4.4 Выбор оптимальных условий производства этилового спирта
А) Катализатор и температура процесса

Для обеспечения высокой скорости и селективности процесса обычно используют катализатор. В качестве последнего применяют фосфорную кислоту, нанесенную на широкопористый носитель (селикагель, таблетированный синтетический алюмосиликат, кизельгур), для облегчения протекания диффузии реагентов внутрь зерен пористого катализатора. Катализатор активен при 280 – 300С и обладает высокой селективностью – полезная конверсия этилена достигает 95%.
Решающим фактором, определяющим активность катализатора, является концентрация фосфорной кислоты на поверхности носителя, так как катализ осуществляется свободной кислотой, находящейся в виде жидкой пленки (абсорбирующей пары воды из газовой фазы) в порах носителя. Концентрация должна составлять 83 – 85% (рис. 2). При этом до 35% ее присутствует в свободном состоянии, в связи с чем она частично уносится газовым потоком из реактора.
Активность выбранного катализатора (83 – 85%-ная фосфорная кислота) имеет решающее значение при установлении температурного режима работы реактора. При низких температурах (менее 280С) мала активность катализатора (небольшая скорость процесса), выше 300С развиваются нежелательные процессы (падает селективность): полимеризация этилена, повышение скорости образования эфира и д.р. (Олигомеризация имеет более высокую энергию активации по сравнению с гидратацией. Следует отметить, что при приближении к равновесию скорость гидратации и селективность падают, что делает невыгодным проведение реакции до степеней конверсии, близким к равновесным.)
Срок службы катализатора 400 – 500 часов. Замена его требует около 50 часов. Для увеличения срока службы катализатора необходима его подпитка фосфорной кислотой, а также очистка циркулирующего газа от побочных продуктов реакции: альдегидов, высших спиртов, полимерных соединений. Однако и в этом случае катализатор со временем требуется заменять, так как на его поверхности появляются смолистые отложения, а носитель становится чрезмерно хрупким. Свежий катализатор готовят пропиткой носителя 60 –65% - ой фосфорной кислотой с последующей сушкой при 100 0С. Он содержит 35% свободной фосфорной кислоты.
Б) Давление и соотношение исходных компонентов
Сместить равновесие в сторону продукта реакции можно, используя избыток одного из реагентов, как правило самого дешевого, в данном случае водяного пара. Увеличение же содержания воды в системе приведет к значительному разбавлению получающегося спирта и возрастанию нагрузки на систему разделения. Основная реакция гидратация этилена – экзотермическая, протекает с уменьшением объёма и, следовательно, понижение температуры и повышение давления будет способствовать увеличению равновесного выхода этилового спирта (график 2). Таким образом, работа при атмосферном (или близком к нему) давлении исключается из-за низкого равновесного выхода этанола. В тоже время, применение высокого давления (при выбранном температурном режиме) ограничено содержанием водяного пара в реакционной смеси, т.к. процесс проводят при температуре ниже критической (точка росы 374 0С) и возможна конденсация водяных паров в реакторе. Последнее приводит к снижению активности катализатора вследствие поглощения паров воды фосфорной кислотой с её последующим разбавлением. Поэтому решающее значение в выборе давления определяет низкая летучесть воды по сравнению с этиленом.
При
стехиометрическом соотношении в
реакционной смеси этилена и паров воды
парциальное давление последних составляет
примерно половину от общего давления.
Например, при 280 0С
давление насыщенного водяного пара
63,4 атм. и, следовательно, предельно
возможное общее давление будет
![]() атм. Для предотвращения конденсации
водяного пара парциальное давление
последнего, а значит и общее давление
должно быть ниже. Это может быть достигнуто
путем подбора мольного отношения водяной
пар : этилен и концентрации инертных
примесей. Кроме того, необходимо учитывать
парциальное давление паров воды над
фосфорной кислотой, которое в зависимости
от её концентрации и температуры меняется
(рисунок 2).
атм. Для предотвращения конденсации
водяного пара парциальное давление
последнего, а значит и общее давление
должно быть ниже. Это может быть достигнуто
путем подбора мольного отношения водяной
пар : этилен и концентрации инертных
примесей. Кроме того, необходимо учитывать
парциальное давление паров воды над
фосфорной кислотой, которое в зависимости
от её концентрации и температуры меняется
(рисунок 2).
При
![]() происходит адсорбция паров воды фосфорной
кислотой, а при
происходит адсорбция паров воды фосфорной
кислотой, а при
![]() - десорбция.
- десорбция.
Максимально
допустимое общее давление (![]() )
в системе может быть рассчитано следующим
образом (при
)
в системе может быть рассчитано следующим
образом (при
![]() ;
;
![]() над 84% - ной
над 84% - ной
![]() и 280 0С
равно 2,8МПа (рисунок 3); отношение
и 280 0С
равно 2,8МПа (рисунок 3); отношение
![]() и содержание инертов в циркулирующем
этилене – 15%):
и содержание инертов в циркулирующем
этилене – 15%):
![]()
В
промышленных условиях наилучшие
результаты, при использовании кислотного
катализатора (83 – 85%
),
получают при температуре 280 – 290 0С,
отношении
![]() и давлении
и давлении
![]() В этих условиях равновесный выход
этилового спирта (по
В этих условиях равновесный выход
этилового спирта (по
![]() )
составляет порядка – 10%.
)
составляет порядка – 10%.
Малая конверсия этилена за один проход через реактор вызывает необходимость возврата непрореагировавшего этилена. Во избежании быстрого накопления в рециркулирующем этилене инертных примесей (этана) необходимо использование высококонцентрированной этиленовой фракции (содержание этилена 98%). Однако даже при такой концентрации приходится, для поддержания постоянного количества инертов в циркулирующем газе, выводить из цикла значительный объём разбавленного этилена и возвращать в цех разделения углеводородов для концентрирования.
Концентрацию инертов в циркулирующей смеси поддерживают около 10%. Дальнейшее повышение последних значительно снижает скорость основной реакции. Количество отдуваемой смеси может быть определено из уравнения материального баланса инертов:
![]() ,
,
где
![]() и
и
![]() - объёмы исходной и отдуваемой смеси;
- объёмы исходной и отдуваемой смеси;
![]() и
и
![]() - концентрации инертов в исходной и
отдуваемой смеси.
- концентрации инертов в исходной и
отдуваемой смеси.
При циркуляционном процессе для его интенсификации и уменьшения количества побочных продуктов повышают объёмную скорость подачи сырья. При процессе прямой гидратации этилена это 1800 – 2000 час-1, что соответствует времени контактирования 18 – 20 сек. При более активном катализаторе возможны и более высокие скорости. В данном случае, дальнейшее увеличение объёмной скорости приводит к возрастанию уноса фосфорной кислоты с носителя и уменьшению количества выделяющегося тепла, что не позволит проводить процесс в автотермическом режиме. Выход этанола за один проход в этих условиях составляет 5%.
4.5 Основные противоречия при разработке процесса
Процесс желательно вести при низких температурах т.к. процесс экзотермический, а катализатор требует температуры 280-300С.
Процесс протекает с уменьшением числа молей, поэтому необходимо увеличивать давление, но мы не можем сделать его выше 8 МПа т.к. произойдет конденсация водяного пара.
Процесс выгодней вести с избытком водяного пара, а мы ведем его с недостатком, т.к. иначе получится очень разбавленный спирт.
При увеличении объемных скоростей растет производительность, но мы ограничиваем производительность, чтобы не было уноса катализатора.
4.6 Окончательная характеристика процесса
В результате исследований и промышленных испытаний установлены основные условия взаимодействия газообразного этилена и водяных паров:
температура 280 –300С
давление 6 – 8МПа
концентрация этилена в циркулирующем газе 80 – 85% (об.)
молярное отношение воды к этилену 0,6 – 0,75 : 1
концентрация фосфорной кислоты на поверхности катализатора не ниже 83%
объемная скорость 1800 – 2500 ч-1
При этих условиях процесс – сложный, обратимый несмещенный, гетерогенный каталитический.
Перечисленные условия позволяют получать водноспиртовой раствор концентрацией спирта 15 – 16% при конверсии этилена за один проход 4 – 6%. Полезное использование этилена составляет 95%. Остальные 5% расходуются на получение диэтилового эфира (2%), ацетальдегида (1%), димеров и полимеров (2%).
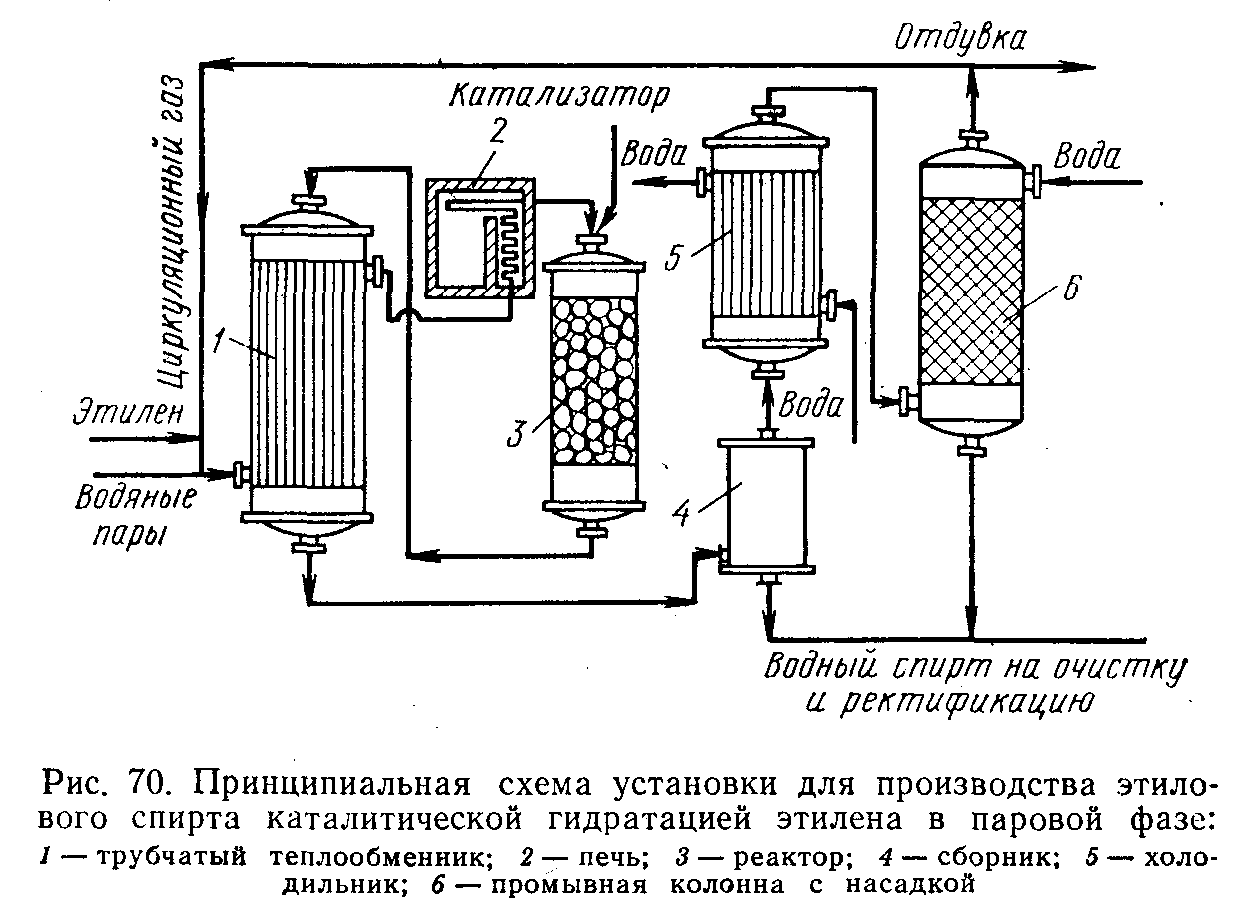
На основе химической концепции метода можно представить функциональную (принципиальную) схему ХТС (рис. 3):
Рис 3.