

Вступ
Основним джерелом підвищення ефективності роботи автомобільного та нафтогазового технологічного транспорту є подальше вдосконалення організації технології виробництва та ремонту автотранспортних засобів.
Технологічний процес складання являється завершаючою стадією виробничого процесу.
Технологічний процес складання – це сукупність операцій по з'єднанні у визначеній послідовності для отримання виробу, які повністю відповідають встановленим вимогам.
При виборі форми складання необхідно зважити всі переваги і недоліки вибраної форми, вивчити виробничі умови, вибрати найбільш економічно доцільні.
Комплекс розбирально-складальних робіт включає такі операції: переміщення деталей, вузлів і агрегатів, складання і розбирання, базування, балансування, закріплення, запресування, складання, застопорення, загвинчування, розпресування, роз шплінтування, роз пломбування та інші.
Особливістю методики нормування розбирально-складальних робіт є схожість операцій, які в залежності від габаритних розмірів, щорсткості поверхні, натягу посадки поверхонь та іншого, відрізняються часом розбирання-складання виробу.
Другий метод передбачає використання залежності зміни основного часу від параметрів кріпильних елементів. В даному випадку основний час на складальні роботи на основі емпіричних залежностей можна нормувати з точністю 5..15%.
При виготовленні або відновленні автомобільних деталей, перше місце займає механічна обробка, що становить близько 2/3 всього обсягу робіт.
Розрахунок норм часу можна вести аналітично-дослідним або аналітично-розрахунковим методами. Перший застосовується в масовому та багатосерійному виробництві і полягає в хронометражі верстатних робіт. Другий оснований на математичних розрахунках і застосовується в одиничному і мало серійному виробництві.
Однією з важливих задач, що вирішуються в процесі складання, являється забезпечення заданого рівня точності обробки і складання.
Технологічний процес складання вузлів і агрегатів автомобіля рекомендується проводити в наступній послідовності:
Вивчити креслення вузла або агрегату, коротко описати його конструкцію і технічні умови на складання і випробування.
Проаналізувати умови роботи вузла, оцінити вплив точності і технічних умов на надійність і довговічність вузла.
Привести основні дані із технічних умов на ремонт, складання і випробування вузла. При відсутності технічних умов скласти їх у відповідності з кресленням.
Скласти технологічну карту складання, використовуючи креслення і матеріали по цьому питанню.
Вибрати режим обробки і випробовування у відповідності з технічними вимогами і способом контролю точності складання.
На основі технологічної схеми скласти технологічний процес складання вузла або агрегату і заповнити технологічні карти по встановленій формі.
Складальне креслення вузла
Складальне креслення вузла виконуємо на форматі А1, на кресленні виконуємо розрізи для кращого уявлення і визначення вузла.
Складальне креслення повинно включати наступні елементи:
зображення складальної одиниці, що дає уявлення про розташування та взаємний зв'язок складових частин з’єднаних за даними креслень і забезпечуючи можливість виконання розбирання;
розміри, граничні відхилення та інші параметри і вимоги, які повинні бути виконані та проконтрольовані по даному складальному кресленню. Допускається указувати в якості довідкових розмірів деталей, які визначають характер спряжень;
номери позицій складових частин, які входять у виріб;
установочні, приєднувальні та інші необхідні довідкові розміри;
технічну характеристику виробу (при необхідності).
Призначення і коротка характеристика вузла
Редуктор заднього моста призначений для передачі крутного моменту від двигуна через коробку передач і карданну передачу до ведучих коліс. Причому при передачі, крутний момент змінюється не тільки за напрямом але і за напрямом.
Редуктор заднього моста автомобіля ГАЗ-53 складається з таких основних елементів: ведучої 10 і веденої 11 конічної шестерень, сателітів 16, півосьових шестерень 17 (див. складальне креслення).
Крутний момент передається з карданної передачі на ведучий вал редикутора заднього моста, де за допомогою конічної передачі він збільшується і змінюється за напрямом. Потім через сателіти крутний момент розподіляється на півосьові шестерні і колісні півосі в залежності від опору кочення ведучих коліс.
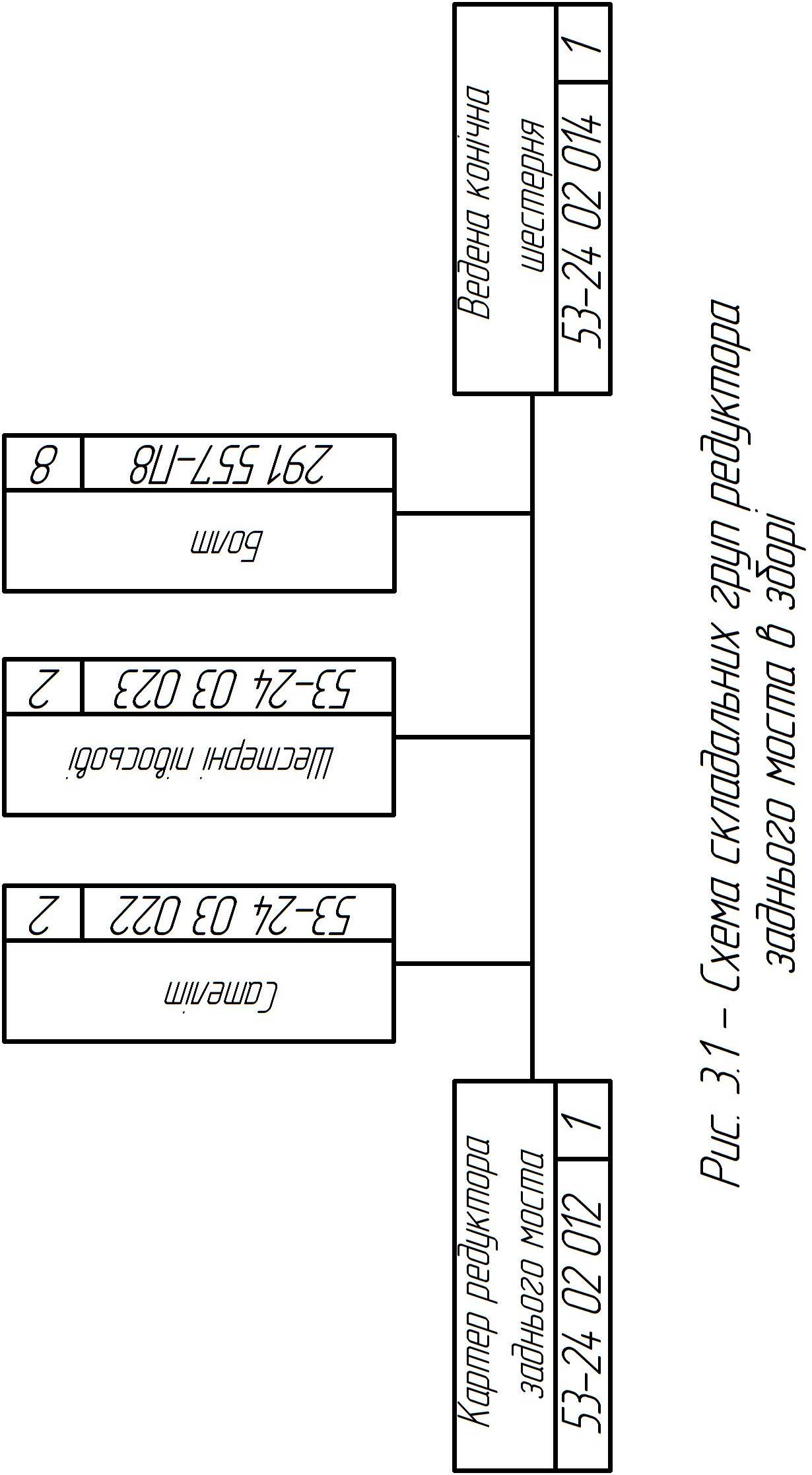
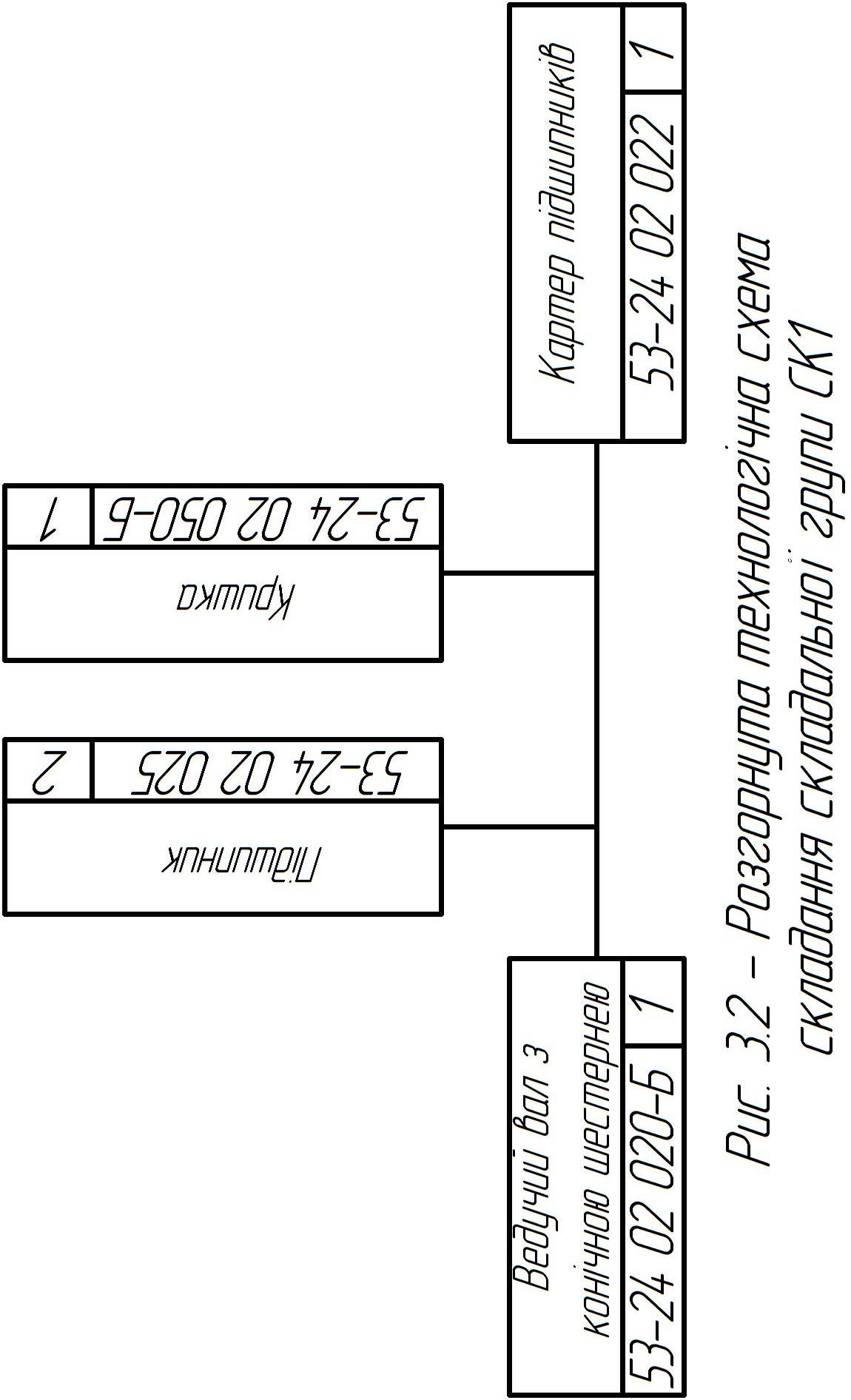
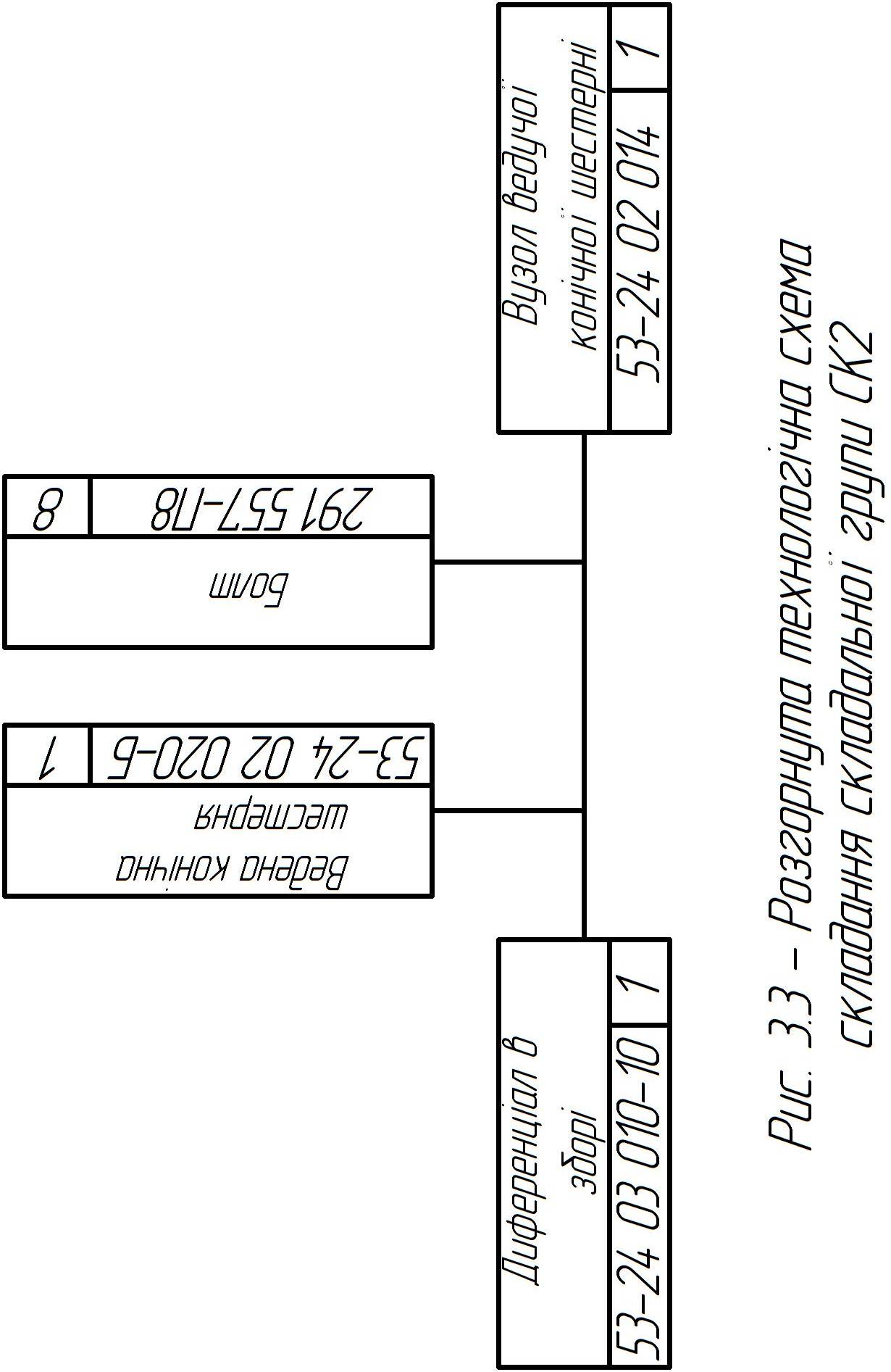
Розробка технологічної схеми складання вузла
Визначивши складальне креслення редуктора заднього моста розробляємо схему технологічного процесу складання даного вузла.
Елементи виробів позначають на схемі складання прямокутником, розділеним на три частини. У верхній частині вказують найменування деталі по каталогу або номер складальної групи чи підгрупи. У правій частині – кількість деталей.
Складання редуктора заднього моста виконуємо по розгорнутій схемі.
Розрахунок розмірного ланцюга
Розрахунок розмірного ланцюга будемо проводити для з'єднання деталей болт М10 і кришки вузла ведучої конічної шестерні.
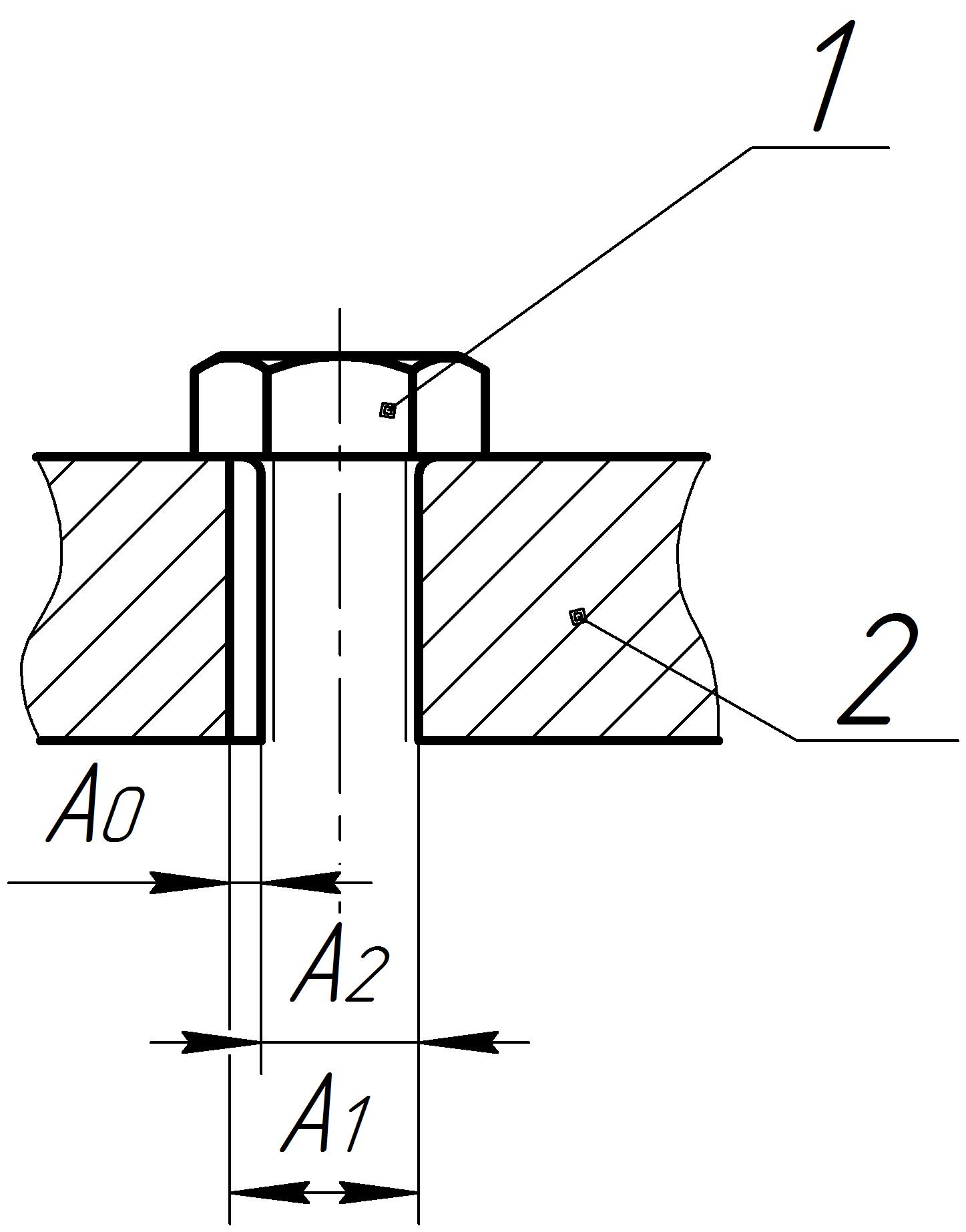
1 – болт; 2 – кришка.
Рис. 4.1 – З'єднання кришка – болт.

Рис. 4.2 – Розмірний ланцюг.
Для розрахунку розміру замикаючої ланки А0 згідно ГОСТ 25347-82, вибираємо відхилення розмірів поверхонь деталей.
Для
зовнішньої поверхні з квалітетом Н7
відхилення рівне -10.
Отже, розмір А2
рівний
![]() .
.
Для
внутрішньої поверхні з квалітетом Н8
відхилення рівне +14.
Отже, розмір А1
рівний
![]() .
.
З рис.4.2 бачимо, шо для замикаючої ланки А0, ланка А1 буде збільшуючою, оскільки при збільшенні її розміру, розмір замикаючої ланки буде збільшуватись. Ланка А2 буде зменшуючою, оскільки при збільшенні її розміру розмір замикаючої ланки буде зменшуватись.
4.1 Користуючись методами максимума-мінімума, визначаємо номінальний розмір замикаючої ланки:
![]() ,
де
,
де
![]() -
передавальне відношення, що визначає
величину і напрям зміни замикаючої
ланки на одну одиницю в розмірних
ланцюгах з паралельними ланками; для
збільшуючи складових ланок
-
передавальне відношення, що визначає
величину і напрям зміни замикаючої
ланки на одну одиницю в розмірних
ланцюгах з паралельними ланками; для
збільшуючи складових ланок
![]() ,
для зменшуючих
,
для зменшуючих
![]() ;
;
Аі - номінальний розмір і-тої складової ланки розмірного ланцюга;
m - число ланок розмірного ланцюга;
і - порядковий номер ланки.
![]()
4.2 Координати середини поля допуска замикаючої ланки:
![]() ,
де
,
де
![]() -
координати середини поля допуску і-тої
складової ланки
-
координати середини поля допуску і-тої
складової ланки
![]()
4.3 Допуск замикаючої ланки
![]() ,
де
,
де
![]() -
допуск і-тої складової ланки
-
допуск і-тої складової ланки
![]()
4.4 Граничні відхилення замикаючої ланки
4.4.1 Верхнє
![]()
4.4.2 Нижнє
![]()
Отже,
розмірний ланцюг замикаючої ланки
складає
![]() .
.