

6.9.1. Установка гильз цилиндров в блок двигателя.
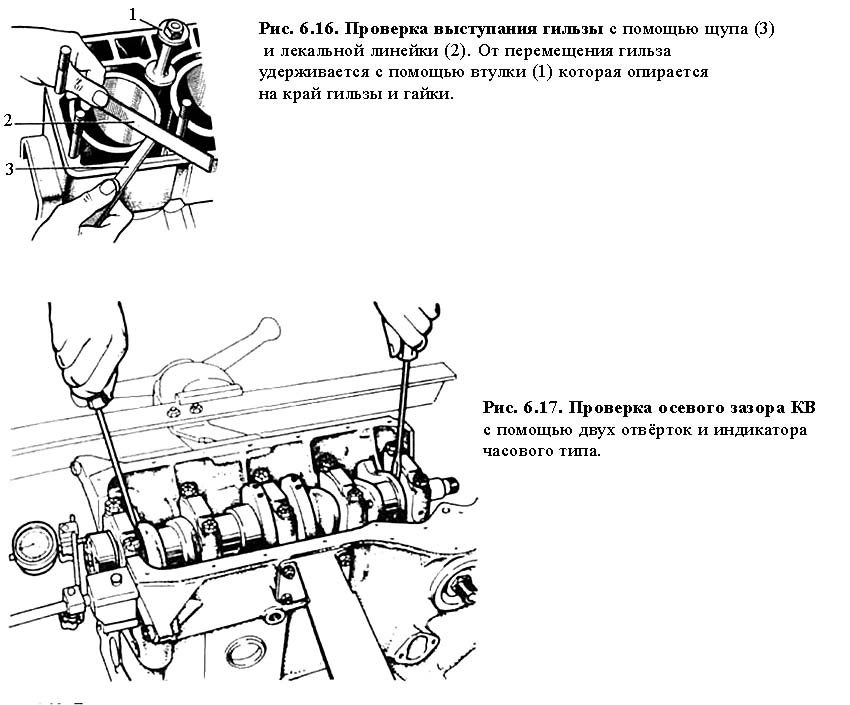
Мокрые гильзы устанавливаются в гнёзда блока цилиндров с зазором. От осевого перемещения, гильзы удерживаются головкой блока. Для надёжного прижатия гильзы, её верхняя часть должна выступать над привалочной плоскостью блока цилиндров на рекомендованную величину (0,02 – 0,12 мм.). Величина выступания гильзы, как правило, регулируется подбором шайб, устанавливаемых под опорный бурт. Эти же шайбы уплотняют гильзу в гнезде, предотвращая попадание охлаждающей жидкости из рубашки охлаждения через стык гильзы с её опорой в картер двигателя. В конструкциях двигателей, где применение шайб не предусмотрено, на привалочную плоскость бурта гильзы или посадочную плоскость гнезда, наносится тонкий слой специального термостойкого клея или герметика. Проверка выступания гильзы показана на рис. 6.16.
 Сухие
гильзы удерживаются в гнёздах блока
цилиндров натягом. В зависимости от
требуемой величины натяга, для соединения
чугунной гильзы и алюминиевого блока
цилиндров, необходимо обеспечить разницу
температуры соединяемых деталей в
пределах 100 - 180 градусов С, для чего блок
цилиндров нагревают в муфельной печи
или, помещая его в горячую воду, а гильзу
охлаждают «сухим льдом» или жидким
азотом. В «сухом льду» (твёрдой углекислоте)
возможно охлаждение до -80 градусов С
(реально, до -60 градусов), а в жидком азоте
до -140 градусов. Нагревание блока
цилиндров открытым пламенем равно как
и запрессовка чугунных гильз в
алюминиевый блок давлением,
недопустимо.
Гильзование чугунных
блоков цилиндров, в ряде случаев,
разрешается проводить способом
запрессовки.
Запрессовка чугунных
гильз в чугунный же блок цилиндров, как
правило, возможна при величине натяга,
не превышающем 0,05 мм. (редко более).
Запрессовку гильз осуществляют с помощью
пресса. При отсутствии заводского
пресса, приспособление для запрессовки
можно сконструировать из металлических
швеллеров, соединив их с помощью сварки
в виде рамы должного размера, и
гидравлического или винтового домкрата.
В продаже можно так же увидеть, более
компактные и простые в применении,
винтовые приспособления. Производить
запрессовку детали в отверстие ударом
запрещается. Для упрощения процесса
запрессовки, можно нагреть блок или
охладить гильзу, обеспечив разницу
температур соединяемых деталей, примерно
в 60 - 100 градусов С. При указанной величине
натяга и разнице температур, гильза
должна опустится в гнездо без применения
каких либо приспособлений. При
необходимости «помочь» гильзе опустится
в гнездо можно постукивая по ней
деревянной киянкой или молотком через
деревянную проставку.
Сухие
гильзы удерживаются в гнёздах блока
цилиндров натягом. В зависимости от
требуемой величины натяга, для соединения
чугунной гильзы и алюминиевого блока
цилиндров, необходимо обеспечить разницу
температуры соединяемых деталей в
пределах 100 - 180 градусов С, для чего блок
цилиндров нагревают в муфельной печи
или, помещая его в горячую воду, а гильзу
охлаждают «сухим льдом» или жидким
азотом. В «сухом льду» (твёрдой углекислоте)
возможно охлаждение до -80 градусов С
(реально, до -60 градусов), а в жидком азоте
до -140 градусов. Нагревание блока
цилиндров открытым пламенем равно как
и запрессовка чугунных гильз в
алюминиевый блок давлением,
недопустимо.
Гильзование чугунных
блоков цилиндров, в ряде случаев,
разрешается проводить способом
запрессовки.
Запрессовка чугунных
гильз в чугунный же блок цилиндров, как
правило, возможна при величине натяга,
не превышающем 0,05 мм. (редко более).
Запрессовку гильз осуществляют с помощью
пресса. При отсутствии заводского
пресса, приспособление для запрессовки
можно сконструировать из металлических
швеллеров, соединив их с помощью сварки
в виде рамы должного размера, и
гидравлического или винтового домкрата.
В продаже можно так же увидеть, более
компактные и простые в применении,
винтовые приспособления. Производить
запрессовку детали в отверстие ударом
запрещается. Для упрощения процесса
запрессовки, можно нагреть блок или
охладить гильзу, обеспечив разницу
температур соединяемых деталей, примерно
в 60 - 100 градусов С. При указанной величине
натяга и разнице температур, гильза
должна опустится в гнездо без применения
каких либо приспособлений. При
необходимости «помочь» гильзе опустится
в гнездо можно постукивая по ней
деревянной киянкой или молотком через
деревянную проставку.
6.9.2. Установка коленчатого вала в опоры двигателя.
Отремонтированный коленчатый вал устанавливается в подшипники (вкладыши) соответствующего ремонтного размера. Ремонтный размер вкладыша выбивается в виде цифры на его тыльной (нерабочей) поверхности и должен соответствовать размерности произведённого ремонта коленчатого вала. При отсутствии рабочей маркировки вкладыша его размер вычисляется путём измерения его толщины микрометром. Новый/неизношенный вкладыш должен вставляться в постель с небольшим натягом и не должен выпадать из постели при переворачивании блока цилиндров. Отверстия для смазки во вкладышах должны совпадать с отверстиями в постелях. Верхние и нижние вкладыши коленчатого вала (вкладыши опоры и вкладыши крышки) могут быть не взаимозаменяемые. Вкладыши средней опоры КВ могут иметь большую ширину (площадь). Перед установкой коленчатого вала поверхности вкладышей и шеек коленчатого вала обильно смазываются. После установки в постели блока коленчатый вал закрепляется крышками. Крышки коленчатого вала равномерно затягиваются болтами. Усилия затяжки должны соответствовать ТУ и контролируются динамометрическим ключом. Вал, смазанный и установленный в картер блока должен легко (от руки) вращаться в опорах. Свободное вращение вала является условием правильности сборки. При наличии заедания вала необходимо разобрать соединение, найти и устранить причины заедания. Причины тугого вращения коленчатого вала могут быть следующими: 1) несоответствие крышек и вкладышей местам их установки; 2) неправильное положение крышек на опорах; 3) несоответствия размера вкладышей произведённому ремонту; 4) несоответствие диаметра коренных шеек произведённому ремонту; 5) несоответствие толщины упорных полуколец; 6) несоответствие усилия затяжек крепежа крышек; и др. В опоре где имеет место заедание масло, нанесённое на поверхность деталей перед сборкой, после нескольких оборотов вала мутнеет (т.к. содержит мельчайшие частицы антифрикционного состава вкладышей), а рабочая поверхность вкладыша имеет блестящий след от контакта с шейкой вала (т.н. затир). Осевое перемещение вала контролируется с помощью индикатора часового типа (рис. 6.17) или от руки (при «качании» коленчатого вала осевой зазор вала не должен ощущаться «на ощупь»). Величина зазора регулируется подбором упорных полуколец (колец) соответствующей толщины. Если величина зазора, измеренного индикатором, больше максимально допустимого (0,25-0,35 мм), упорные кольца заменяются новыми или кольцами ремонтных размеров.
Подытожим сказанное:
Перед установкой в двигатель шейки коленчатого вала и их опоры обильно смазываются моторным или трансмиссионным маслом;
Вкладыши вала должны входить в постели с небольшим натягом, отверстия для смазывания во вкладышах должны совпадать с отверстиями в опорах/крышках, вкладыш средней опоры КВ может иметь большую ширину, вкладыши опоры и вкладыши крышки могут быть не взаимозаменяемыми;
Крышки КВ не взаимозаменяемые и устанавливаются строго на свои постели, замки вкладышей всех крышек должны «смотреть» в одну сторону, для правильной установки крышек их маркируют соответствующим образом (как правило, цифрой по номеру опоры или зарубками);
Крепление крышек КВ является ответственным соединением и контролируется динамометрическим ключом.