Протяжки – узкоспециализированный инструмент, предназначаемый для обработки одной и, редко, нескольких деталей, мало отличающихся размерами. Из-за высокой стоимости их применение эффективно в массовом и серийном производстве [3].
По характеру обрабатываемых поверхностей протяжки разделяют на внутренние и наружные. Внутренние протяжки обрабатывают отверстия, наружные предназначены для обработки плоскостей и фасонных поверхностей. По конструкции протяжки делятся на цельные, составные и сборные.
2.2 Задание на проектирование протяжки
Необходимо спроектировать
протяжку для обраб отки
втулки с прямобочными шлицами.
отки
втулки с прямобочными шлицами.
Исходные данные:
Вариант 126.
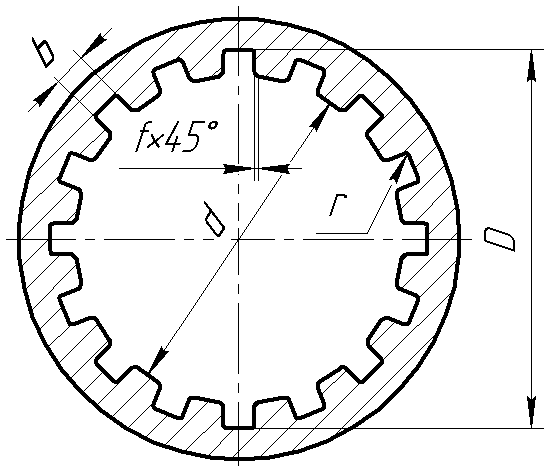
Рисунок 2.1. Эскиз детали, обрабатываемой протяжкой
 Длина
обрабатываемого отверстия L
= 55 мм.
Длина
обрабатываемого отверстия L
= 55 мм.D = 50H11; d = 46H11; b = 9D10; nz = 8; fном = 0,4 мм; fпред = 0,2; r = 0,3 мм.
Материал обрабатываемой детали: сталь 30ХГСА, в = 75 кгм/мм2, = 24%.
Станок, на котором будет работать протяжка: 7520.
2.3 Расчет протяжки
Протягивание и прошивание являются высокопроизводительными методами обработки поверхностей деталей разнообразных форм, при этом обеспечивается точность обработки 1 – 3-го классов и шероховатость обработанной поверхности в пределах 6 – 9-го классов по ГОСТ 2789 – 59. Высокая производительность при протягивании и прошивании достигается одновременной работой режущих зубьев при большом суммарном периметре резания. Процесс прошивания имеет значительно меньшее распространение в сравнении с процессом протягивания.
Протягивание представляет собой напряженный процесс деформирования материала в условиях несвободного, стесненного резания. В процессе протягивания возникают большие пластические деформации, а также интенсивные адгезионные и диффузионные явления. Все это приводит к снижению точности обработки и к ухудшению качества обрабатываемой поверхности.
Элементы круглой протяжки, работающей по профильной схеме, показаны на рисунке 2.2.

Рисунок 2.2. Протяжка круглая
Передняя замковая часть (хвостовик) l1 – служит для закрепления протяжки в станке.
Шейка l2 – служит для соединения передней замковой части с передней направляющей частью.
Передняя н аправляющая
l3
– вместе с направляющим конусом для
установки и центровки обрабатываемой
детали перед протягиванием.
аправляющая
l3
– вместе с направляющим конусом для
установки и центровки обрабатываемой
детали перед протягиванием.
Режущая часть lp
– состоит из режущих и зачищающих
зубьев, которые, начиная со второго
зуба, постепенно увеличивают свой размер
с подъемом на зуб
![]() мм.
мм.
Калибрующая часть lk – состоит из калибрующих зубьев одного диаметра, равного диаметру последнего зачищающего зуба. Диаметр калибрующих зубьев должен быть равен наибольшему диаметру отверстия с учетом возникающих при резании деформаций, т.е.:
![]() ,
(2.1)
,
(2.1)
где D – номинальный диаметр отверстия;
![]() - допуск на изготовление;
- допуск на изготовление;
- деформация отверстия.
Знак минус при , берется в случае разбивания отверстия, то наблюдается обычно при обработке толстостенных деталей; знак плюс, берется в случае усадки отверстия, что наблюдается при обработке тонкостенных деталей. Величину разбивания и усадки отверстия определяют опытным путем; она колеблется в пределах 0,005…0,02 мм в зависимости от условий обработки.
Задняя направляющая часть l4 – препятствует перекосу протягиваемой детали и повреждению обработанной поверхности в момент выхода последних зубьев калибрующей части из отверстия.
Задняя замковая часть l5 – служит для соединения протяжки через патрон с кареткой обратного ходя станка и выполняется только для автоматического или полуавтоматического протягивания, когда протяжка возвращается в исходное положение посредством каретки обратного хода.

Рисунок 2.3 Форма режущих зубьев
Назначаем материал протяжки в зависимости от обрабатываемого материала: для стали 30ХГСА назначаем материал протяжки Р6М5.
Передний угол протяжки определяем по таблице № 59, с. 170, [4].
Обрабатываемый материал
сталь 30ХГСА, то передний угол
![]() .
.
Задний угол протяжки определяем по таблице № 60, с. 171, [4].
Протяжка внутренняя шлицевая:
- черновые и переходные:
![]() ;
;
- чистовые:
![]() ;
;
- калибрующие:
![]() .
.
Протягивание шлицевых канавок производят обычно последовательно зубьями с подъемом а; ширина этих зубьев равна ширине шлицевых канавок.
Наружный диаметр Dн шлицевого отверстия:
 мм.
мм.Внутренний диаметр dв шлицевого отверстия:
 мм.
мм.Ширина шлицев bш:
 мм.
мм.Фаска f по внутреннему диаметру:
 мм.
мм.Число шлицев nz:
 .
.Длина L обрабатываемого отверстия:
 мм.
мм.Обрабатываемый материал: сталь 30ХГСА.
Твердость: 750 МПа.
Станок: 7520.
Тяговая сила Pc:
 кН ([3], c.
216, табл. 8.1).
кН ([3], c.
216, табл. 8.1).Наибольший рабочий ход ползуна: 1600 мм ([3], с. 216, табл. 8.1).
Расстояние l1 до первого зуба ([3], с. 188):
![]() мм. (2.2)
мм. (2.2)
Припуск А под протягивание ([3], с. 187):
Принимае м:
А = 0,25 мм - для калибрования внутреннего
диаметра.
м:
А = 0,25 мм - для калибрования внутреннего
диаметра.
Диаметр отверстия до протягивания ([3], с. 187):
![]() мм. (2.4)
мм. (2.4)
Диаметр d1 хвостовика:
 мм ([3], с. 217, табл. 8.3).
мм ([3], с. 217, табл. 8.3).Площадь Fx хвостовика:
 мм2
([3], с. 217, табл. 8.3).
мм2
([3], с. 217, табл. 8.3).Шаг tp режущих зубьев ([3], с. 188):
![]() мм. (2.5)
мм. (2.5)
Принятый шаг:
 мм ([3], c.
219, табл. 8.6).
мм ([3], c.
219, табл. 8.6).Наибольшее число зубьев zmax, находящихся в работе ([3], с. 188):
![]() .
(2.6)
.
(2.6)
Глубина hк стружечной канавки:
 мм ([3], с. 219, табл. 8.6).
мм ([3], с. 219, табл. 8.6).Площадь стружечной канавки:
 мм2
([3], с. 219, табл. 8.6).
мм2
([3], с. 219, табл. 8.6).Коэффициент К заполнения канавки: К = 4 ([3], с. 220, табл. 8.8).
Подача Szк, допустимая по размещению стружки ([3], с. 192):
![]() мм/зуб.
(2.7)
мм/зуб.
(2.7)
Допустимая сила Px резания по хвостовику ([3], с. 192):
![]() Н. (2.8)
Н. (2.8)
Допустимое усилие по прочности первого зуба ([3], с. 192):
![]() Н.
(2.9)
Н.
(2.9)
Расчетная сила резания ([3], c. 192):
![]() Н. (2.10)
Н. (2.10)
Наибольшая ширина срезаемого слоя ([3], c. 203):
![]() мм. (2.11)
мм. (2.11)
Подача, допустимая по расчетному усилию ([3], c. 204):
 мм/зуб.
мм/зуб. (2.12)
(2.12)
Принимаем одинарную схему резания.
Наибольшая ширина слоя при нарезании ([3], с. 204):
![]() мм.
(2.13)
мм.
(2.13)
Подача, допустимая по расчетному усилию:
 мм/зуб. (2.14)
мм/зуб. (2.14)
Для шлицевых зубьев принимаем
одинарную схему резания, так как
![]() .
Для фасочных зубьев проверяем
целесообразность применения групповой
схемы резания.
.
Для фасочных зубьев проверяем
целесообразность применения групповой
схемы резания.
Шаг режущих зубьев для групповой схемы резания ([3], с. 204):
![]() мм. (2.15)
мм. (2.15)
Принятый шаг:
 мм ([3], с. 219, табл. 8.6).
мм ([3], с. 219, табл. 8.6).Глубина hк стружечной канавки:
 мм ([3], с. 219, табл. 8.6).
мм ([3], с. 219, табл. 8.6).Максимальное число одновременно работающих зубьев ([3], с. 205):
![]() .
(2.16)
.
(2.16)
Допустимая подача по размещению стружки ([3], с. 205):
![]() мм/зуб. (2.17)
мм/зуб. (2.17)
Допустимое усилие по прочности первого зуба ([3], c. 205):
![]() Н.
(2.18)
Н.
(2.18)
 Расчетное
усилие ([3], c.
205):
Расчетное
усилие ([3], c.
205):
![]() Н. (2.19)
Н. (2.19)
Допустимая подача по усилию резания ([3], с. 205):
 мм/зуб. (2.20)
мм/зуб. (2.20)
Расчетная подача для групповой схемы резания:
 мм/зуб.
мм/зуб.Припуск , снимаемый фасочными зубьями ([3], с. 206):
![]() мм. (2.21)
мм. (2.21)
Число фасочных зубьев при одинарной схеме резания ([3], c. 206):
![]() .
(2.22)
.
(2.22)
Длина режущей части фасочных зубьев ([3], c. 206):
![]() мм.
(2.23)
мм.
(2.23)
Число фасочных зубьев при групповой схеме резания ([3], c. 206):
![]() .
(2.24)
.
(2.24)
Длина режущей части фасочных зубьев при групповой схеме резания:
![]() мм. (2.25)
мм. (2.25)
Для фасочных зубьев принимаем одинарную схему резания, так как при групповой схеме резания длина протяжки изменяется незначительно.
Диаметры фасочных зубьев при групповой схеме резания:
Число фасочных зубьев:
 .
.Диаметры шлицевых зубьев ([3], с. 207):
![]() (2.26)
(2.26)
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
…
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Число шлицевых зубьев: zрш = 20.
Длина режущей шлицевой части:
![]() мм. (2.27)
мм. (2.27)
Шаг калибрующих зубьев:
![]() мм.
(2.28)
мм.
(2.28)
Принимаем шаг калибрующих
зубьев:
![]() мм.
мм.
Число калибрующих зубьев для шлицевой части:
zк = 7 ([3], с. 221, табл. 8.11).
Длина калибрующей шлицевой части:
![]() мм.
(2.29)
мм.
(2.29)
Длина заднего направления ([3], с. 208):
![]() мм.
(2.30)
мм.
(2.30)
Общая длина протяжки ([3], с. 208):
![]() мм. (2.31)
мм. (2.31)
Допустимая длина протяжки ([3], с. 208):
![]() ;
(2.32)
;
(2.32)
![]() мм.
мм.
![]() превышает допустимую длину,
но длина хода станка 7520 позволяет
работать с данной протяжкой.
превышает допустимую длину,
но длина хода станка 7520 позволяет
работать с данной протяжкой.
Необходимая длина рабочего хода для работы:
![]() мм. (2.33)
мм. (2.33)
Число фасочных зубьев zф: zф = 6.
Шаг tрф фасочных зубьев: tрф = 14 мм.
Общее число шлицевых зубьев zрш: zрш = 20.
Шаг tр шлицевых зубьев: tр = 10 мм.
Число шлицевых калибрующих зубьев zкш = 7.
Шаг tк калибрующих зубь
 ев:
tк
= 8 мм.
ев:
tк
= 8 мм.Глубина hк стружечной канавки:
- фасочные зубья: мм ([3], с. 219, табл. 8.6);
- режущие зубья: мм ([3], с. 219, табл. 8.6);
- калибрующие зубья:
![]() мм ([3], с. 219, табл. 8.6).
мм ([3], с. 219, табл. 8.6).
Геометрические размеры стружечных канавок:
- фасочные зубья: С = 4 мм, R = 10 мм, r = 2,5 мм, мм;
- режущие зубья: С = 3 мм, R = 7 мм, r = 2 мм, мм;
- калибрующие зубья: С = 3 мм, R = 5 мм, r = 1,5 мм, мм.
Определение угла
 :
:
 .
(2.34)
.
(2.34)
Вспомогательная величина N, мм:
![]() мм. (2.35)
мм. (2.35)
Величина М, мм:
![]() мм. (2.36)
мм. (2.36)
Угол
 :
:
![]() .
(2.37)
.
(2.37)
Ширина площадки Р, мм:
![]() мм. (2.38)
мм. (2.38)