

|
Назаревич |
1 |
|
Кузнецов |
2 |
|
Алексеева |
3 |
|
Толстов |
4 |
|
Кондратьев |
5 |
|
Мешков |
6 |
|
Мамчик |
7 |
|
Егоян |
8 |
Вопросы по разделам курса «Технология конструкционных материалов»
Раздел 1. Металлургическое производство
-
Процессы подготовки руд.
В основе производства металлов лежат металлургические процессы, то есть технологические процессы извлечения металлов из руд и отходов производства. В общем случае металлургический процесс включает три последовательных стадии:
— подготовка руды — превращение ее в состояние, обеспечивающее извлечение из руды металла;
— восстановление химического соединения, в виде которого металл содержится в руде, до свободного металла;
— вторичная обработка полученного металла.
Подготовка руды состоит из ряда механических и физико-химических операций, содержание которых зависит от состава руды и формы химического соединения металла в ней. К таким операциям относят измельчение или укрупнение, классификацию и обогащение руды, а также превращение содержащего металл соединения в форму, пригодную для восстановления.
Дробление.
Руда может быть в виде кусков до 1500 мм при открытой добыче и до 300 мм при подземной добыче. Дробление руд применяется как самостоятельная операция для получения кусков руды требуемого размера и как вспомогательная операция при обогащении руд для разрушения механических связей между железосодержащим минералом и пустой породой. В зависимости от крупности руды после дробления различают четыре стадии дробления:
1. Крупное (размер кусков после дробления 100–300 мм).
2. Среднее (40–60 мм).
3. Мелкое (8–25 мм).
Процесс дробления характеризуется степенью и эффективностью дробления. Степень дробления определяют отношением максимальных размеров кусков до и после дробления:
i = D/d,
где i – степень дробления; D и d – максимальный размер кусков до и после дробления соответственно.
Эффективность дробления определяют выходом дробленого материала на единицу израсходованной электроэнергии. Дробление – наиболее дорогая операция в системе подготовки руд.
Мелкое и тонкое дробление называют измельчением и применяют только для руд, идущих на обогащение. Крупное, среднее и мелкое дробление осуществляют преимущественно в конусных дробилках.
Грохочение.
Грохочением называется разделение руды на классы по крупности. Для руд, поступающих на металлургический завод без обогащения, грохочение является самостоятельной и очень важной операцией, в процессе которой выделяют мелкую руду (0–10 мм) для агломерации, а крупную (более 10 мм) сортируют на два класса: доменную (10–30 мм) и мартеновскую (30–80 мм).
При обогащении руд на обогатительных фабриках грохочение является вспомогательной операцией, совмещаемой с дроблением руд. Это позволяет загружать в дробильные устройства только те фракции, которые подлежат дроблению, а следовательно, уменьшить расход электроэнергии на дробление, повысить производительность дробильных устройств и качество дробления. Грохочение руд осуществляется на механических ситах.
Усреднение.
Железные руды по условиям залегания и добычи всегда имеют непостоянный химический состав. Значительные и частые колебания содержания железа и пустой породы в рудах вызывают нарушение теплового состояния доменной печи и химического состава шлака. Это приводит к нарушению ровного хода печи, при котором неизбежны повышение расхода кокса, снижение производительности печи и ухудшение качества выплавляемого чугуна.
Чтобы уменьшить отрицательное влияние непостоянства химического состава руд на показатели доменной плавки, руды подвергают усреднению. Усреднением называют перемешивание железорудных материалов с целью выравнивания химического и гранулометрического составов. В связи с тем, что почти все добываемые руды подвергают окуксованию, основное назначение усреднения состоит прежде всего в уменьшении колебаний содержания железа и кремнезема в рудах. Необходимо добиться такого усреднения руд, при котором колебания содержания железа и кремнезема в руде не превышали бы ±0,5% от среднего значения.
Обогащение.
Обогащением называется процесс разделения рудного минерала и пустой породы с целью повышения содержания металла в руде и уменьшения содержания пустой породы, а в некоторых случаях и вредных примесей. Все способы обогащения основаны на различии физических свойств рудных минералов и пустой породы. В результате обогащения руды получают:
1. концентрат – продукт, в котором содержится большая часть извлекаемого металла;
2. хвосты – отходы при обогащении руды, в которых содержится незначительное количество металла;
3. промежуточный продукт, в котором содержание металла больше, чем в хвостах и меньше, чем в концентрате.
Промежуточный продукт подвергают повторному обогащению.
В зависимости от метода обогащения и устройства аппарата степень извлечения железа при обогащении железных руд может изменяться от 60 до 95%. Различают пять основных методов обогащения руд:
1. рудоотборка, основанная на различии цвета и блеска кусков рудного минерала и пустой породы;
2. промывка, основанная на разной размываемости кусков рудного минерала и пустой породы;
3. гравитационное обогащение – разделение в жидкой среде рудных минералов и пустой породы в зависимости от плотности зерен;
4. флотация – метод обогащения, основанный на различии физико-механических свойств поверхности частиц рудного минерала и пустой породы;
5. магнитная сепарация (самый распространенный метод обогащения), основанная на различии магнитных свойств минерала и пустой породы.
В соответствии с методом технологические процессы подготовки руды подразделяются на пирометаллургические игидрометаллургические.
Пирометаллургические процессы проводятся при высоких температурах с полным или частичным расплавлением руды. К ним относят:
—обжиг — процесс, проводимый при высокой (500—1200°С) температуре в твердой фазе с целью изменения химического состава руды. Условия обжига зависят от состава руды и назначения процесса. Руды, содержащие сульфиды металлов, подвергаются окислительному обжигу до их оксидов; руды для последующего магнитного обогащения подвергаются восстановительному обжигу;
—восстановительная плавка — процесс восстановления оксидов металлов при температурах, обеспечивающих полное расплавление руды;
—дистилляция — процесс испарения перерабатываемого вещества с целью разделения его компонентов на основе их различной летучести.
Гидрометаллургические процессы проводятся в водных средах при температурах до 300°С на границе раздела твердой ижидкой фаз.
Наиболее распространенным гидрометаллургическим процессом является выщелачивание— процесс перевода в жидкую фазу (раствор) извлекаемых из руды соединений металлов при воздействии на нее растворителей. Выщелачивание может быть физическим процессом (растворитель вода) или химическим процессом (растворитель — реагент, взаимодействующий с извлекаемым компонентом).
-
Сущность доменного процесса.
Доменный процесс представляет собой совокупность механических, физических и физико-химических явлений, протекающих в работающей доменной печи. Загружаемые в доменную печь шихтовые материалы – кокс, железосодержащие компоненты и флюс – в результате протекания доменного процесса превращаются в чугун, шлак и доменный газ.
В химическом отношении доменный процесс является восстановительно-окислительным: из оксидов восстанавливается железо, а окисляются восстановители. Однако доменный процесс принято называть восстановительным, так как цель его состоит в восстановлении оксидов железа до металла.
Агрегатом для осуществления доменного процесса служит печь шахтного типа (см. приложение 2). Рабочее пространство доменной печи в горизонтальных сечениях имеет круглую форму, а в вертикальном разрезе – своеобразное очертание, называемое профилем.
Важнейшим условием осуществления доменного процесса в рабочем пространстве печи является непрерывное встречное движение и взаимодействие опускающихся шихтовых материалов, загружаемых в печь через колошник, и восходящего потока газов, образующегося в горне при горении углерода кокса в нагретом до 1000–1200° С воздухе (дутье), который нагнетается в верхнюю часть горна через расположенные по его окружности фурмы. К дутью может добавляться технический кислород, природный газ, водяной пар.
Кокс поступает в горн нагретым до 1400–1500° С. В зонах горения углерод кокса взаимодействует с кислородом дутья. Образующийся в зонах горения диоксид углерода при высокой температуре и избытке углерода неустойчив и превращается в оксид углерода. Таким образом, за пределами зон горения горновой газ состоит только из оксида углерода, азота и небольшого количества водорода, образовавшегося при разложении водяных паров или природного газа. Смесь этих газов, нагретая до 1800–2000° С, поднимается вверх и передает тепло материалам, постепенно опускающимся в горн вследствие выгорания кокса, образования чугуна и шлака и периодического выпуска их из доменной печи. При этом газы охлаждаются до 200 – 450° С, а оксид углерода, отнимая кислород из оксидов железа, превращается частично в диоксид углерода, содержание которого в доменном газе на выходе из печи достигает 14 – 20%.
Шихтовые материалы загружают в доменную печь при помощи засыпного аппарата отдельными порциями – подачами. Они располагаются на колошнике чередующимися слоями кокса, руды или агломерата и флюса при работе на не полностью офлюсованном агломерате. Загрузку подач производят через 5 – 8 мин. по мере освобождения пространства на колошнике в результате опускания материалов.
В процессе нагревания опускающихся материалов происходит удаление из них влаги и летучих веществ кокса и разложение карбонатов. Оксиды железа под действием восстановительных газов постепенно переходят от высших степеней окисления к низшим, а затем – в металлическое железо по схеме: Fe2O3 ® Fe3O4 ® FeO ® Fe.
Свежевосстановленное железо заметно науглераживается еще в твердом состоянии. По мере науглераживания температура плавления его понижается. При температуре 1000–1100° С восстановление железа почти заканчивается и начинают восстанавливаться более трудновосстановимые элементы – кремний, марганец и фосфор. Науглероженное железо, содержащее около 4% углерода и некоторое количество кремния, марганца и фосфора, плавится при температуре 1130–1150° С и стекает в виде капель чугуна в горн. В нижней половине шахты начинается образование жидкого шлака из составных частей пустой породы руды и флюса. Понижению температуры плавления шлака способствуют невосстановленные оксиды железа и марганца. В стекающем вниз шлаке под действием возрастающей температуры постепенно расплавляется вся пустая порода и флюс, а после сгорания кокса – и зола.
При взаимодействии жидких продуктов плавки с раскаленным коксом в заплечиках и горне происходит усиленное восстановление кремния, марганца и фосфора из их оксидов, растворенных в шлаке. Здесь же поглощенная металлом в ходе плавки сера переходит в шлак. Железо и фосфор печи полностью восстанавливаются и переходят в чугун, а степень восстановления кремния и марганца и полотна удаления из чугуна серы в большой мере зависят от температурных условий, химического состава шлака и его количества.
Жидкие чугун и шлак разделяются в горне благодаря различным удельным массам. По мере скопления их в горне чугун выпускают через чугунную летку, а шлак – через шлаковые летки (верхний шлак) и чугунную летку во время выпуска чугуна (нижний шлак).
Все перечисленные процессы протекают в доменной печи одновременно, оказывая взаимное влияние.
-
Исходные материалы для получения чугуна.
Исходным сырьем для производства чугуна являются железные руды, топливо и флюсы. Агрегатом для выплавки чугуна служит доменная печь.
Рассчитанное в определенном соотношении количество загружаемых в доменную печь исходных материалов называется шихтой.
Железной рудой является горная порода, содержащая те или иные соединения железа, а также примеси соединений других элементов, являющихся пустой породой.
В настоящее время для получения чугуна употребляют следующие руды.
Магнитный железняк (Fе3О4) — минерал черного цвета, обладает магнитными свойствами; содержание в нем железа доходит до 72%,
Бурый железняк (2Fе2О3ЗН2О) — минерал желто-бурого цвета; содержание железа колеблется от 35% до.50%.
Красный железняк (Fе2О3) — минерал красного цвета, содержит до 60% железа.
Шпатовый железняк (FеСО3) — минерал серого цвета, содержит 30—42% железа.
Топливо, употребляемое для доменного процесса, должно иметь высокую теплотворную способность и малую зольность, обладать пористостью, прочностью при высоких температурах, а также содержать как можно меньше серы, которая частично переходит из топлива в чугун и ухудшает его свойства.
В качестве топлива при доменном производстве используется каменноугольный кокс. Для интенсификации выплавки чугуна применяют природный газ и кислород.
Для отделения пустой породы и золы в доменную печь вводят вещества, называемые флюсами; эти вещества при сплавлении с пустой породой и золой топлива образуют легкоплавкие химические соединения, образующие шлак.
Для выплавки чугуна руду подвергают предварительной подготовке — обогащению. Качество подготовки руды оказывает большое влияние на ход плавки, расход топлива и качество получаемого чугуна.
Подготовка руды включает операции дробления, сортировки, обогащения и, если необходимо, обжига.
Дробление — измельчение крупных кусков руды — производится специальными машинами — дробилками, при этом получают куски размером 20—100 мм. Мелочь отсеивается и идет на агломерацию (спекание).
Магнитное обогащение основано на действии магнитного поля на составляющие руды, обладающие магнитными свойствами. Оно осуществляется в агрегатах, называемых магнитными сепараторами.
Агломерация производится с целью использования мелкой порошкообразной руды и колошниковой пыли; для спекания эти вещества смешивают с измельченным коксом.
Спекание осуществляют на специальных агломерационных ленточных машинах, где топливо, сгорая, образует пористые спеченные куски, называемые агломератом.
Прогрессивным способом обогащения руд является более эффективный процесс подготовки руды — окомкование. Сущность процесса состоит в окатывании измельченных частиц шихты и последующем обжиге окатышей/
-
Продукты доменной плавки.
Основной продукт доменной плавки — чугун — сплав железа с углеродом, марганцем, кремнием, серой и фосфором. В состав легированных чугунов входят хром, никель, ванадий. Чугуны разделяются на передельные, из которых получают сталь; литейные, предназначенные для отливки различных изделий, и доменные ферросплавы, предназначенные для легирования и раскисления стали.
Передельный чугун. Этот чугун в жидком или твердом виде используется в мартеновских печах, конвертерах и электропечах для производства стали. Средний состав передельного чугуна: 4—4,5 % С, 0,5—1,5 % Mn; 0,2—1,3 % Si; <0,15—0,3 % P;. <0,02—0,06 % S.
Литейный чугун отличается от передельного жидко — текучестыб, позволяющей хорошо заполнять литейную форму. По содержанию фосфора эти чугуны делят на четыре класса: А (<0,1 % Р); Б (0,1—0,3% Р); В (0,3— 0,7 % Р); Г (0,7—1,2 % Р). Для изготовления высокопрочных изделий применяют чугуны с низким содержанием фосфора, а для художественного литья — высокофосфористые, обладающие высокими литейными свойствами. Каждый класс литейных чугунов ЛК состоит из 6 марок, различающихся по содержанию кремния. В чугуне ЛКО самое высокое содержание кремния (3,25— 3,75 %), в каждой последующей марке на 0,5 % меньше. Литейные чугуны делятся также на группы по содержанию марганца и серы.
Доменные ферросплавы. К ним относятся ферромарганец с 70—75 % Mn, ферросилиций СИ 10 с 9—13 % Si и СИ 15, содержащий не менее 13 % S, и зеркальный чугун с 10—25 % Mn и г^2 % Si.
Шлаки содержат 35—40 % SiO2; 8—17 % Al2O3; 40— 46 % CaO, 2—10 % MgO и другие вещества. Выход шлака составляет 300—600 кг/т чугуна, т. е. за сутки в доменной печи производительностью 6000 т чугуна образуется от 1800 до 3600 т шлака.
Доменный шлак является ценным сырьем для промышленности стройматериалов. Из него делают цемент, вяжущие вещества, растворы и бетоны, шлаковую пемзу, вату, стеновые материалы, брусчатку, шлаковый щебень. Ежегодно перерабатывают 75 % всех шлаков, т. е. более 35 млн. т. В перспективе должна быть полная переработка шлаков и постоянное использование старых шлаковых отвалов.
Колошниковый газ. Поскольку в газе содержится до 30 % СО, то он является топливом, которое используют после очистки от пыли. Количество колошникового газа в 2,5 раза по массе превышает количество чугуна. Теплота сгорания составляет 3600—3900 кДж/м3. При работе доменной печи на комбинированном дутье с применением природного газа содержание водорода в колошниковом газе возрастает до 6—8, а иногда до 12 %, при этом теплота сгорания возрастает до 4200 кДж/м3. Около 30—35 % колошникового газа используется в доменном цехе для обогрева насадок воздухонагревателей. Остальной газ используется в прокатных и термических цехах и на теплоэлектроцентрали.
Колошниковая пыль. Вынос пыли составляет от 10 до 80 кг/т чугуна, т. е. в сутки, например, на печи объемом ~2700 м3 выносится до 300—400 т пыли, из которых улавливается ~65 %• Пыль содержит 38—50 % Fe и 8—14 % С, она направляется на фабрики окомкования доменной шихты.
-
Оценка эффективности работы доменной печи.
Наиболее важными показателями работы доменной печи, характеризующими эффективность производства, являются производительность и удельный расход кок- са. Технико-экономические показатели (ТЭП) работы печи зависят от совокупно- сти конструктивных, технологических и организационных параметров, и, в значи- тельной степени, определяются качеством шихтовых материалов, режимами загруз- ки, дутья и выпусков и др. Производительность оценивают количеством выплавленного чугуна в тоннах за сутки, величиной полезного объема, приходящегося при этом на 1 т чугуна (КИПО), или чугуна, приходящегося на 1 м3 объема (удельная производительность). Современные доменные печи выплавляют до 10-12 тыс. тонн чугуна в сутки и рабо- тают с удельной производительностью до 2,2-2,6 т/м3 в сутки при КИПО не более 0,5 м3 /т в сутки. Удельный расход кокса при выплавке передельного чугуна при применении качественной шихты и работе на комбинированном дутье с топливными добавками достигает 350 кг/т чугуна и даже менее. При этом кокс является главной статьей се- бестоимости чугуна (более 50 %). Таким образом, производительность и расход кокса, в большой мере опреде- ляют себестоимость чугуна, и являются конечным результатами доменной плавки, характеризующими уровень техники, технологии и организации производства чугу- на. В связи с важностью этих показателей в практике доменного производства уделяется большое внимание анализу причин их изменения.
Снижение удельного расхода кокса и повышение производительности печи происходят за счет: - снижения потребностей в тепле; - введения дополнительных восстановителей и повышения их концентрации; - введения дополнительного тепла или топлива в высокотемпературную зону; - улучшения использования в печи тепловой и химической энергии газа; - уменьшения взаимосопротивления шихты и газов их движению в противото- ке. Для положительного эффекта от некоторых мероприятий требуется одновре- менно использовать другие. Например, для снижения расхода кокса увеличением расхода природного газа необходимо повышать содержание кислорода в дутье или его температуру, снизив влажность дутья. Для реализации преимуществ повышен- ного давления газов на колошнике необходимо изменением режима загрузки повы- шать равномерность распределения шихтовых материалов по сечению и увеличи- вать интенсивность подачи дутья. На результаты доменной плавки влияют качество шихты, параметры дутья, состав и свойства продуктов плавки, режим загрузки и выпуска и др.
Основными показателями качества шихты, влияющими на результаты домен- ной плавки являются: - содержание железа; - прочность, гранулометрический состав и содержание мелочи; - основность (отношение основных оксидов к кислотным); - кремниевый модуль (отношение SiO2 / Al2O3); - содержание вредных и полезных примесей; - колеблемость состава и свойств. 6 Основными направлениями снижения удельного расхода кокса и повышения производительности печей в современных условиях служат снижение содержания мелочи в компонентах шихты и повышение в них содержания железа.
-
Схема и принцип работы доменной печи.
Чугун выплавляется из железных руд в специальных печах, называемых доменными. Отсюда процесс получения чугуна из железных руд называется доменным процессом.
Доменная печь имеет большое количество специальных устройств и механизмов, обеспечивающих беспрерывность процесса. Большинство механизмов работает автоматически.
1-скип; 2-засыпной аппарат; 3-доменная печь; 4-фурменные отверстия; 5- чугунная летка; шлаковая летка; 7-воздухонагреватели; 8-газоочистительные устройства; 9-дымовая труба
Смесь из руды, кокса и флюса подготовляется в определенной пропорции для загрузки в доменную печь. Такая смесь называется шихтой. Специальный подъемник — скип 1 перемещающийся по наклонным путям, доставляет шихту к верхней части доменной печи, откуда она через засыпной аппарат 2 поступает в печь 3.
Для поддержания интенсивного горения загружаемого кокса необходимо большое количество воздуха. Воздух подается в печь через специальные

отверстия 4 в нижней части печи, которые называются фурменными отверстиями. Чтобы воздух пробил высокий столб шихты и проник во все части печи, а также чтобы имелось достаточное количество кислорода для сгорания всего топлива, воздух вдувают в печь под давлением в 1—2 ати. Воздух подогревается до температуры 600—800°, так как вдувание большого количества холодного воздуха снижает температуру внутри печи, в результате чего процесс плавки руды замедляется.
Подогрев воздуха осуществляется в воздухонагревателях 7, которые строятся рядом с доменной печью. Воздухонагреватели отапливаются доменным (колошниковым) газом, получающимся при выплавке чугуна. Доменный газ предварительно очищается от пыли в специальных газоочистительных устройствах 8. Продукты сгорания из воздухонагревателей удаляются через дымовую трубу 9.
Полученный в печи жидкий чугун опускается в нижнюю ее часть, откуда периодически выпускается через отверстие 5, называемое чугунной леткой. В специальных ковшах большой емкости чугун от доменной печи отвозится в сталеплавильные цехи для переработки в сталь или к разливочной машине для получения чугунных чушек.
Пустая порода, флюсы и зола топлива образуют в печи жидкий шлак, который имеет меньший удельный вес, чем чугун, и поэтому располагается над жидким чугуном. Шлак выпускается из печи через шлаковую летку 6 и направляется для переработки и дальнейшего использования в качестве строительного материала или в шлаковый отвал.
Доменная печь работает беспрерывно по принципу противотока: исходные материалы загружаются сверху, постепенно опускаются вниз, превращаясь в чугун и шлак, а газы, нагревшиеся в нижней зоне печи, поднимаются кверху навстречу исходным материалам.
Печь имеет наружную стальную оболочку, которая называется кожухом, и внутреннюю кладку, или футеровку. Футеровка должна устойчиво сопротивляться износу от трения беспрерывно опускающихся столбом исходных материалов, выдерживать действие высоких температур, не расплавляясь и не давая деформаций. Поэтому для футеровки применяется высококачественный огнеупорный (шамотный) кирпич.
-
Сущность процесса передела чугуна на сталь.
Сталь является основным видом металла, применяемым для создания современной техники. Это объясняется тем, что сталь обладает высокими прочностью и износостойкостью, хорошо сохраняет приданную форму в изделиях, сравнительно легко поддается различным видам обработки. Основной компонент стали -железо - является широко распространенным элементом в земной коре.
Сущностью любого металлургического передела чугуна в сталь является снижение содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки.
Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали значительно ниже, чем в чугуне.
В процессе плавки стали происходит взаимодействие между металлической, шлаковой и газовой фазами и футеровкой плавильного агрегата, различными по агрегатному состоянию и химическому составу. В результате этого взаимодействия осуществляется переход химических элементов из одной фазы в другую. Обменные процессы сопровождаются химическими превращениями, главным образом на границе металлической фазы со шлаком. Металлическая фаза состоит из расплава химических элементов, шлаковая - из расплава оксидов и их соединений. Поэтому переход элемента из одной фазы в другую возможен только при протекании химической реакции образования или восстановления оксида. Так как примеси по своим физико-химическим свойствам различны, то для их удаления в плавильном агрегате создают определенные условия, используя основные законы физической химии.
Чем больше оксида железа содержится в жидком металле, тем активнее окисляются примеси. Для ускорения окисления примесей в сталеплавильную ванну добавляют железную руду, окалину, содержащие много оксидов железа. Таким образом, основное количество примесей окисляется за счет кислорода оксида железа.
Скорость окисления примесей зависит не только от их концентрации, но и от температуры металла и подчиняется принципу Ле Шателье, в соответствии с которым химические реакции, выделяющие теплоту, протекают интенсивнее при более низких температурах или при некотором понижении температуры, а реакции, поглощающие теплоту, протекают активнее при высоких температурах или при некотором повышении температуры. Поэтому в начале плавки, когда температура металла невысока, интенсивнее идут процессы окисления кремния, фосфора, марганца, протекающие с выделением теплоты, а углерод интенсивно окисляется только при высокой температуре металла (в середине и конце плавки).
После расплавления шихты в сталеплавильной печи образуются две несмешивающиеся среды: жидкий металл и шлак. Шлак представляет собой сплав оксидов с незначительным содержанием сульфидов. Образование шлака связано с окислением элементов металлической фазы во время плавки и образованием различных оксидов с меньшей плотностью, чем металл, собирающихся на его поверхности. В соответствии с законом распределения (закон Нернста), если какое-либо вещество растворяется в двух соприкасающихся, но несмешивающихся жидкостях, то распределение вещества между этими жидкостями происходит до установления определенного соотношения (константы распределения), постоянного для данной температуры. Поэтому большинство компонентов (Мп, 81, Р, 8) и их соединения, растворимые в жидком металле и шлаке, будут распределяться между металлом и шлаком в определенном соотношении, характерном для данной температуры.
Нерастворимые соединения в зависимости от плотности будут переходить либо в шлак, либо в металл. Изменяя состав шлака, можно менять соотношение между количеством примесей в металле и шлаке так, что нежелательные примеси будут удаляться из металла в шлак. Убирая шлак
с поверхности металла и наводя новый путем подачи флюса требуемого состава, можно удалять вредные примеси (серу, фосфор) из металла. Поэтому регулирование состава шлака с помощью флюсов является одним из основных путей управления металлургическими процессами.
-
Сравнительная характеристика основных способов производства стали: в конвертерах, мартеновских печах, электропечах.
Мартены в основном остаются работать в нашей стране и по сей день, хотя они уже морально устарели, и очень сильно загрязняют окружающую среду. В кислородных конвертерах выплавляют конструкционные стали с различным содержанием углерода, кипящие и спокойные.
В кислородных конвертерах трудно выплавлять стали, содержащие легкоокисляющиеся легирующие элементы, поэтому в них выплавляют низколегированные (до 2-3 % легирующих элементов) стали. Легирующие элементы вводят в ковш, расплавив их в электропечи, или твердые ферросплавы вводят в ковш перед выпуском в пего стали. Плавка в конвертерах вместимостью 130-300 т заканчивается через 25-50 мин. Кислородно-конвертерный процесс более производительный, чем плавка стали в мартеновских печах. Самым лучшим вариантом является электропечь, т.к. электричество является дешевым видом энергии, и экологическим, электропечи имеют преимущества по сравнению с другими плавильными агрегатами, так как в них можно получать высокую температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества неметаллических включений — продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сталей и сплавов.
-
Кислородно-конвертерный способ получения стали: исходные материалы, технология, технико-экономические показатели.
Кислородно-конвертерный процесс - это выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
Кислородный конвертер - это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. Вместимость конвертера 130—350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360°С для завалки скрапа, заливки чугуна, слива стали и шлака.
Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом (не более 30 %), известь для наведения шлака, железная руда, а также боксит (А12О3), плавиковый шпат (CaF2), которые применяют для разжижения шлака.
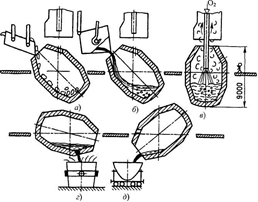
Технология плавки. Перед плавкой конвертер наклоняют, через горловину с помощью завалочных машин загружают скрап, заливают чугун при температуре 1250—1400°С. После этого конвертер поворачивают в вертикальное рабочее положение (рис. 2.4, в), внутрь его вводят водоохлаждаемую фурму и через нее подают кислород под давлением 0,9-1,4 МПа. Одновременно с началом продувки в конвертер загружают известь, боксит, железную руду. Струи кислорода проникают в металл, вызывают его циркуляцию в конвертере и перемешивание со шлаком. Благодаря интенсивному окислению примесей чугуна при взаимодействии с кислородом в зоне под фурмой развивается температура до 2400°С.
В зоне контакта кислородной струи с чугуном в первую очередь окисляется железо, так как его концентрация во много раз выше, чем примесей. Образующийся оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Кислород, растворенный в металле, окисляет кремний, марганец, углерод в металле, и содержание их понижается. При этом происходит разогрев ванны металла теплотой, выделяющейся при окислении примесей, поддержание его в жидком состоянии.
В кислородном конвертере благодаря присутствию шлаков с большим содержанием СаО и FeO, перемешиванию металла и шлака создаются условия для удаления из металла фосфора по реакции в начале продувки ванны кислородом, когда ее температура еще невысока. В чугунax перерабатываемых в конвертерах, не должно быть более 0,15 % Р. При повышенном (до 0,3 %) содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производительность конвертера.
Удаление серы из металла в шлак протекает в течение всей плавки по реакциям (7) и (8). Однако высокое содержание в шлаке FeO (до 7-20 %) затрудняет удаление серы из металла. Поэтому для передела в сталь в кислородных конвертерах применяют чугун с содержанием до 0,07 % S.
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 2.4, г).
При выпуске стали из конвертера ее раскисляют в ковше осаждающим методом ферромарганцем, ферросилицием и алюминием; затем из конвертера сливают шлак (рис. 2.4, д).
В кислородных конвертерах выплавляют конструкционные стали с различным содержанием углерода, кипящие и спокойные.
В кислородных конвертерах трудно выплавлять стали, содержащие легкоокисляющиеся легирующие элементы, поэтому в них выплавляют низколегированные (до 2-3 % легирующих элементов) стали. Легирующие элементы вводят в ковш, расплавив их в электропечи, или твердые ферросплавы вводят в ковш перед выпуском в пего стали. Плавка в конвертерах вместимостью 130-300 т заканчивается через 25-50 мин. Кислородно-конвертерный процесс более производительный, чем плавка стали в мартеновских печах.
-
Схема кислородного конвертера.
Кислородный конвертер - это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. Вместимость конвертера 130—350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360°С для завалки скрапа, заливки чугуна, слива стали и шлака.
Технология плавки и схема конвертера. Перед плавкой конвертер наклоняют, через горловину с помощью завалочных машин загружают скрап (рис, 2.4, а), заливают чугун при температуре 1250—1400°С (рис. 2.4, б). После этого конвертер поворачивают в вертикальное рабочее положение (рис. 2.4, в), внутрь его вводят водоохлаждаемую фурму и через нее подают кислород под давлением 0,9-1,4 МПа. Одновременно с началом продувки в конвертер загружают известь, боксит, железную руду. Струи кислорода проникают в металл, вызывают его циркуляцию в конвертере и перемешивание со шлаком. Благодаря интенсивному окислению примесей чугуна при взаимодействии с кислородом в зоне под фурмой развивается температура до 2400°С.
В зоне контакта кислородной струи с чугуном в первую очередь окисляется железо, так как его концентрация во много раз выше, чем примесей. Образующийся оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Кислород, растворенный в металле, окисляет кремний, марганец, углерод в металле, и содержание их понижается. При этом происходит разогрев ванны металла теплотой, выделяющейся при окислении примесей, поддержание его в жидком состоянии.
В кислородном конвертере благодаря присутствию шлаков с большим содержанием СаО и FeO, перемешиванию металла и шлака создаются условия для удаления из металла фосфора по реакции в начале продувки ванны кислородом, когда ее температура еще невысока. В чугунax перерабатываемых в конвертерах, не должно быть более 0,15 % Р. При повышенном (до 0,3 %) содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производительность конвертера.
Удаление серы из металла в шлак протекает в течение всей плавки по реакциям (7) и (8). Однако высокое содержание в шлаке FeO (до 7-20 %) затрудняет удаление серы из металла. Поэтому для передела в сталь в кислородных конвертерах применяют чугун с содержанием до 0,07 % S.
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 2.4, г).
При выпуске стали из конвертера ее раскисляют в ковше осаждающим методом ферромарганцем, ферросилицием и алюминием; затем из конвертера сливают шлак (рис. 2.4, д).
В кислородных конвертерах выплавляют конструкционные стали с различным содержанием углерода, кипящие и спокойные.
В кислородных конвертерах трудно выплавлять стали, содержащие легкоокисляющиеся легирующие элементы, поэтому в них выплавляют низколегированные (до 2-3 % легирующих элементов) стали. Легирующие элементы вводят в ковш, расплавив их в электропечи, или твердые ферросплавы вводят в ковш перед выпуском в пего стали. Плавка в конвертерах вместимостью 130-300 т заканчивается через 25-50 мин. Кислородно-конвертерный процесс более производительный, чем плавка стали в мартеновских печах

-
Мартеновский способ получения стали: исходные материалы, технология, технико-экономические показатели.
|
8
|
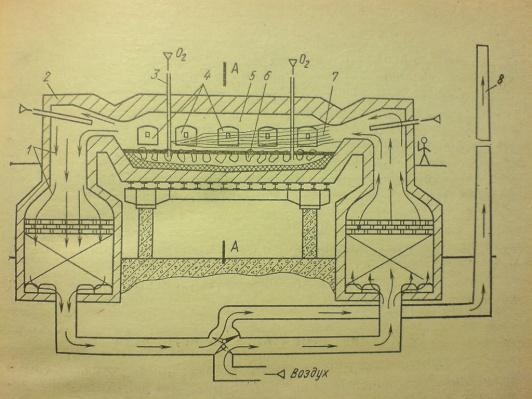
Устройство и работа мартеновской печи. Мартеновская печь - пламенная отражательная регенеративная печь. Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200— 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе печь имеет два регенератора 1. Регенератор—это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500-1600°C. Попадая в регенераторы, газы нагревают насадку до 1250-1280°С. Через один из регенераторов, например, правый подают воздух, который, проходя через насадку, нагревается до температуры 1100-1200 °С и поступает в головку печи, где смешивается с топливом на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую) очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, и направляются во второй (левый) регенератор нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов.
Факел имеет температуру 1750—1800°С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса: 1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома; 2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой, что позволяет переделывать в сталь различные шихтовые материалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи. В печь с помощью завалочной машины загружают железную руду, и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. В и период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции (6), марганец и частично углерод. Оксиды SiO2, Р2О5, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (железистый шлак).
Кислый мартеновский процесс. Этим способом выплавляют качественные стали.
Основные технико-экономические показатели производства стали в мартеновских печах следующие: производительность печи, определяемая съемом стали с 1м2 площади пода в сутки (т/м2 в сутки) и расход топлива на 1 т выплавляемой стали (кг/т). Средний съем стали с 1м2 площади пода в сутки составляет 10 т/м, а расход условного топлива — до 80 кг/т

1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерованный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавильная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что продукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
Устройство работы двухванной печи
Печь работает следующим образом: в одной ванне (горячей) происходит плавление и доводка с интенсивной продувкой металла кислородом, а во второй ванне (холодной) в то же время идет завалка и прогрев твердой шихты. Газы из горячей части печи направляются в холодную и состоят до 35% из оксида углерода. В холодной части печи СО догорает до СО2 и за счет выделяющегося тепла происходит нагрев твердой шихты. Недостающее для процесса нагрева тепло восполняется подачей природного газа через горелки, установленные в своде печи. Сгорание природного газа и догорание СО совершаются за счет дополнительного кислорода.
Когда готовую сталь из первой ванны выпускают, во вторую ванну заливают жидкий чугун. После заливки чугуна тут же начинают продувку ванны кислородом. Заканчивается продувка за 5–7 мин до выпуска. С выпуском металла из первой ванны цикл плавки заканчивается и начинается новый. В то же время с помощью перекидных шиберов изменяется направление движения газов. Теперь бывшая холодная ванна становится горячей. Первую ванну заправляют и производят завалку шихты, и цикл повторяется.
Двух ванная печь должна работать таким образом, чтобы было равенство холодного и горячего периодов, протекающих одновременно в разных ваннах. В холодный период входит выпуск, заправка, завалка, прогрев, заливка чугуна; в горячий период – плавление и доводка. Например, для печи с садкой каждой ванны 250 т общая продолжительность плавки составляет 4 ч, каждый период длится по 2 ч. Металл выпускается также через каждые 2 ч. Раскисление стали, производят в ковше.
Металл продувают кислородом в каждой ванне через две–три кислородные фурмы с интенсивностью 20–25м3/ч" на 1 т металла. Каждая часть печи оборудована сводовыми кислородными фурмами и газокислородными горелками. Горелки необходимы для сушки и разогрева печи после ремонтов, а также для подачи дополнительного топлива.
Современные двухванные печи работают на техническом кислороде без вентиляторного воздуха, поэтому регенераторы отсутствуют. Холодная ванна печи частично выполняет роль регенераторов, аккумулируя тепло газов, покидающих горячую часть печи с температурой ~1700°С, и частично улавливает плавильную пыль, тем самым выполняет роль шлаковиков. Тем не менее количество пыли в продуктах сгорания, покидающих печь, составляет большую величину (20–40 т/м} Пыль состоит на 85–90 % из окислов железа.
Дымовые газы, покидающие рабочее пространство печи с температурой около 1500 °С, поступают по вертикальному каналу в шлаковик, в котором охлаждаются водой до температуры 900–1000 °С, а затем направляются в боров. В борове за счет подсоса холодного воздуха происходит дальнейшее понижение их температуры до 700 °С
-
Плавка стали в электропечах: сущность процесса исходные материалы, преимущества, область использования.
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами, так как в них можно получать высокую температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества неметаллических включений — продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сталей и сплавов.
Плавильные электропечи бывают дуговыми и индукционными.
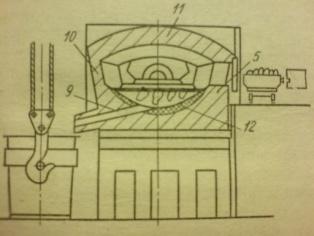
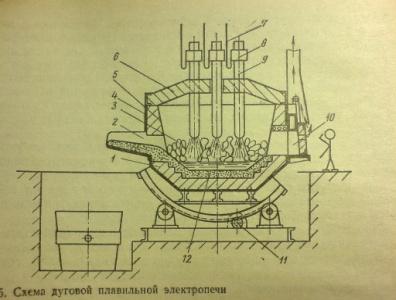
Дуговая плавильная электропечь (рис. 2.5) питается трехфазным переменным током и имеет три цилиндрических электрода 9 из графтизированной массы. Электрический ток от трансформатора кабелями 7 подводится к электрододержателям 8, а через них — к электродам 9 и ванне металла. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия прекращается в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 160......600 В, сила тока 1-10 кА. Во время работы печи длина дуги регулируемся автоматически путем перемещения электродов. Стальной кожух 4 печи футерован огнеупорным кирпичом 7, основным (магнезитовый, магнезитохромитовый) или кислым (динасовый). Подину 12 печи набивают огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6 из огнеупорного кирпича. Для управления ходом плавки имеются рабочее окно 10 и летка для выпуска готовой стали по желобу 2 в ковш.
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Вместимость этих печей 0,5-400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных с кислой.
В основной дуговой печи можно осуществить плавку двух видов: на шихте из легированных отходов (методом переплава) и на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. Шихта для такой плавки должна иметь меньше, чем в выплавляемой стали, марганца и кремния и низкое содержание фосфора. По сути это переплав. Однако в процессе плавки примеси (алюминии, титан, кремний марганец, хром) окисляются. Кроме этого, шихта может содержать оксиды. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Затем проводят диффузионное раскисление, подавая на шлак мелкораздробленны и ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов,
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов. Порядок ввода определяется сродством легирующих элементов к кислороду. В дуговых печах выплавляют высококачественные углеродистые стали — конструкционные, инструментальные, жаропрочные и жаростойкие.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают шихту: стальной лом (90 %), чушковый передельный чугун (до 10 %), электродный бой или кокс для науглероживания металла и известь 2-3 %.
Затем электроды опускают и включают ток; шихта под действием электродов плавится, металл накапливается на подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец, и частично углерод. Оксид кальция из извести и оксиды железа образуют железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до температуры 1500-1540°С в печь загружают руду и известь и проводят период «кипения» металла; происходит дальнейшее окисление углерода. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют из печи шлак. Затем приступают к удалению серы и раскислению металла, доведению химического состава до заданного. Раскисление производят осаждением и диффузионным методом. После удаления железистого шлака в печь подают силикомарганец и силикокальций - раскислители для осаждающего раскисления. Затем в печь загружают известь, плавиковый шпат и шамотный бой. После расплавления флюсов и образования высокоосновного шлака на его поверхность вводят раскислительную смесь для диффузионного раскисления (известь, плавиковый шпат, молотый кокс и ферросилиций), углерод кокса и кремний ферросилиции восстанавливают оксид железа в шлаке, содержание его в шлаке снижается, и кислород из металла по закону распределения переходит в шлак. По мере раскисления и понижения содержания FeO шлак становится почти белым. Раскисление под белым шлаком длится 30-60 мин.
В этот период создаются условия для удаления из металла серы, что объясняется высоким (до 55-60 %) содержанием СаО в шлаке, низким (менее 0,5 %) содержанием FeO и высокой температурой металла.
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла, после чего выполняют конечное раскисление стали алюминием и силикокальцием и выпускают металл из печи в ковш.

-
Схема электропечи для выплавки стали.
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами, так как в них можно получать высокую температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества неметаллических включений — продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сталей и сплавов.
Плавильные электропечи бывают дуговыми и индукционными.
Дуговая плавильная электропечь (рис. 2.5) питается трехфазным переменным током и имеет три цилиндрических электрода 9 из графтизированной массы. Электрический ток от трансформатора кабелями 7 подводится к электрододержателям 8, а через них — к электродам 9 и ванне металла. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия прекращается в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 160......600 В, сила тока 1-10 кА. Во время работы печи длина дуги регулируемся автоматически путем перемещения электродов. Стальной кожух 4 печи футерован огнеупорным кирпичом 7, основным (магнезитовый, магнезитохромитовый) или кислым (динасовый). Подину 12 печи набивают огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6 из огнеупорного кирпича. Для управления ходом плавки имеются рабочее окно 10 и летка для выпуска готовой стали по желобу 2 в ковш.
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Вместимость этих печей 0,5-400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных с кислой.
В основной дуговой печи можно осуществить плавку двух видов: на шихте из легированных отходов (методом переплава) и на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. Шихта для такой плавки должна иметь меньше, чем в выплавляемой стали, марганца и кремния и низкое содержание фосфора. По сути это переплав. Однако в процессе плавки примеси (алюминии, титан, кремний марганец, хром) окисляются. Кроме этого, шихта может содержать оксиды. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Затем проводят диффузионное раскисление, подавая на шлак мелкораздробленны и ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов,
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов. Порядок ввода определяется сродством легирующих элементов к кислороду. В дуговых печах выплавляют высококачественные углеродистые стали — конструкционные, инструментальные, жаропрочные и жаростойкие
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают шихту: стальной лом (90 %), чушковый передельный чугун (до 10 %), электродный бой или кокс для науглероживания металла и известь 2-3 %.
Затем электроды опускают и включают ток; шихта под действием электродов плавится, металл накапливается на подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец, и частично углерод. Оксид кальция из извести и оксиды железа образуют железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до температуры 1500-1540°С в печь загружают руду и известь и проводят период «кипения» металла; происходит дальнейшее окисление углерода. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют из печи шлак. Затем приступают к удалению серы и раскислению металла, доведению химического состава до заданного. Раскисление производят осаждением и диффузионным методом. После удаления железистого шлака в печь подают силикомарганец и силикокальций - раскислители для осаждающего раскисления. Затем в печь загружают известь, плавиковый шпат и шамотный бой. После расплавления флюсов и образования высокоосновного шлака на его поверхность вводят раскислительную смесь для диффузионного раскисления (известь, плавиковый шпат, молотый кокс и ферросилиций), углерод кокса и кремний ферросилиции восстанавливают оксид железа в шлаке, содержание его в шлаке снижается, и кислород из металла по закону распределения переходит в шлак. По мере раскисления и понижения содержания FeO шлак становится почти белым. Раскисление под белым шлаком длится 30-60 мин.
В этот период создаются условия для удаления из металла серы, что объясняется высоким (до 55-60 %) содержанием СаО в шлаке, низким (менее 0,5 %) содержанием FeO и высокой температурой металла.
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла, после чего выполняют конечное раскисление стали алюминием и силикокальцием и выпускают металл из печи в ковш.
-
Пути повышения качества стали: обработка синтетическими шлаками, дегазация вакуумированием, электрошлаковый переплав. Объясните сущность каждого метода и дайте схему электрошлакового переплава.
Обработка металла синтетическим шлаком заключается в следующем. Синтетический шлак, состоящий из 55 % СаО, 40 % А12О3. небольшого количества SiO2, MgO и минимума FeO, выплавляют в электропечи и заливают в ковш. В этот же ковш затем заливают сталь. При перемешивании стали и шлака поверхность их взаимодействия резко возрастает и реакции между ними протекают гораздо быстрее, чем в плавильной печи. Благодаря этому, а также низкому содержанию оксида железа в шлаке сталь, обработанная таким способом, содержит меньше серы, кислорода и неметаллических включений, улучшается ее пластичность и прочность. Такие стали применяют для изготовления ответственных деталей машин
Вакуумную дегазацию стали проводят для уменьшения содержания в металле газов и неметаллических включений. Вакуумирование стали производят в ковше, при переливе из ковша в ковш, при заливке в изложницу и т. п. Для вакуумирования в ковше ковш с жидкой сталью помещают в камеру, закрывающуюся герметичной крышкой. Вакуумными насосами в камере создается разрежение до остаточного давления 0,267-0,667 кПа. При понижении давления из жидкой стали выделяется водород и азот. Всплывающие пузырьки газов захватывают неметаллические включения, в результате чего содержание их в стали снижается. Все это улучшает прочность и пластичность стали.
Электрошлаковый переплав (ЭШП) разработан в Институте электросварки им. Е. О. Патона. Переплаву подвергают выплавленный в дуговой печи и прокатанный на круглые прутки металл. Источником теплоты при ЭШП является шлаковая ванна, нагреваемая при прохождении через нее электрического тока. Электрический ток подводится к переплавляемому электроду, погруженному в шлаковую ванну 2 и к поддону 9, установленному в водоохлаждаемом металлическом кристаллизаторе 7, в котором находится затравка 8. Выделяющаяся в шлаковой ванне 2 теплота нагревает ее до температуры 1700 °С и более и вызывает оплавление конца электрода. Капли жидкого металла 3 проходят через шлак, обоазуя под шлаковым слоем металлическую ванну 4.
Перенос капель металла через основной шлак способствует их активному взаимодействию, удалению из металла серы неметаллических включений и растворенных газов. Металлическая ванна непрерывно пополняется путем расплавления электрода под воздействием кристаллизатора постепенно формируется в считок 6 Последовательная и направленная кристаллизация способствует удалению из металла неметаллических включении и газа, получению плотного однородного слитка.
В результате ЭШП содержание кислорода в металле снижается в 1,5-2 раза, понижается концентрация серы, в 2-3 раза уменьшается содержание неметаллических включений, они становятся мельче и равномерно распределяются в объеме слитка. Слиток отличается плотностью, однородностью, хорошим качеством поверхности благодаря наличию шлаковой корочки 5, высокими механическими и эксплуатационными свойствами стали и сплавов. Слитки выплавляют круглого, квадратного, прямоугольного сечения массой до 110 т. Наиболее широко ЭШП используют при выплавки высококачественных сталей для шарикоподшипников, жаропрочных сталей для дисков и лопаток турбин, валов компрессоров, авиационных конструкций.

-
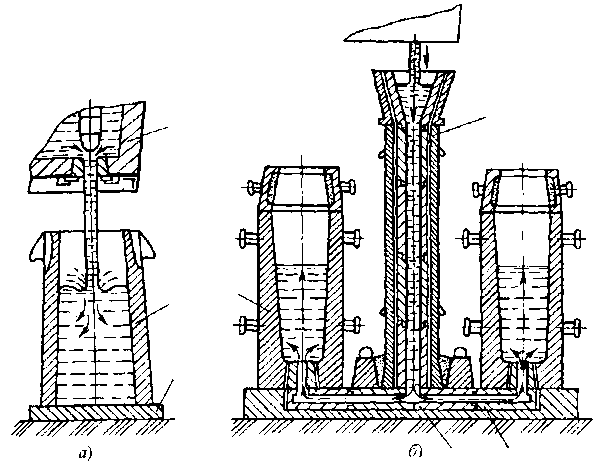
Разливка стали; разливка в изложницы, непрерывная разливка; строение стального слитка. Представьте схемы разливки в изложницы сверху и снизу, схему непрерывной разливки стали.
Изложницы – чугунные формы для изготовления слитков. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
В изложницы сверху сталь разливают непосредственно из ковша 1. При сифонной разливке одновременно заполняются несколько изложниц (4…60). Изложницы устанавливаются на поддоне 6, в центре которого располагается центровой литник 3, футерованный огнеупорными трубками 4, соединённый каналами 7 с изложницами. Жидкая сталь 2 из ковша 1 поступает в центровой литник и снизу плавно, без разбрызгивания наполняет изложницу 5.
Непрерывная разливка стали состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 5.
Спокойные и кипящие углеродистые стали разливают в слитки массой до 25 тонн, легированные и высококачественные стали – в слитки массой 0,5…7 тонн, а некоторые сорта высоколегированных сталей – в слитки до нескольких килограммов.
Разливка стали в изложницы а – сверху; б – снизу (сифоном)

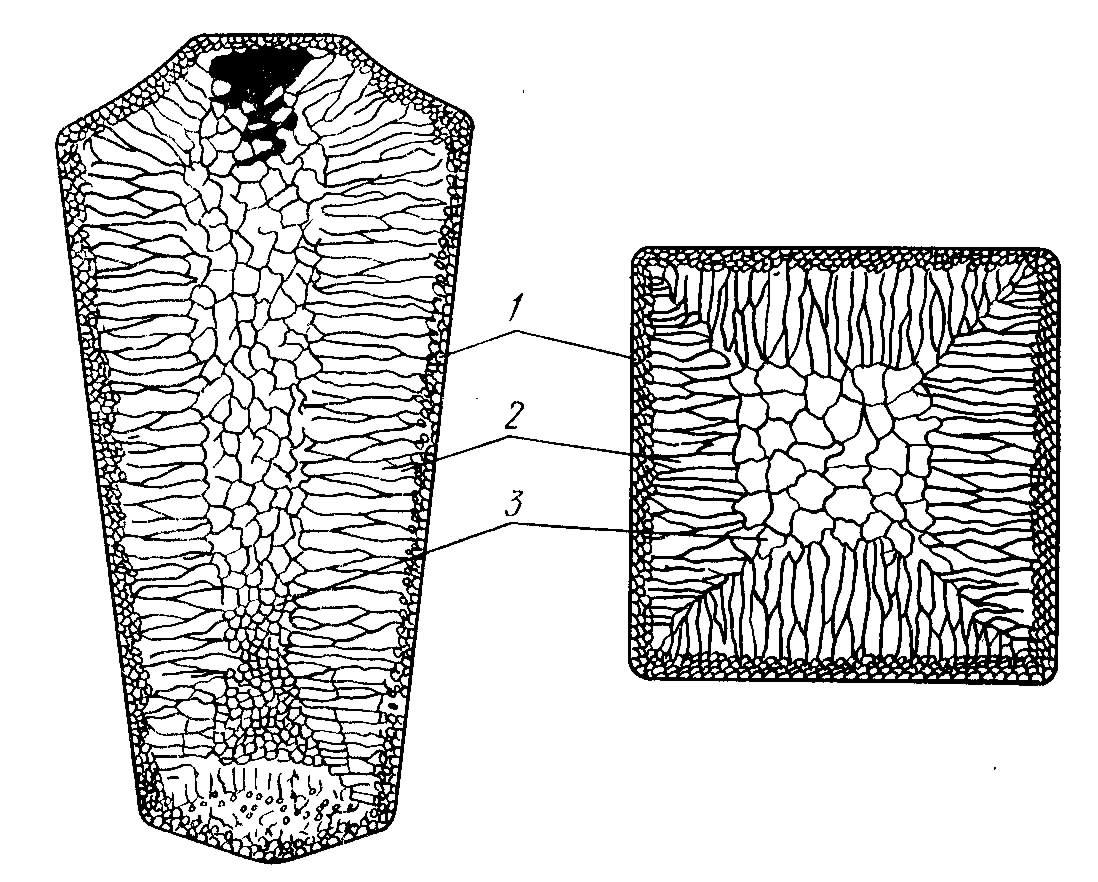
После затвердения стали, залитой в изложницы, в полученном слитке наблюдаются три зоны зона 1 вблизи поверхности — плотный слой мелких кристаллов, зона 2 — крупнокристаллическая, столбчатые кристаллы которой расположены перпендикулярно оси слитка, зона 3 — кристаллы, беспорядочно ориентированные в слитке.